論如何利用大數據技術實現鋼卷的性能預測
2017-06-08 09:56:22李會娟
中國管理信息化 2017年10期
關鍵詞:大數據技術
李會娟

(河鋼股份有限公司承德分公司 運營改善部,河北 承德 067102)
[摘 要]大數據技術加快了企業向智能制造前進的步伐,運用大數據技術,可以大大優化鋼鐵企業經營決策,提高企業生產力。本文介紹河鋼股份有限公司承德分公司如何利用多元化數據建立智能模型,代替人工取樣檢驗,實現鋼卷的在線性能預測,降低切損,減少成本,提高企業競爭力。
[關鍵詞]大數據技術;鋼鐵企業;在線性能預測
doi:10.3969/j.issn.1673 - 0194.2017.10.034
[中圖分類號]T273 [文獻標識碼]A [文章編號]1673-0194(2017)10-00-02
鋼卷性能主要受自身的化學成分以及生產過程控制參數的影響,即各種微量金屬成分的含量、溫度控制以及軋制厚度等工藝控制參數。由于各個鋼種成分不一樣,影響鋼卷最終性能的工藝參數也不一樣。例如,對于SS400鋼來說,主要影響其性能的為C、Si、Mn、S、P元素含量以及終軋溫度、卷取溫度,而對于部分元素強化,如Ti強化鋼種,鋼卷的最終性能還與Ti含量、入爐溫度、加熱溫度、在爐時間等有關。大數據技術將這些與產品性能相關的參數以及實際檢測性能結果關聯起來,建立性能預測模型,就可根據產品的這些參數控制情況來實時預測產品的性能,部分替代傳統取樣方法。
1 性能預測方法的選擇
目前,河鋼股份有限公司承德分公司(以下簡稱“河鋼承鋼”)1 780 mm線是雙機四流連鑄機生產線,其特點是四流通過單輥道裝三座加熱爐。對每個流來說,裝爐順序是隨機的,四流的計劃規格有可能不同,且存在冷熱混裝的問題,所以出爐軋制時,如果按照河鋼承鋼企標規定的“同爐號,同牌號,同規格,同工藝”組批檢驗,必然出現每批塊數少,批號數量大的現象,給生產組織帶來了困難,影響了產品性能檢驗及產品的綜合判定。
傳統的鋼卷尾部取樣存在的問題:①由于品種復雜,造成組批號倍增,給取樣工序帶來大量的工作,且成材率降低、容易混樣;
②以尾部試樣力學性能代替整卷力學性能容易出現因尾部溫度低造成性能錯誤的問題;③由于厚度大于8 mm的在檢查線剪切不了,必須將鋼卷吊運到開卷裝置上用火焰切割,不僅費時費力,且容易造成外圈硌傷;④取樣切割試樣,降低了成材率。
為了解決上述取樣多、費時、費力、尾部性能檢測無法代表整卷性能的問題,河鋼承鋼充分利用一種先進的機器學習方法——支持向量機法,精確預測鋼卷的性能,部分替代物理檢測過程,滿足企業的需求。
2 性能預測模型的建立
河鋼承鋼將生產過程關鍵工藝參數、設備控制參數、傳感設備數據、檢測設備數據、投料數據等實時信息與產品批次、過程檢化驗、最終產品質量特性數據等進行空間、時間的整合,再經過清洗、轉換、集成,加載到數據倉庫中,成為聯機分析處理、數據挖掘的基礎,用于精準預測鋼卷的性能,進而提升河鋼承鋼產品的質量。
采用嵌入式工業智能網關采集煉鋼轉爐、LF爐、連鑄等工序數據。通過對不同PLC型號、IO點寄存器地址、采集頻率等信息進行配置,采集工序參數、設備參數信息并存儲到數據庫中,一方面,對生產現場設備運轉情況進行實時監控,并按照設備報警規則進行實時報警;另一方面,通過實時整理、計算設備相關參數數據,生成設備運轉統計報表數據。粗軋、精軋、卷取、平整工序數據采用IBA-PDA數據采集軟件進行采集。
針對河鋼承鋼熱軋生產過程中的主要工藝參數,實時采集并與具體批次關聯,諸如碳當量、磷含量、硫含量、板厚、開軋溫度、終軋溫度、冷卻速度、卷取溫度與終軋速度等,利用支持向量機的回歸擬合方法,將碳當量、板坯厚度、開軋溫度、終軋溫度、精軋壓下率、卷取溫度等主要影響因素,與抗拉、屈服、延伸三大力學性能的關系模型化,初步建立熱軋板力學性能預測模型,并通過對其進行精度檢驗與控制,使其預測效果最優,確保模型預測精度達到95%以上。
如圖1所示,選取時間段后,然后選取需要做性能預測的模型,也可以指定生產批次號,這可以查出該時間段該鋼種的性能預測結果,該預測值為鋼卷沿長度方向上的性能平均值。
任意一卷鋼,在來料確定的情況下,它的成分是固定的、均勻的。軋制時也是按照目標溫度去進行控制,但實際生產中,鋼卷的終軋溫度、卷取溫度肯定會在目標值上下波動,尤其是頭部和尾部波動較為厲害,如果以鋼卷設定溫度來預測鋼卷性能,就會與實際鋼卷的性能存在一定差異,且不能代表鋼卷各部分性能。所以,該模型按照模型對溫度的取樣頻率,對鋼卷沿長度方向繪制了性能曲線。
3 開放模型參數配置接口
系統預留預測模型的配置界面,可以根據不同的鋼種和規格來配置不同的模型參數,使性能預測結果趨于精準。
由于各個鋼種成分不一樣,所以不同的鋼種需要進行不同的參數配置。操作人員可以添加不同的輸入參數和輸出參數。
模型預測結果肯定會與實際檢測值存在誤差,特別是當用以學習的數據量過少時,這需要模型不斷自學習,不斷修正。此性能預測模型會定期掃描數據庫,將有實際檢測性能結果的鋼卷用以自學習,這避免了人工操作的冗繁性。
4 預測效果
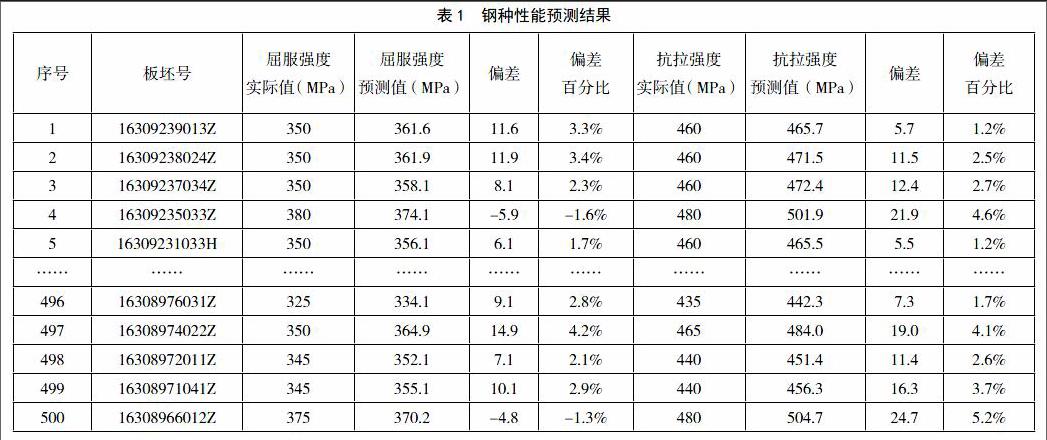
為了不失一般性,本文以鋼種牌號為SS400的鋼卷的屈服強度和抗拉強度作為研究對象。從河鋼承鋼1 780 mm生產線選取了部分鋼卷進行性能預測,并與實際性能檢測結果進行對比,具體情況如表1所示。
本文共預測了500卷鋼,從表1可看出,強度偏差基本都在25 MPa以內,預測屈服強度與實測屈服強度的平均誤差百分比為3.8%,抗拉強度的平均誤差百分比為3.2%,情況較好。
本性能預測模型應用數據倉庫中的歷史數據,采用支持向量機法建立預測模型,取得了不錯的效果,可以幫助企業減少取樣量、節省人力、節約成本、縮短交貨時間,提高了企業競爭力。
猜你喜歡
前線(2016年12期)2017-01-14 03:54:04
科技資訊(2016年25期)2016-12-27 18:38:16
中國經貿導刊(2016年32期)2016-12-21 13:34:42
經濟研究導刊(2016年24期)2016-12-12 15:02:45
合作經濟與科技(2016年24期)2016-12-07 02:51:14
新媒體研究(2016年20期)2016-12-02 19:11:35
中國新技術新產品(2016年22期)2016-11-29 04:57:27
電子技術與軟件工程(2016年18期)2016-11-14 01:25:39
電腦知識與技術(2016年21期)2016-10-18 23:30:16
電腦知識與技術(2016年21期)2016-10-18 23:08:26
