厚板常用弧焊工藝的技術和經濟特性比較
2017-06-05 14:14:16張富巨郭嘉琳張國棟
電焊機 2017年5期
張富巨,郭嘉琳,張國棟
(1.武漢大學,湖北武漢430072;2.武漢納瑞格智能設備有限公司,湖北武漢430223)
厚板常用弧焊工藝的技術和經濟特性比較
張富巨1,2,郭嘉琳1,張國棟1
(1.武漢大學,湖北武漢430072;2.武漢納瑞格智能設備有限公司,湖北武漢430223)
對厚板結構常用的焊條電弧焊、埋弧焊與窄間隙埋弧焊、傳統氣體保護焊、窄間隙氣體保護焊工藝方法,進行焊接坡口填充面積、焊接生產率、焊接熱輸入量、焊態焊接接頭組織和性能、焊接殘余應力和綜合焊接生產成本方面的分析和比較。上述工藝方法中,窄間隙氣體保護焊具有更高的焊接生產率,焊態接頭的承載能力更高,焊接殘余應力更低,焊接生產成本大幅度降低40%~80%。
焊條電弧焊;埋弧焊;窄間隙埋弧焊;氣體保護焊;窄間隙氣體保護焊
0 前言
弧焊方法是現代裝備制造領域最廣泛使用的結構連接方法,全球金屬結構焊接工程總量的90%以上都是用弧焊工藝方法來完成的。隨著現代工業裝備、工程結構等金屬結構向高容量、高參數的快速發展,各種金屬結構大型化、重型化、高強化、厚板化的應用越來越廣泛。厚板結構的廣泛應用,一方面需要更復雜苛刻的焊接工藝技術來保證焊接質量,另一方面工程焊接量呈幾何級數增大,導致制造企業的產品制造周期更長,制造成本更高,生產量目標和經濟效益間的矛盾日益加劇,解決這一難題的根本出路在于開發和應用更高效率的焊接生產技術。早期的技術途徑大多偏重于高熔敷率技術的開發,如多絲埋弧焊、冷絲埋弧焊、雙絲共熔池MAG焊、T.I.M.E高速焊等。這些技術雖然提高了單位時間的熔敷速度,但很大的熔池體積、很大的熱輸入、焊接空間位置局限于平焊、焊態接頭的塑韌性不盡理想,焊接應力和變形都較大。采用傳統的大面積焊接坡口使得隨著板厚的增加,焊接工程量成幾何級數增加,焊接生產成本也成幾何級數增加,這些顯著局限性迫使人們在關注厚板的高焊接生產率的同時,還必須關注焊態接頭的力學性能和焊接生產成本。
解決厚板高效率高質量同時低生產成本最有效且最廣泛的策略是應用窄間隙弧焊技術。窄間隙弧焊技術的突出優勢是焊接生產率更高、焊接接頭力學性能更好、焊接殘余應力和殘余變形更小、焊接生產成本革命性的降低。“窄間隙焊接”概念自20世紀60年代初由美國Battele海軍研究所首次提出至今,已有50多年的歷史。窄間隙埋弧焊NG-SAW、窄間隙鎢極氬弧焊NG-TIG、窄間隙熔化極氣體保護焊NG-GMAW也分別在工業生產中應用了30余年了,然而上述窄間隙弧焊方法的應用廣泛性還遠遠不及傳統埋弧焊和傳統MAG/MIG焊等傳統高效率弧焊方法,究其原因,除上述窄間隙弧焊設備的一次性購置成本較高外,很重要的原因是窄間隙弧焊技術與其他傳統高效率弧焊技術的技術和經濟特性缺乏系統的研究和比較,未能對生產應用給予有價值的指導和參考,本研究試圖彌補這一研究的欠缺。
1 焊接坡口尺寸
普通埋弧焊SAW、窄間隙埋弧焊NG-SAW、窄間隙混合氣體保護焊NG-MAG不同板厚下的焊接坡口填充面積比較如圖1所示。NG-MAG焊與SAW比較,隨板厚增加坡口面積減小的比例如圖2所示。
由圖1、圖2可知,板厚25~100 mm范圍內,窄間隙MAG焊的坡口面積總是比普通埋弧焊大幅度減少,減小比例為36%~51%;當板厚增至特厚板及以上范圍時,減小比例將達到70%左右;特厚板范圍以下窄間隙埋弧焊與普通埋弧焊相比并無優勢,特厚板及以上板厚時有一定幅度的下降,這也是特厚板范圍以下應用窄間隙埋弧焊并不廣泛的重要原因。
2 焊接生產率
在保證焊接接頭力學性能的前提條件下,更高的焊接生產率是裝備制造企業永恒的追求。表1和圖3分別給出了幾種高效率弧焊工藝方法的焊接生產率比較。
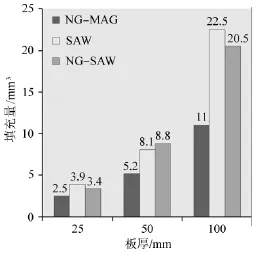
圖1 常用焊接方法坡口面積與板厚的關系

圖2 普通埋弧焊與窄間隙MAG焊相比,焊接坡口面積減小比例與板厚的關系
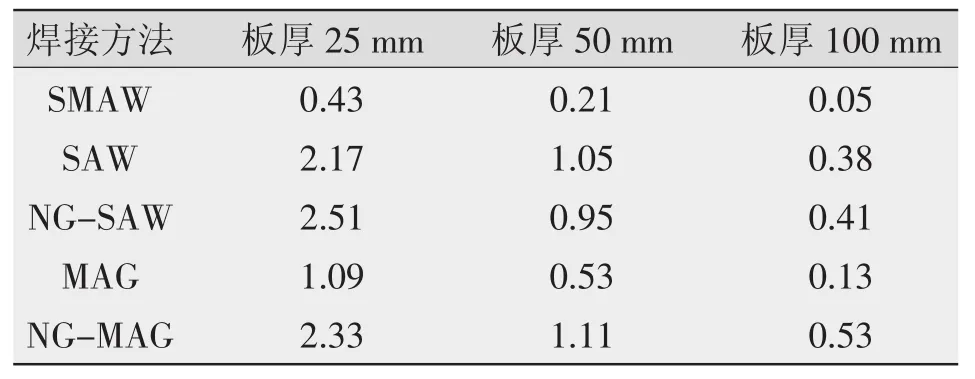
表1 常用弧焊方法的焊接生產率m/h
由表1和圖3可知,實驗板厚范圍內,窄間隙MAG焊的焊接生產率是焊條電弧焊的10倍以上;板厚50 mm及以下時,與埋弧焊相比,提高的幅度僅6%~7%,但到特厚板100 mm時提高生產率達39%,超過100 mm后提高的幅度將在40%以上。窄間隙MAG焊與傳統MAG焊相比,板厚50 mm及以下,焊接生產率提高1倍以上,特厚板100 mm時提高3倍以上,特厚板300 mm時提高生產率在至少十幾倍以上。

圖3 常用弧焊方法的焊接生產率比較
3 焊接熱輸入
作用到單位焊件長度上的電弧熱能不僅僅影響單位焊件長度上的電能消耗,且決定著熔池的過熱程度和冷卻速度,以及焊接熱影響區的焊接熱循環,最終直接決定著焊接接頭的焊態金相組織、力學性能和殘余焊接應力。常用弧焊方法的焊接熱輸入量范圍如表2所示。
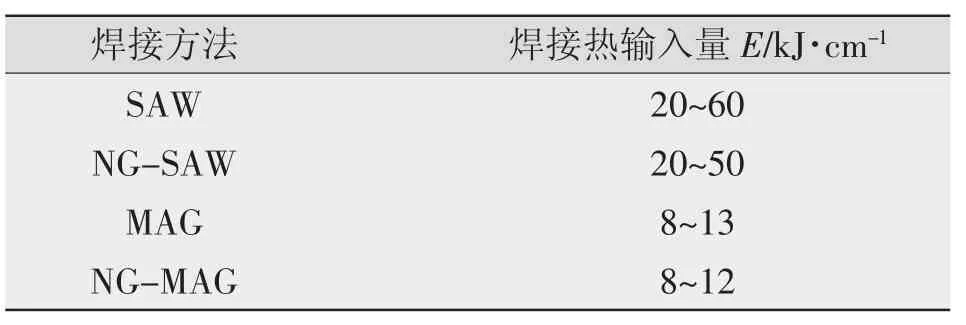
表2 常用弧焊方法的常用焊接熱輸入量
由表2可知,窄間隙MAG焊的常用熱輸入量在細絲射流或射滴過渡應用條件下比傳統埋弧焊、窄間隙埋弧焊一般降低1~4倍;與埋弧焊比較,焊接熱輸入低得多的窄間隙MAG焊,其接頭組織和性能更有利于具有更高的承載能力。
4 焊接接頭力學性能
焊接接頭的力學性能是最重要的焊接質量評價內容,尤其是焊態的焊接接頭力學性能。若焊態的焊接接頭力學性能直接滿足焊接結構的承載要求,將省去繁瑣的焊后熱處理工序。通常焊態的焊接接頭力學性能與焊接熱輸入量在一定條件下成反比關系,即焊接熱輸入越高,焊態的焊接接頭力學性能越低。
H610U2和980兩種低合金調質高強鋼窄間隙MAG焊接頭的焊態微區硬度分布如圖4、圖5所示,焊縫區的維氏硬度均高于母材區,980鋼的HAZ有硬化。該結果說明焊態的焊縫區和HAZ的強度高于母材,這與其對應的拉伸試驗(見圖6、圖7)完全吻合,即均斷裂于遠離焊縫區和HAZ的母材區。
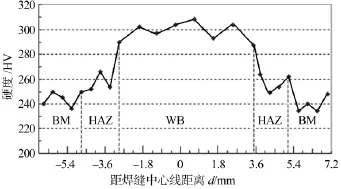
圖4 H610U2調質高強鋼NG-MAG焊接頭的微區硬度分布
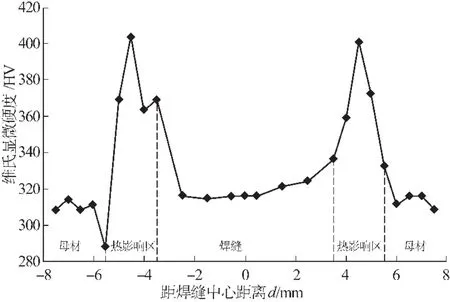
圖5 980調質高強鋼NG-MAG焊接頭的微區硬度分布
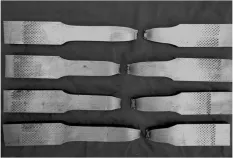
圖6 圖4的拉伸試驗焊接接頭

圖7 圖5的拉伸試驗焊接接頭
窄間隙MAG焊工藝其焊縫區的強度較容易高于母材,這與該工藝下較低的焊接熱輸入、極容易得到高比例強韌兼優的針狀鐵素體焊縫組織密切相關。如圖8和圖9所示,H610U2鋼和BHW35熱強鋼的焊縫區組織,其中針狀鐵素體組織的比例在90%以上。
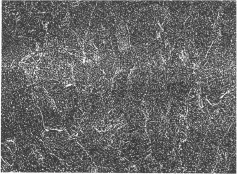
圖8 H610U2調質高強鋼NG-MAG焊縫區組織(100×)
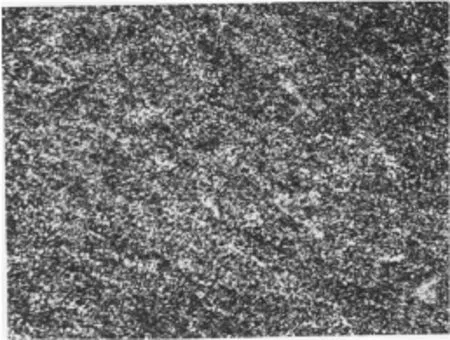
圖9 BHW35熱強鋼NG-MAG焊縫區組織(100×)
H610U2調質高強鋼NG-MAG焊接接頭各區焊態沖擊功比較如圖10所示,鑄態焊縫組織和HAZ組織的沖擊功分別達到了熱處理態(調質)母材組織沖擊功的約61%和82%,說明較低的熱輸入對調質高強鋼焊接接頭的焊態韌性影響很小。
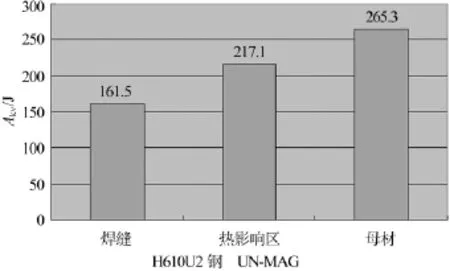
圖10 H610U2調質高強鋼NG-MAG焊接接頭各區卻貝沖擊功比較
5 焊接殘余應力和變形
焊接接頭的橫向和縱向焊接殘余應力均與焊接熱輸入量成正比關系。采用數值模擬方法對相同板厚(δ=32 mm)的H610U2調質高強鋼進行模擬計算,圖11和圖12分別給出窄間隙MAG焊和傳統埋弧焊兩種焊接工藝條件下,其橫向焊接殘余應力與縱向焊接殘余應力的分布對比。在板厚中心處的焊縫區及鄰近區,窄間隙接頭的橫向殘余應力與埋弧焊反向,為壓應力,縱向應力的峰值降低了50%~80%。
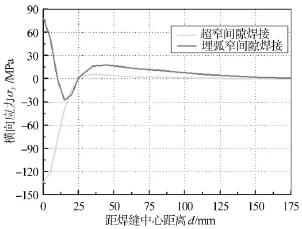
圖11 H610U2調質高強鋼NG-MAG焊與埋弧焊接頭的橫向殘余應力比較(δ=32 mm)
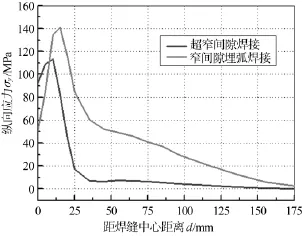
圖12 H610U2調質高強鋼NG-MAG焊與埋弧焊接頭的縱向殘余應力比較(δ=32 mm)
6 焊接生產成本
焊接生產成本直接決定著焊接產品的市場售價和企業的盈利水平,更低的生產成本意味著焊接產品將具有更大的競爭力和企業具有更高的經濟效益。焊接生產直接成本包括耗材成本、耗能成本和作業人員工資成本。不同板厚下每米對接焊縫的焊接生產直接成本如表3所示。
由表3、圖13和圖14可知,傳統弧焊方法工藝的綜合焊接生產成本均大幅度高于窄間隙MAG/ MIG焊工藝。板厚50mm及以下時,高出比例為41%~68%;板厚100 mm時,高出60%~79%。即在25~100 mm范圍內板厚時,采用窄間隙MAG/MIG工藝替代傳統弧焊工藝,可以節約焊接生產成本41%~79%,板厚超過100 mm后,與傳統埋弧焊比較,節約成本將在60%以上。
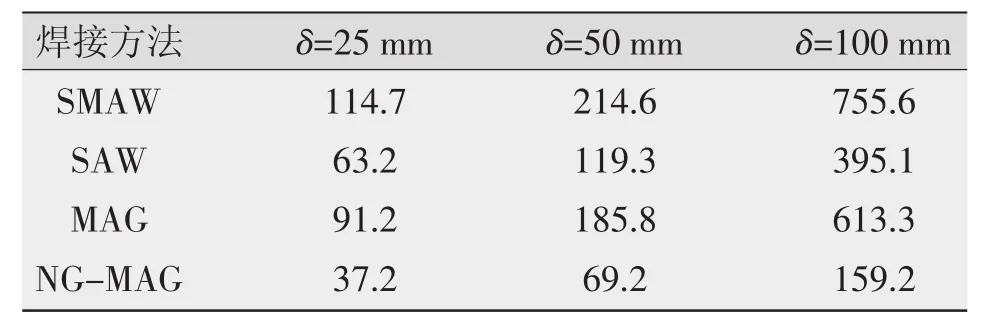
表3 不同板厚每米對接焊縫的焊接生產直接成本(元/m)

圖13 常用弧焊方法每米焊縫焊接成本與板厚的關系
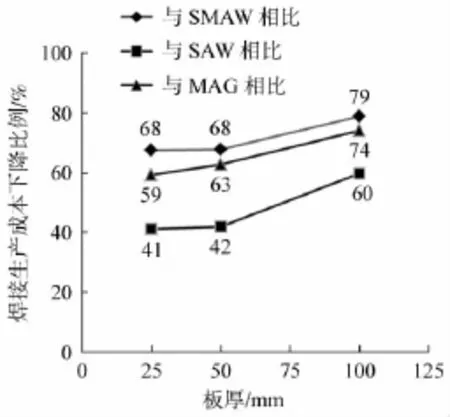
圖14 窄間隙MAG/MIG焊與常用弧焊方法比較焊接成本下降與板厚的關系
7 結論
(1)窄間隙MAG/MIG焊接工藝技術與傳統弧焊工藝技術相比,其最大的區別是相同板厚時,其焊接坡口的填充面積減少36%~70%;這一工藝參數的大幅度減少和采用較低的焊接熱輸入量,是窄間隙氣體保護焊相對各種電弧焊工藝技術而言,具有諸多技術上和經濟上優越性的本質原因。
(2)相對其他電弧焊工藝技術而言,窄間隙MAG/ MIG焊具有的主要技術優勢是:焊縫區和HAZ的焊態金相組織更趨向于強韌兼優,焊態的力學性能更趨向于具有更高的承載能力;焊接殘余應力和殘余變形大幅度降低。
(3)相對傳統埋弧焊工藝技術而言,窄間隙MAG/ MIG焊的焊接生產率在板厚50 mm以下時提高不足10%,板厚超過80 mm及以上時提高40%及以上;相對傳統MAG/MIG工藝而言,窄間隙MAG/MIG焊的焊接生產率提高1~3倍及以上。
(4)相對其他各種弧焊工藝技術,窄間隙MAG/ MIG焊工藝技術在焊接生產成本方面具有顯著的優勢,節約成本的范圍依據板厚不同一般在40%~80%;與埋弧焊工藝比較,厚板范圍內節約40%左右,特厚板(δ>80 mm)以上節約60%左右。
[1] 胡承銀,張富巨.窄間隙焊接的技術與經濟特性分析[J].焊接技術,2001,30(2):47-48.
[2]張富巨,羅傳紅.窄間隙焊接技術中焊接方法特性的遺傳[J].焊接技術,2002,31(4):8-10.
[3]張富巨,羅志強,張國棟,等.H610U2鋼厚板超窄間隙熔化極氣保焊接頭質量分析[J].焊接技術,2005,34(6):29-30.
[4] 張富巨,卜旦霞,張國棟,等.980鋼超窄間隙熔化極氣體保護焊研究[J].電焊機,2006,36(5):51-54.
[5]【日】焊接學會方法委員會.窄間隙焊接[M].尹士科等合譯.北京:機械工業出版社,1988.
[6] 黃石生.焊接科學基礎[M].北京:機械工業出版社,2013.
[7]史耀武.新編焊接數據手冊[M].北京:機械工業出版社,2014.
Comparison of technical and economic characteristics of common arc welding process for heavy plate
ZHANG Fuju1,2,GUO Jialin1,ZHANG Guodong1
(1.School of Power and Mechanical Engineering,Wuhan University,Wuhan 430072,China;2.Narrowgap Intelligent Equipment Co.,Ltd.,Wuhan 430223,China)
SMAW,SAW,NG-SAW,GMAW and NG-GMAW are applied often in structures with thick plates.In this article,we investigated and compared the filling area in groove,heat input,welding parameters,mechanical properties of weld,residual strain and production cost for those welding technologies.Finally,we came to a conclusion that NG-GMAW involves higher productivity,higher strength of welding joint,lower residual strain and over 40%~80%substantial reduction in cost.
SMAW;SAW;NG-SAW;GMAW;NG-GMAW
TG457
B
1001-2303(2017)05-0144-05
10.7512/j.issn.1001-2303.2017.05.31
2017-05-15
湖北省重大科技創新計劃項目(2015AAA004)
張富巨(1951—),教授,博士生導師,主要從事高效率弧焊技術與設備的開發研究。E-mail:871215648 @qq.com。
本文參考文獻引用格式:張富巨,郭嘉琳,張國棟.厚板常用弧焊工藝的技術和經濟特性比較[J].電焊機,2017,47(05):144-148.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
