超聲波點焊探傷儀在汽車車身上的應用
2017-09-10 18:54:22魯磊
神州·中旬刊 2017年7期
關鍵詞:實際應用
魯磊
摘要:本文論述了超聲波點焊探傷儀在汽車工業的重要應用。闡述了汽車車身點焊傳統和超聲波檢測方法,利用超聲波檢測基本原理、步驟,說明了超聲波檢測在車身壓力焊中的實際應用。
關鍵詞:超聲波檢測;點焊;強度;實際應用
Abstract:This paper discusses the important application of ultrasonic spot welding flaw detector in automobile industry.The traditional and ultrasonic testing methods of auto body spot welding are described.Using the basic principles of ultrasonic testing,steps,illustrates the application of ultrasonic detection in body pressure welding.
Keywords:Ultrasonic testing Spot welding Strength Practical application
1引言
幾乎每輛汽車車身都由多塊金屬板材,由3000到5000個焊點焊接而成。為確保焊點質量,我們通常使用破壞性檢測(鑿檢;金相分析)和非破壞性檢測(超聲波檢測)方法對產品進行質量控制。很多廠家傾向于使用非破壞性檢測來取代破壞性檢測。主要是超聲波檢測可靠性強。本文將重點介紹超聲波點焊檢測的原理和設備,及實際操作運用過程。
2超聲波點焊探傷儀在點焊中的應用
2.1 電阻壓力焊在汽車上的應用
電阻壓力焊是傳統焊接工藝,點焊適用車身薄板結構連接。點焊接頭質量高、工序少、不用填加焊接。電阻壓力焊是焊件組合后用電極施加壓力,電流通過接頭接觸面及鄰近區域產生熱,使被焊材料局部熔化,中斷電流后,焊點熔池中的液態金屬從邊緣逐漸冷卻并凝固,經過加熱、熔化、熔合和凝固形成牢固的接頭,將兩塊金屬薄板連接起來的方法。
電阻壓力焊的質量要求,焊接接頭要有一定強度,強度取決于熔核尺寸(直徑和焊透率)、熔核本身及其周圍熱影響區的金屬顯微組織及缺陷情況。車身具有承載功能,焊接接頭需要可靠強度。
2.2傳統的點焊強度檢測方法
在汽車行業,除焊點表面質量和焊點間距有嚴格要求,更重要的是對焊接頭的質量要求(熔核偏小、未焊透、氣孔、裂紋和縮孔)。常用檢測的方法有目測、焊接試片試驗、撬鏨非破壞性試驗(鑿檢實驗)和車身拆解等。
2.3超聲波檢測技術檢測點焊接頭
超聲點焊檢測的探頭與工件接觸面是橡膠膜,保證探頭和點焊表面的弧坑完美地接觸,確保聲波傳播。聲波的頻率選20MHz.探頭的直徑范圍2.3mm-8.5mm。聲波在金屬中傳播時反復被反射,產生系列回波信號,顯示在顯示屏上,我們根據回波信號形狀來判斷焊點質量。
1.合格的焊點:回波序列的波幅相應快速遞減,因為焊核金屬的晶粒較母材晶粒粗大,聲波穿過時,能量衰減也大,回波間隔反映焊點的厚度。
2.焊核熔深不夠:顯示長回波序列,聲波穿過較少的焊核區域,聲能衰減相應減少。
3.焊核直徑太小:正常的回波信號中間會出現中間波,它是由母材界面引起的反射波。
4.虛焊:在正常回波信號序列的后半段,顯示中間缺陷波,同時,回波序列較長。
5.漏焊:聲波未能進入第二層板,回波序列顯示非常多的底波信號。
6.過燒:回波序列顯示只有極少回波,焊核區域過大,聲能衰減嚴重。
綜上,為檢測焊點的直徑是否太小,要選相應直徑探頭檢測,通過是否有中間波,就能得出結論。但我們把探頭放在焊點處檢測,若中心點偏移,也可能會有中間波顯示,也就是說,我們可能把合格的焊點判為“焊核直徑過小”。推薦用經驗公式tD×=4來選用探頭直徑D,其中t為最薄的母材厚度。
3超聲波檢測設備的介紹
3.1 以計算機支持的超聲波點焊檢測設備
點焊檢測工作量大,手工記錄檢測結果不可能。因此,希望使用計算機技術來自動完成這些任務。GE 檢測科技的USLT2000 系列超聲波點焊檢測設備就是應需而生。
軟件UltralLOG是專業點焊檢測軟件,左邊是A 掃描活動波型顯示,右邊是參數調節菜單。該軟件主要功能:
1.掃描自動捕捉功能:在檢測過程中,一旦計算機識別到第一、第二個反射底波信號,就會自動在顯示屏上保存捕捉到的最佳波型。
2.當最佳顯示波型被捕捉并保存在屏幕上時,軟件自動評估,評估結果顯示在屏幕下方。
3.檢測結果自動保存在事先制訂的檢測計劃中,編號保存。
4.檢測結果可帶A掃描波型,便于分類索檢。
5.編制檢測計劃時,可添加圖片或草圖,能方便地執行和跟蹤之前編輯的檢測計劃。
6.對話探頭,保證不會錯誤使用探頭直徑。
4 實際操作中數據庫建立和超聲波檢驗
4.1基礎數據庫的建立和不斷完善
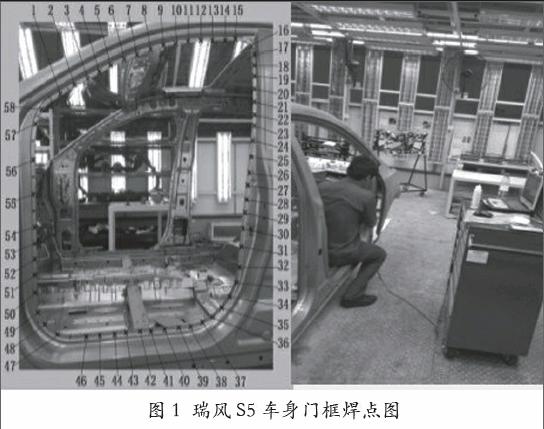
目前我們用的超聲波探傷儀,能夠檢測三層板及以下的焊點強度。首先我們打開超聲波檢測工業電腦的專用軟件UltraLOG,目前用的CATIA數模與實際車身焊點位置可能有偏差,所以基礎數據庫在開始建時候采用實際畫點拍照,然后合成圖紙導入到軟件,如圖1。
用超聲波點焊探傷儀對車身上的焊點進行檢測,將所建立的圖紙導入數據庫當中,并對每個焊點的實際搭接的板層,板厚進行設定,完成每張圖上幾個到幾十個焊點初始數據設定,并對每張圖紙設定一個程序,按設定程序對圖中焊點按順序檢驗。
4.2超聲波點焊探傷儀實際檢測的運用過程
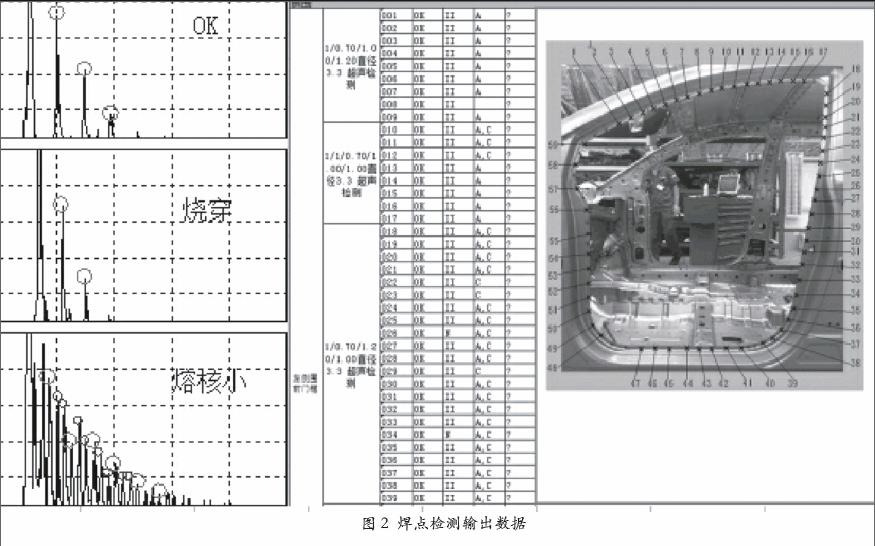
用超聲波點焊探傷儀對焊點檢測,由于存在焊點毛刺,提前對焊點進行處理,防止刺破探頭薄膜,檢測前涂抹耦合劑,然后按圖紙與實物,逐點檢測,到電腦應用軟件中顯示出波形圖,自動判斷焊點情況,圖2為超聲波點焊探傷儀輸出的檢測數據,格式excel。
4.3超聲波點焊探傷儀使用中問題
用超聲波點焊探傷儀對車身焊點檢測,還存在以下問題:
1、不能檢測4層板焊點以及部分總成內部焊點
2、3層板焊點需要兩側分開檢測
3、檢測人員需經過培訓,檢測手法不熟練會影響效率
結論
本文闡述了超聲波在車身焊接焊點檢測中的應用,通過實際操作,建立豐富數據庫,在實際操作中發現超聲波檢測存在的問題,為生產過程中檢測方式的應用積累經驗。
參考文獻:
[1]王望予 《汽車設計》 機械工業出版社
[2]王 敏 《電阻焊在汽車工業中的應用前景探討》
[3]張崧.彭光俊《史紅超聲法檢測金屬薄板點焊接頭質量研究》endprint
猜你喜歡
科技傳播(2016年19期)2016-12-27 15:16:56
亞太教育(2016年34期)2016-12-26 18:32:16
黑龍江教育·理論與實踐(2016年11期)2016-12-23 11:09:26
電子技術與軟件工程(2016年20期)2016-12-21 11:34:59
現代企業文化·理論版(2016年19期)2016-12-21 07:49:06
新教育時代·教師版(2016年33期)2016-12-02 21:44:59
都市家教·上半月(2016年11期)2016-11-30 18:35:48
中國新技術新產品(2016年22期)2016-11-29 05:49:18
考試周刊(2016年85期)2016-11-11 01:57:37
中國科技博覽(2016年22期)2016-11-01 14:26:43
