DL230變頻器在CNC機床上的典型應用分析
2017-09-29 06:46:28吳玉琴
無錫職業技術學院學報 2017年4期
關鍵詞:變頻器
吳玉琴
(江蘇聯合職業技術學院 無錫交通分院,江蘇 無錫 214151 )
DL230變頻器在CNC機床上的典型應用分析
吳玉琴
(江蘇聯合職業技術學院 無錫交通分院,江蘇 無錫 214151 )
變頻器應用于數控系統是當今制造業自動化的一個必然趨勢。將基于DL200通用變頻器開發的一款機床主軸定位專用變頻器應用于數控機床,采用矢量控制模式、電機參數和機械傳動比自學習功能,實現了數控機床的主軸起停、準停、脈沖同步跟隨、多點定位等的自動控制功能,提高了數控系統的靈活性、擴展性和集成性,獲得了更好的加工效果,同時易于安裝,性價比高。
DL230變頻器; CNC機床; 數控系統
當今社會,隨著科技、經濟的迅猛發展,我國在制造業自動化方面也有了質的飛躍。CNC機床簡稱數控機床,是一種裝有程序控制系統的自動化機床。它有高精度、高自動化、高效率和高柔性化等優點,廣泛應用于自動化加工設備中。基于DL200通用變頻器開發的一款機床主軸定位專用變頻器應用于數控機床,實現了主軸起停、準停、脈沖同步跟隨、多點定位等自動控制功能,也獲得了更好的加工效果。
1 數控機床的技術要求
1.1電機要求
在現代機床生產中,一般采用多電機拖動,主軸和各進給系統分別由各自的電機來拖動。數控機床通常以伺服同步電機作進給電機,然后通過伺服系統控制機床動作,要求位置響應比較快,且對主軸作多個軸向的位置控制。對于數控機床的主軸電機,多數采用變頻異步電機,通過變頻器加以控制。
1.2變頻器的技術要求
變頻異步電機與普通異步電機相比調速范圍更廣,本案例中的變頻電機最大轉速為12 000 r/min。同時變頻電機裝有獨立風扇,低頻散熱效果更好。部分機床要求主軸電機能加裝編碼器,用于準停定位控制,方便換刀。
(1)要求低頻力矩大。選用無PG矢量控制時,要求低頻0.5 Hz能有150%額定轉矩;當使用帶PG矢量控制時,要求0 Hz有150%額定轉矩。
(2)能進行電機參數自學習。矢量控制性能依賴于準確的電機參數。選用矢量變頻器后,要達到很好的控制性能通常需要對電機進行完整的參數自學習,以獲取準確的電機內部參數。
(3)調速范圍大,穩速精度高。主軸變頻調速的范圍很寬,以2極對數電機為例,0~12 000 r/min對應0~400 Hz,數控機床要求變頻器在高低速均有較高的穩速精度。
(4)加減速時間短、力矩大。數控機床通常對主軸進行頻繁加減速,加減速時間越短,生產效率越高。數控機床要求變頻器在0~50 Hz的加減速時間能到0.1 s,正反轉切換要平滑,這就要求變頻器的磁通辨識精度要高,從而保證能控制電機以最大力矩輸出。
(5)過負載能力強。主軸加減速,或者切削時,變頻器往往運行于額定負載之上,數控機床要求變頻器具有150%負載運行1分鐘的能力。
(6)端子接口。要求提供標準的0~10 V模擬量接口,用于頻率給定;提供多功能的輸入端子接口,用于起停控制等操作;提供多功能的輸出端子信號,例如故障輸出信號、運行中信號、速度到達、準停到達等輸出信號。
2 DL230機床主軸專用變頻器
中譽東蓮DL230變頻器是基于DL200通用變頻器開發的一款機床主軸定位專用變頻器,其變頻控制系統優勢如下 :
(1)采用矢量控制模式,動態響應快,速度控制精度高,在高低速均有較大力矩輸出能力。帶PG矢量控制方式下,調速比為1∶50 000 Hz起動轉矩為180%。無PG矢量控制方式下,調速比為1∶200,0.25 Hz起動轉矩為150%。能實現0.1 s加減速,最大輸出頻率400 Hz,滿足大多數機床應用的需求。
(2)有7路開關量輸入端子,用于變頻器的起停、準停等控制;有2路模擬量輸入,AI1:0~+10 V或0~20 mA可選,AI2:0~+10 V,均可用于頻率給定;有2路數字式輸出端子和2路繼電器輸出端子,用于指示變頻器的運行狀態。
(3)開發了機床主軸專用功能,如主軸準停、脈沖跟隨控制、速度/位置控制切換、多點定位。
(4)完整的電機參數自學習功能。自動辨識出電機定子電子、轉子電阻、定轉子電感、空載電流參數,起到良好的矢量控制性能。
(5)機械傳動比自學習功能。機床主軸與電機軸往往不同軸,使用DL230的機械傳動比自學習功能可以更方便快捷地識別出電機軸與主軸的機械傳動比。
3 系統方案
在本數控系統中,CNC通過數字端子控制變頻器的起停,再通過AI1模擬量給定設置變頻器的輸出頻率。變頻器通過PG反饋信號獲取位置信息,電機軸與主軸通過帶齒的傳送帶連接,傳動比為1∶1,通過電機軸位置判斷主軸位置。
數控系統中,變頻器控制方式為帶PG矢量控制,可以獲得很好的速度控制精度。本設計方案是由變頻器和異步電動機組成的伺服系統的三環結構,如圖1所示。
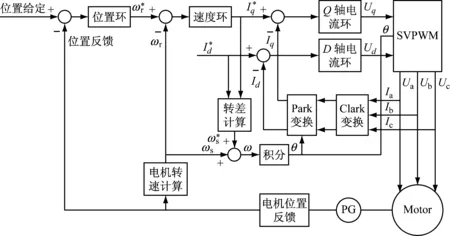
圖1 伺服系統三環結構
根據加工工序要求,在某些情況下變頻器需要切換到位置跟蹤模式。變頻器接收來自CNC的脈沖給定信號,控制主軸跟隨位置給定。脈沖跟隨模式可獲取更強的系統剛性,以期更好的加工效果。CNC數控系統通過變頻器PG擴展卡的PG反饋輸出接口獲取PG位置反饋信號,用于控制邏輯判斷。
本文采用了脈寬調制(PWM)來控制電機的轉速,控制電機的時候,電源并非連續地向電機供電,而是在一個特定的頻率下以方波脈沖的形式提供電能。
4 數控系統調試
根據數控系統參數設置情況,特擬制調試步驟及說明如下:
4.1電機參數辨識
(1) 根據電機銘牌設置P01組電機參數,包括電機額定功率、額定電壓、額定頻率、額定電流;
(2) 點動試運行:按住鍵盤上的點動鍵,此時電機應低速運行;
(3) 為了完整的辨識電機參數,設定P01.11執行旋轉辨識,參數辨識前請盡量減去負載,或者將電機與負載脫開,太重的負載會影響參數辨識準確性;
(4) 設定P01.11為2后,按RUN鍵即開始自動調諧;
(5) 當操作面板上的運行指示燈滅時,表示自整定結束。
4.2閉環矢量控制調試
(1) 按照編碼器的規格設置編碼器每轉脈沖數P14.00,如果編碼器不直接安裝在電機軸上,則還需設置編碼器安裝軸與電機軸的機械傳動比P14.03,機械傳動比可通過設置P01.11為3自動辨識得到;
(2) 編碼器方向的確定:將控制方式P00.02設置為2:VF控制,并設置一定的頻率,控制變頻器正向運行,如果參數P90.17顯示為正數,且頻率約等于設定頻率,則編碼器方向正確。否則編碼器方向錯誤,需要切換電機線任意2相,或者設置P14.01修改編碼器方向;
(3) 將控制方式P00.02設置為1:帶PG矢量控制模式,按鍵盤的JOG(點動)鍵,確定帶PG矢量控制能正常運行;
(4) 起動變頻器運行,修改設定頻率,觀察在多個頻率點運行時,電機運轉是否穩定,變頻器輸出電流是否正常。如果運行不穩定,或者性能不滿足要求,則根據具體情況調整矢量控制相關參數,直至滿足要求。
4.3主軸定位調試
下面以速度控制與脈沖控制切換,并帶主軸準停功能為例,介紹主軸定位的調試。
(1) 設置定位控制選擇P16.00為2:速度/轉矩控制<->定位控制;
(2) 位置脈沖指令控制模式:將位置指令源P16.01設為0:脈沖給定;
(3) 設置位置脈沖指令方式選擇P16.16為001,選擇脈沖給定形式為方向/脈沖信號;
(4) 設置點對點定位控制模式P16.29為032,通過設置P16.31設置準停角度,可通過參數P90.56查看當前角度位置,直接將P90.56數值輸入P16.31,即設置當前角度為準停角度;
(5) 通過設置位置環增益,位置控制加減速時間來調節定位效果。
5 結語
企業生產的DL230變頻器主要適用于機床、包裝、印刷等要求設備準停、脈沖同步跟隨的場合。CNC機床采用該變頻器的系統控制,提高了數控系統靈活性、擴展性和集成性,同時易于安裝,性價比高,可以供廣大電氣同行和數控廠家參考使用。
[1] 深圳市阿爾法變頻技術有限公司.ALPHA6000E系列變頻器在數控車床行業特殊電機上的應用[J].變頻器世界,2014(1):116-117.
[2] 劉杰,龐科旺.基于變頻器的鎖相環在恒壓供水中的應用研究[J].科學技術與工程,2011,11(18):4211-4214.
[3] 劉麗紅.變頻器在連桿鉆鉸螺紋數控機床上的應用[J]. 制造技術于機床,2011(3):137-139.
責任編輯俞林
Analysis on the Typical Application of DL230 Inverter in CNC Machine Tools
WUYuqin
(Wuxi Communications Branch, Jiangsu Union Technical Institute, Wuxi 214151, China)
Nowadays, the use of inverter in CNC system has become an inevitable trend in manufacturing automation. Applying a machine tool spindle positioning special inverter developed from DL200 universal inverter to CNC machine tools and adopting the vector control mode, motor parameters and the self-learning function of the mechanical transmission ratio realizes the automatic-controlling functions of spindle stop, stop, followed impulsive synchronization, multipoint positioning, etc and improves the flexibility, scalability and integration of the CNC system. These measurements have better processing effect, easier installation and higher performance-to-price cost ratio.
DL230 Inverter; CNC machine tools; numerical controlled system
TM 921.51
: A
:1671-7880(2017)04-0036-03
2017-03-10
吳玉琴(1981— ),女,江蘇鎮江人,講師,碩士研究生,研究方向:機電一體化。
10.13750/j.cnki.issn.1671-7880.2017.04.010
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52