不同焊接順序對擋煤板焊接變形的影響
2017-09-08 16:42:16李澤遠
科技創(chuàng)新與應用 2017年24期
關鍵詞:焊接變形
李澤遠
摘 要:文章通過結合生產實際情況,從焊接順序角度出發(fā)對礦山設備中的金屬結構件擋煤板的焊接過程進行數值模擬,對比了不同焊接順序對擋煤板焊接變形產生的影響,得出擋煤板焊接變形的一般規(guī)律和使焊接變形較小的焊接順序,對在實際生產中減小擋煤板以及與擋煤板結構相似的金屬結構件的焊接變形、降低生產成本具有一定的指導參考借鑒意義。
關鍵詞:擋煤板;數值模擬;焊接順序;焊接變形
中圖分類號:TG113.26+3 文獻標志碼:A 文章編號:2095-2945(2017)24-0055-03
擋煤板是采礦設備中裝在中部槽一側主要防止煤炭外溢的構件,屬于一種小型金屬結構件,在它的制造過程中,通常是利用CO2氣體保護焊進行(MAG)焊接。實際使用中,要求200個擋煤板由螺栓把合組成一排使用,在圖紙中也明確標注了下側底板焊接完成后平面度不能超過2mm,以便在實際使用中能夠順利進行裝配,無錯邊現(xiàn)象產生。
在焊接時,母材和熔敷金屬在熱源的作用下發(fā)生加熱和熔化過程,當熱源離開以后,金屬開始冷卻,在整個焊接過程中必然存在著熱的輸入、傳播和分布問題。由于焊接部位受不均勻的加熱及冷卻,就會產生不同程度的應力和變形[1],而擋煤板這種非對稱焊接結構更容易造成焊后變形量過大,而要達到圖紙技術要求平面度,則后續(xù)必須要有校正工序,不僅延長了生產周期,同時也增加了生產成本。
不同焊接順序所造成的焊接變形也不相同,它影響著擋煤板的制造周期、制造質量、制造成本和使用性能。本文結合生產實際情況,從焊接順序角度出發(fā),對擋煤板的焊接過程進行了有限元數值模擬,在其他參數相同的情況下,分析了兩種不同焊接順序對擋煤板焊接變形的影響,以期減少焊接變形,降低或省去后續(xù)校正工序工作量,進一步縮短生產周期,降低生產成本,提高產品質量。
1 焊接模型的建立
1.1 實體建模
本文主要采用絕對坐標系相同的SolidWorks、HyperMesh、Simufact.Welding軟件完成,這樣可使依次導入模型時絕對坐標系不發(fā)生變化,保證建模的正確性。用SolidWorks軟件實體建模如圖1所示。
在實體模型中,擋煤板雖然在Z方向不對稱,但是在X方向屬于對稱結構,因此在模擬計算的時候可以只建立其一半模型,另一半用對稱面(Symmetry plane)功能進行對稱計算即可,這樣既可以降低整體計算量,又能提高計算精度。在Simufact.Welding軟件中建立起數值模擬模型,如圖2所示。
因為擋煤板之間需要進行螺栓連接裝配,且要求底板平面度不超過2mm,以保證裝配時無錯邊產生,所以本文選取位于擋煤板中線和底板側邊上的一系列節(jié)點作為追蹤點來進行具體數值分析,節(jié)點選取如圖2中紅色放大節(jié)點所示。
本文選取兩種不同焊接順序:在X方向上,方案一由對稱面向兩側焊接,方案二由兩側向對稱面焊接;在Y方向上,都是由+Y方向向-Y方向焊接,如圖3所示。
1.2 參數選擇
焊接數值模擬過程的參數選擇主要分為材料選擇、焊接環(huán)境選擇、熱源參數選擇等等。
本文焊接母材材質為Q235鋼,焊材選擇ER50-6φ1.2實心焊絲,焊接電流280A,焊接電壓27V,焊接速度5mm/s,焊接時間2000s,環(huán)境溫度20℃,擋煤板平放在支撐塊上,重力矢量方向為X,Y,Z(0,0,-1)。
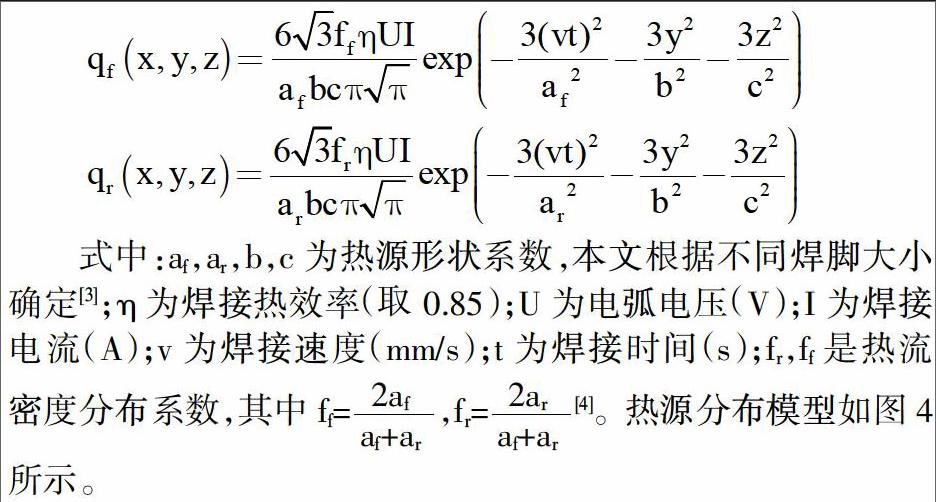
熱源模型的建立是焊接數值模擬的重要部分。對于電弧穿透能力較大的熔化極活性氣體保護焊(MAG焊),通常采用考慮了熔透的雙橢球形熱源分布函數。J.Goldak等[2]提出的雙橢球形熱源,考慮到了熱源移動對熱流分布的影響,將熱源前方(前半部分)是個1/4橢球、后方(后半部分)是另一個1/4橢球,熱源前方(前半部分)、后方(后半部分)的熱流密度分布函數分別用下面兩式表示:
2 結果與分析
由于擋煤板底板下側平面度是焊接變形控制的關鍵點,技術要求中平面度不能超過2mm,因此本文著重分析擋煤板底板平面度變化情況。
2.1 整體合變形分析
方案一、方案二焊接結束后擋煤板X、Y、Z方向合變形云圖如圖5、圖6所示。
從圖5、圖6中可以看出,兩種焊接順序方案造成擋煤板的變形趨勢大致相同,底板寬度方向上兩側部位都發(fā)生了向底板上側不同程度的彎曲變形,前端變形大于后端,且變形較大的集中在前端靠近中心線部位,底板中部向底板下側彎曲。這是由于擋煤板的焊接工作量只發(fā)生在底板上側,焊道產生橫向收縮導致底板前后兩端向上翹曲,而擋煤板前端無任何支撐結構,僅有支撐拉筋進行變形控制,變形較大,后端在結構上則有斜板進行加強,焊接變形得到較為良好的控制。另外距離前端最近的板在加工面處無焊接量,造成前端靠近側邊部位比靠近中心線部位變形量小。方案一最大合變形為1.69mm,方案二最大合變形為2.05mm,都發(fā)生在前端靠近中心線部位,但方案一前端靠近側邊部位比方案二合變形稍大。
2.2 追蹤點變形分析
分析焊接結束時追蹤點Z方向位移。
方案一、方案二擋煤板中心線位置追蹤點變形曲線(擋煤板總寬1180mm)如圖7所示。
由圖7可以看出,焊后方案一、方案二擋煤板中心線在+Z方向的最大位移分別為1.68mm、2.05mm,均發(fā)生在1180mm處;在-Z方向上的最大位移分別為-0.33mm、-0.41mm,分別發(fā)生在440mm、460mm處,且方案二焊接變形量已經超出平面度要求。兩種方案焊后發(fā)生變形的趨勢大致相同,均為底板兩側向底板上側彎曲,底板中部向底板下側彎曲,但在整體變形量上,方案二均比方案一要大,尤其在300mm~600mm之間的中間部位,變化更為劇烈,這是由于這段距離正是電纜線隔板的焊接密集部位,焊接變形也集中發(fā)生在這一區(qū)域。可以看出,在擋煤板中心線位置上,方案二中從兩邊向中間的焊接順序使焊接變形分布集中,造成整體變形量大,而方案一從中間向兩邊焊接的順序則能夠有效地防止焊接變形集中分布,把焊接變形分散開來,使擋煤板變形量更小。endprint
方案一、方案二擋煤板側邊追蹤點變形曲線(擋煤板總寬1180mm)如圖8所示。
由圖8可以看出,焊后方案一、方案二擋煤板側邊在Z方向的位移分別為1.53mm、1.80mm,均發(fā)生在1180mm處;在-Z方向上的最大位移分別為-0.35mm、-0.42mm,分別發(fā)生在460mm、480mm處,兩種方案焊接變形均未超出技術要求中平面度要求,但方案二焊接變形量要大于方案一。兩種方案焊后發(fā)生變形也均為底板兩側向底板上側彎曲,底板中部向底板下側彎曲,變形原因與擋煤板中線追蹤點變形原因相同。在整體變形量上,300mm-600mm之間的中間部位,變形曲線變化則較為平滑,這是由于擋煤板邊緣部位基本無焊接量,變形受中部影響很大,中部變形大則邊緣變形就大,兩種方案相較之下,方案一中部變形量小,邊緣變形量隨之也就較小。
3 結束語
(1)通過對擋煤板焊接過程的數值模擬分析,可以得出擋煤板焊接變形的一般規(guī)律:擋煤板焊接后變形量較小,在數值上與技術要求相差不大;焊接變形主要發(fā)生在底板寬度方向上的兩側部位,且都向底板上側發(fā)生變形,越靠近底板邊緣部位變形量越大;底板中部向底板下側變形,變形量相對較小。
(2)通過對擋煤板焊接過程的整體和追蹤點的分析,可以得出兩種焊接順序方案結果:對于擋煤板來說,方案一較方案二焊接變形更小,說明由內向外對稱的焊接順序更能夠釋放焊接變形,防止其集中分布;把焊接變形分散開來,使焊接變形量更小。
(3)根據對擋煤板焊接順序對焊接變形影響的研究結果,可以適當參考和應用到其他焊接量只在鋼板一個側面的金屬結構件上,典型例子如機械壓力機部件中的立柱側板、移動工作臺等等,這些金屬結構件在焊接時如能夠采取適當焊接順序,則可以有效減小焊接變形量,避免后期大量校正工作,降低生產成本,縮短生產周期,提高產品質量。
參考文獻:
[1]黃明,張建,胡忠健.基于Simufact的油菜播種機懸掛架焊接仿真[J].安徽農業(yè)大學學報,2014,41(3):528-532.
[2]J.Goldak,S.Chakravarti,M. bibby. A new finite element model for welding heat sources[J].Metallurgical Transactions B,1984,15B(2):299-305.
[3]Simufact.Welding幫助文件-HeatSourceGeometry_en.pdf.
[4]李培麟,陸?zhàn)?雙橢球熱源參數的敏感性分析及預測[J].焊接學報, 2011,32(10):89-95.endprint
猜你喜歡
建筑建材裝飾(2016年8期)2016-12-29 22:04:46
機械制造文摘·焊接分冊(2016年2期)2016-12-23 21:02:08
科學與財富(2016年18期)2016-12-22 18:18:55
中國高新技術企業(yè)(2016年30期)2016-12-20 04:00:34
科教導刊·電子版(2016年8期)2016-06-27 19:02:14
北極光(2016年2期)2016-04-29 22:39:00
中國科技博覽(2016年9期)2016-04-25 20:31:19
中國科技博覽(2016年7期)2016-04-25 15:41:57
哈爾濱理工大學學報(2015年3期)2015-09-21 10:37:19
科技與創(chuàng)新(2015年17期)2015-09-11 05:41:15