天圓地方轉換節點制作技術
2017-06-05 14:14:16胡玲娟寇宗憲孟玲霄劉天成
電焊機 2017年5期
張 偉,胡玲娟,寇宗憲,孟玲霄,劉天成
(浙江精工鋼結構集團有限公司,浙江紹興312030)
天圓地方轉換節點制作技術
張 偉,胡玲娟,寇宗憲,孟玲霄,劉天成
(浙江精工鋼結構集團有限公司,浙江紹興312030)
介紹天津周大福金融中心項目鋼結構工程中鋼柱轉換節點的工藝制作。箱型鋼柱與圓管鋼柱轉換節點為“天圓地方”構造“,天圓地方”構件在工廠制作過程中,為控制應力應變帶來的變形,采取分成4塊的壓制工藝,焊縫數量由傳統的8條焊縫減少為4條,避免了焊縫交叉問題,減少了焊縫缺陷。根據焊接變形理論分析,合理安排坡口設置、組裝順序及焊接順序,減少“天圓地方”構件的焊接變形,確保了“天圓地方”構件的制作精度。
天圓地方;焊接順序;坡口;壓制工藝;焊接變形
1 工程概況
天津周大福金融中心項目平面呈“L”型布置,分別由塔樓、裙樓及整體地下室組成,涵蓋甲級辦公、豪華公寓、超五星級酒店等眾多業態。塔樓平面尺寸由底部區域最大尺寸約62 m×62 m逐步向上縮進至塔冠區域8 m×8 m,屋面頂高度444.350 m,塔冠頂高度530 m。裙樓平面尺寸南北長約174 m,東西長約83 m,屋面頂高度22.750 m。結構由4層地下室、5層裙樓和100層塔樓組成,如圖1所示。作為天津國際化地標建筑群中的重要組成部分,該綜合性的國際現代商業項目將成為天津形象的代表、“北方之鉆”的象征。
圖1 天津周大福效果圖
2 結構體系
塔樓采用鋼管(型鋼)混凝土外框架+混凝土核心筒+帶狀桁架組合結構體系。外框由外框柱、樓層梁和帶狀桁架組成,鋼柱截面形式包括圓管、箱型、SRC鋼骨及異形組合截面等。塔樓F92層在+434.575 m標高處外框柱為箱體轉圓管(即天圓地方節點),材質為Q345C。
3 天圓地方轉換鋼柱制作重難點[1]
(1)天圓地方節點的傳統做法是采用鑄鋼件形式,本研究則采用焊接件形式。焊接件能否滿足結構和構件本身的要求?
(2)箱體和圓管通過天圓地方連接。天圓地方上部與圓管(φ1 000×35)對接,下部與箱體(□1 000×1 000×35×35)對接。如何控制天圓地方的下料精度,以保證整體構件尺寸。
(3)天圓地方節點由4個弧形面和4個平面組合而成,如圖2所示。采取何種壓制工藝,保證天圓地方成型精度是制作的重點和難點。
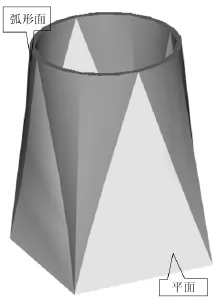
圖2 天圓地方各個面示意
(4)天圓地方節點受力復雜,焊縫集中,多條焊縫交叉且都為Ⅰ級全熔透焊縫。焊接時熱輸入量大,易造成天圓地方節點發生變形且矯正困難。如何有效減小焊接應力應變,保證焊接質量和整個構件尺寸精度,是制作的重點和難點。
4 鑄鋼件和焊接件的優缺點對比
(1)鑄鋼件是高碳鋼,焊接性較差;鑄鋼件焊接易產生熱裂紋,熱影響區易產生淬硬組織而導致冷裂紋。鑄鋼件含碳量高、雜質多,并具有塑性低、焊接性差、對冷卻速度敏感等特性,焊補后容易出現白口組織和產生裂紋[2]。
(2)焊接件具有生產周期短、質量輕、所需設備相對簡單(不需木模制作、不需熔煉設備等)等優點。
鑄鋼件和焊接件優缺點對比如表1所示。

表1 鑄鋼件與焊接件優缺點對比
5 天圓地方焊接應力應變控制措施[3]
(1)采取合理的結構形式,在保證結構有足夠承載能力的情況下,盡可能減少焊縫數量、焊縫長度及焊縫面積。
(2)盡可能兩面開坡口進行焊接;使結構中所有焊縫盡量處于對稱位置,避免密集或交叉。
(3)采取必要的工藝措施,焊接過程中控制焊接帶來的構件變形。
(4)選用正確的焊接工藝參數,制定合理的焊接順序,選用合格的焊工。
6 天圓地方轉換鋼柱制作技術
以往天圓地方節點工藝采取4個弧形面和4個平面進行組拼,一共有8條對接焊縫,給節點尺寸精度要求帶來困難,且同一面2條焊縫需在一點交叉,焊縫質量難控制。為解決焊縫質量和尺寸精度問題,將天圓地方節點分成4部分進行壓制,焊縫數量減少為4條,如圖3所示。
6.1 下料
(1)構件零件板采用等離子數控切割機(帶坡口功能)進行下料,四分之一展開圖如圖4所示。
(2)開設X型坡口,內側和外側的坡口角度如圖5所示,無間隙,內側清根后焊接。減少拼接焊縫的熱輸入量,減小構件焊接變形,保證構件表面焊縫美觀。
6.2 零件板成型
壓制前,根據下料展開圖進行噴粉劃線(11道壓制線),然后采用5 000 t油壓機及專用壓槽進行壓制,如圖6~圖9所示。
6.3 組裝
由于天圓地方構件4個面都為曲面,在組裝過程中,平面放置組裝難以準確定位。為此該構件組裝采用立式組裝。
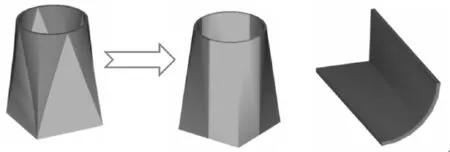
圖3 天圓地方節點新舊拆分示意圖
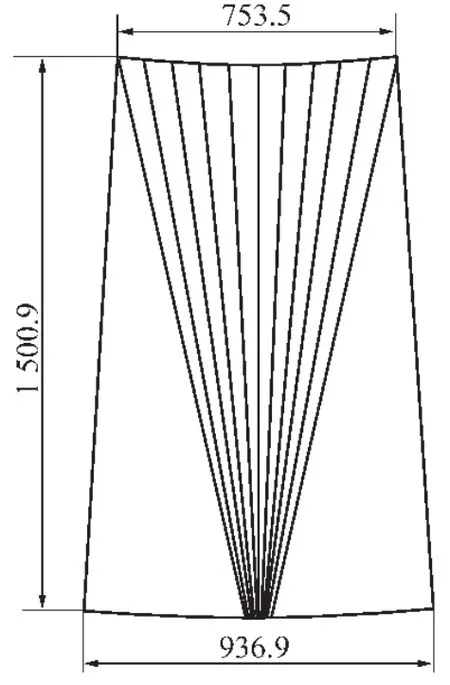
圖4 四分之一展開
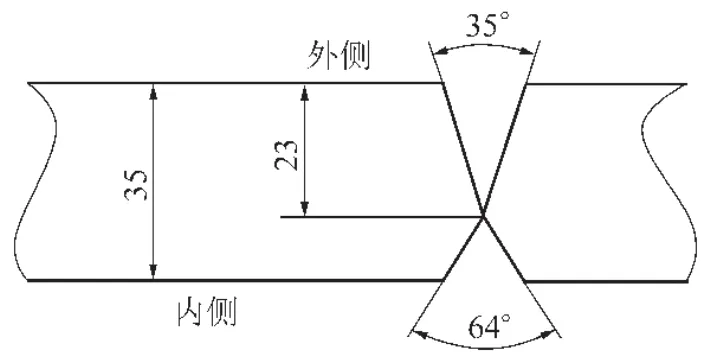
圖5 坡口示意

圖6 5 000 t油壓機

圖7 專用壓槽示意
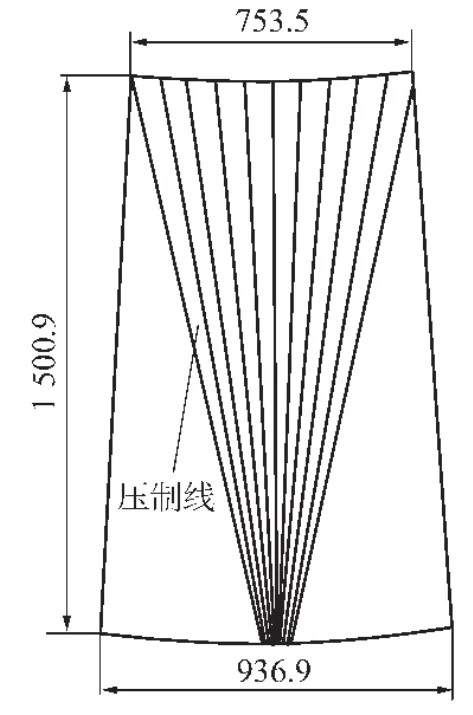
圖8 噴粉劃線示意

圖9 壓制成型
(1)地面放樣。
在拼裝平臺上,對天圓地方的方口進行放樣劃線。
(2)二分之一構件組裝。
根據平臺地樣線將2個壓制合格的四分之一構件放置于組裝平臺上,下部方口對齊后,由下而上點焊。為防止焊接變形,在上下端口內側對接處設置卡瑪進行臨時固定,并在上下端口和中間部位設置小支撐桿,對二分之一構件端部尺寸進行控制。如圖10、圖11所示。

圖10 二分之一構件示意

圖11 防變形措施示意
(3)整個構件組裝。
整個構件組裝工藝與上述二分之一構件組裝工藝類似。在二分之一構件臨時組焊合格后,在組裝平臺上進行整個構件的組裝,并在端口對接處和中間部位設置臨時連接板和端口支撐桿。
6.4 焊接理論分析[4-5]
構件4條主體焊縫要求為全熔透一級焊縫。為控制焊接過程中的焊接收縮,對焊接進行理論性分析。
(1)根據經驗公式(1),減小焊縫截面積(坡口角度由常規的45°縮小為35°),收縮量與焊縫截面積成正比、與板厚成反比,應力應變均勻是坡口的均勻影響,坡口事先調整一致

式中 ε1為焊縫橫向收縮量;K為系數,K=0.1~0.2;A為焊縫截面積;δ為板厚。
(2)根據經驗公式(2),焊接殘余應力和變形是矛盾的雙方相輔相成,可以互相轉化,減少一方必須增大另一方

式中 ε2為焊接變形量;σ殘為殘余應力;C為常量。
(3)焊縫頂緊不留間隙,以增加應力來減少變形,工藝措施采用卡瑪固定焊縫兩側。
(4)合理安排焊接順序,減少焊接過程中構件變形。
(5)焊接過程中,檢測整體構件長度,可在清根前和整體焊接后進行。
6.5 焊接順序
合理的焊接順序可控制好焊接收縮和構件變形。單個焊縫施焊順序如圖12所示:先采用CO2氣體保護焊進行焊縫打底焊①→內側焊縫根部進行清根②→采用CO2氣體保護焊進行內側焊縫打底焊和填充③→外側焊縫采用小車埋弧焊填充④→內側焊縫采用小車埋弧焊蓋面⑤→外側焊縫采用小車埋弧焊蓋面⑥(見圖13)。
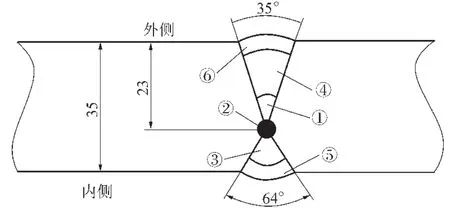
圖12 單個焊縫焊接順序

圖13 焊縫內側小車埋弧焊蓋面
構件焊縫施焊順序如圖14所示。
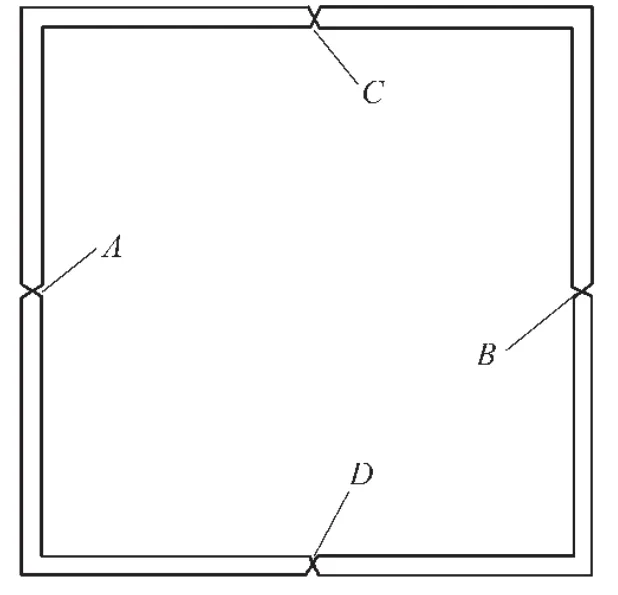
圖14 構件焊接順序
根據單個焊縫焊接順序安排整體構件焊縫焊接順序,每層(打底層、填充層、蓋面層)對稱施焊完畢更換焊縫位置。焊縫A和B進行對稱施焊→翻身→焊縫C和D進行對稱施焊。
主體焊縫磨平處理:先采用磨光機打磨至焊縫高度為1~2 mm,再采用拋光片進行打磨,嚴禁出現焊縫高度低于母材的現象。
6.6 整個構件檢測
整個構件焊接完畢之后進行整個構件檢查調整,主要測量圓口和方口的平面度、平行度、圓度等。利用壓力機對超標的管口進行端口調整,如圖15所示。

圖15 構件端口校正
6.7 整體組裝
天圓地方構件(見圖16)與上下兩端圓管和箱體在組裝胎架上進行整體構件的組焊,如圖17所示。
7 結論
闡述了天津周大福工程中天圓地方構件的下料、壓制、加工、制作等一整套加工技術。通過合理的分塊、先進性分塊壓制成型的方法、科學的裝焊技術、切實可行的組裝和焊接方案,節省了加工成本、減小構件焊接變形、質量達到標準要求,保證了現場安裝的需求,進而縮短施工工期、降低成本,取得良好的社會和經濟效益。

圖16 天圓地方構件

圖17 整體構件
(1)合理的分塊方案。
將天圓地方構件的分塊方案由傳統分塊(8塊)減少到4塊,減少了對接焊縫數量,同時采用小坡口工藝,減少了焊接熱輸入量,對整個構件焊接變形起到良好的控制。
(2)構件焊縫質量。
構件對接焊縫為全熔透焊縫,超聲波檢測焊縫,自檢一次合格率100%。通過工藝分析抓住了影響天圓地方構件加工制作質量的關鍵所在,通過各工序的精度控制和有效的裝配、焊接順序及措施,確保了天圓地方構件的制作精度。
[1]GB50661-2011.鋼結構焊接規范[S].中華人民共和國建設部,2012.
[2] 李軍.鑄鐵零件的常用焊接方法[J].汽車維修,2006(1):12-13.
[3]GB50205-2001.鋼結構工程施工質量驗收規范[S].中華人民共和國建設部,2002.
[4]戴為志,劉景鳳.建筑鋼結構焊接技術——“鳥巢”焊接工程實踐[M].北京:化學工業出版社,2008.
[5]戴為志,劉景鳳,高良.建筑鋼結構焊接工程應用技術及案例[M].北京:化學工業出版社,2016.
Manufacturing technology of"round heaven and square earth"switching nodes
ZHANG Wei,HU Lingjuan,KOU Zongxian,MENG Lingxiao,LIU Tiancheng
(Jinggong Steel Building Group,Shaoxing 312030,China)
The manufacturing technology of steel column switching node in the steel structure engineering of the Tianjin Chow Tai Fook financial center project is introduced in this paper.The switching node with structure of"round heaven and square earth"is used to join the box steel column and circular pipe steel column.In the manufacturing of this switching node in the factory,a pressing technology which divides the switching node into 4 pieces is adopted to control the deformation caused by stress and strain,and the number of welds reduces from eight to four,which avoids the cross of welds and reduces the weld defects.At the same time,according to the theoretical analysis of welding deformation,the set of groove,assembly sequence and welding sequence are reasonably arranged,which reduces the welding deformation of this switching node and ensures its manufacturing precision.
round heaven and square earth;welding sequence;groove;pressing technology;welding deformation
TG457.2
B
1001-2303(2017)05-0085-05
10.7512/j.issn.1001-2303.2017.05.18
2017-02-22
張 偉(1984—),男,工程師,學士,主要從事鋼結構施工工作。E-mail:32295540@qq.com。
本文參考文獻引用格式:張偉,胡玲娟,寇宗憲,等.天圓地方轉換節點制作技術[J].電焊機,2017,47(05):85-89.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
