單面雙點和單面單點焊接形式對電阻點焊焊點強度的影響
2017-06-05 14:14:16康麗齊張雪峰劉長和劉小鵬權亞莉
電焊機 2017年5期
關鍵詞:不銹鋼
康麗齊,張雪峰,王 濤,薛 濤,劉長和,劉小鵬,王 香,孫 英,權亞莉
(中車長春軌道客車股份有限公司,吉林長春130062)
單面雙點和單面單點焊接形式對電阻點焊焊點強度的影響
康麗齊,張雪峰,王 濤,薛 濤,劉長和,劉小鵬,王 香,孫 英,權亞莉
(中車長春軌道客車股份有限公司,吉林長春130062)
采用外界銅板作為導電體的點焊,有單面雙點和單面單點兩種形式。用一臺并列雙電極式加輔助電極形式的焊接設備焊接三種搭接接頭形式的試件,試件搭接方式分別是:薄板在鉻鋯銅平臺接觸,厚板在電極側,完成單面雙點和單面單點的焊接;厚板在鉻鋯銅平臺側,薄板在電極側,用單面雙點方式進行焊接。焊接電流、壓力、時間相同的條件下,對三種形式的焊接試樣分別進行拉伸試驗和金相試驗,分析拉伸力、熔核中的氣孔尺寸和熔核尺寸,得出在表面不涂裝的不銹鋼車輛的側墻、端墻生產中的焊接影響因素。
單面雙點;單面單點;電阻點焊;焊點強度
0 前言
我國各城市的業主逐漸將不銹鋼材質作為車輛優先選用材質,主要原因是不銹鋼材料在使用30年后還可再利用,并且輕量化的高強不銹鋼材料是車輛重點選用材料,在保證車輛強度的基礎上,降低車輛質量,車輛運行時節約能源。采用電阻點焊工藝,焊接過程沒有煙塵,對環境的影響降至最低。
長春軌道客車股份有限公司從日本、韓國、德國引進了各種形式的電阻點焊焊接設備,開發了軌道車輛的電阻點焊焊接工藝和配套焊接工裝,生產的A型、B型、C型等不銹鋼材質的車輛均采用電阻點焊技術,車輛材料使用日本進口的SUS301L系列不銹鋼。
1 材料選用和焊接技術
1.1 材料選用
選用JIS E 4049-1990標準中的SUS301L高強度奧氏體不銹鋼,這種材料在調質壓延過程中形成5種強度等級的材料,標記分別是H、3/4H、1/2H、1/4H和-。5種材料的機械性能差別較大,H的屈服強度和拉伸強度最高,H和1/4H對應鐵道車輛分別是HT和DLT,H和1/4H級不銹鋼機械性能如表1所示。根據產品端墻設計結構,選用W型端墻補板和端墻墻板進行電阻點焊。W補強板材料為厚度0.8mm的H材料,端墻板材料為厚度1.5mm的1/4H材料,采用0.8 mm H+1.5 mm 1/4H搭接方式。
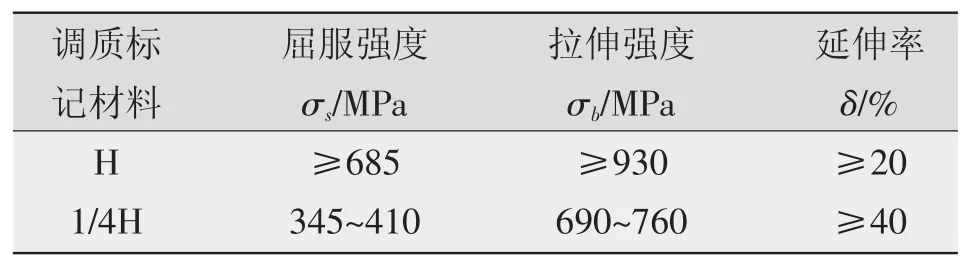
表1 SUS301L-DLT和HT材料的機械性能[1]
1.2 設備特點和試樣焊接形式
點焊設備是雙腿龍門式,可以自動離線和示教編程,設備圖片如圖1所示。設備并列主電極有2個,完成單面雙點焊接。主電極的正極和輔助電極可以完成單面單點焊接。電源為直流逆變電源,控制方式為直流逆變恒電流控制,恒電流精度不大于±3%;額定容量120 kVA,額定負載持續率大于等于20%;采用液壓方式加壓電極,電極壓力12kN;電極直徑φ19mm,有效長度100 mm。電極輔助行程330 mm,工作行程75 mm。電極材料為鉻鋯銅;輔助電極行程100 mm,工作行程25 mm,輔助電極壓力5 kN。焊接時鉻鋯銅平臺作為導電體,工件放在鉻鋯銅平臺表面上。

圖1 點焊設備
焊接形式采用兩層板搭接,搭接方式有3種:(1)薄板與鉻鋯銅平臺接觸,厚板與電極接觸,采用單面雙點焊接,如圖2所示,兩個并列電極分別是正極和負極;(2)薄板與鉻鋯銅平臺接觸,厚板與電極接觸,采用單面單點焊接,并列電極中其中1個主電極是正極,輔助電極與鉻鋯銅平臺接觸,不接觸工件,起到負極作用,鉻鋯銅平臺起到導電作用,如圖3所示;(3)厚板放在鉻鋯銅平臺上,薄板放在厚板上,采用單面雙點焊接,如圖4所示。件1是0.8 mm HT材料,件2是1.5 mm DLT材料。
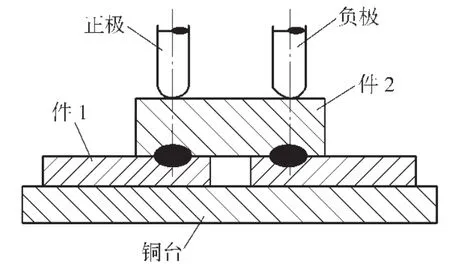
圖2 單面雙點焊接(厚板在上面)
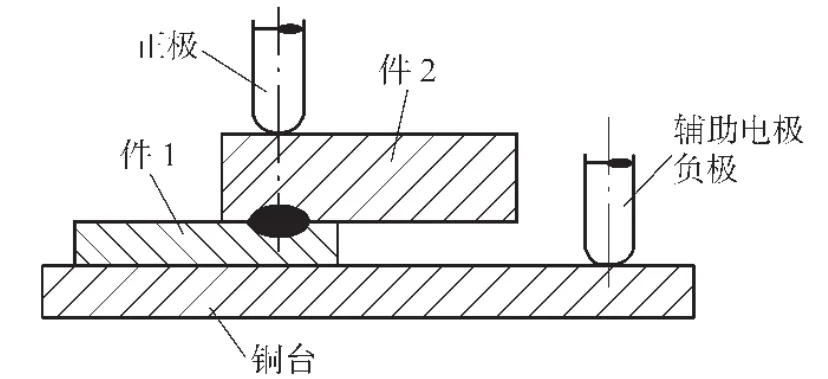
圖3 單面單點焊接(厚板在上面)
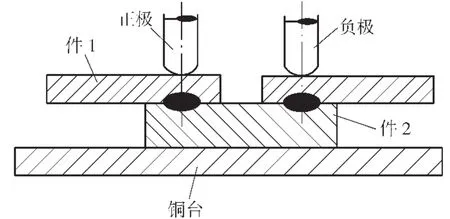
圖4 單面雙點焊接(薄板在上面)
1.3 焊接要求和檢驗標準
將被焊試件上的接觸面和非接觸面擦拭干凈,不允許有銹蝕和不導電的雜物。被焊件1和件2下料尺寸如圖5所示,焊接試樣夾在拉伸機上,上下夾頭間距離A=120 mm。三種形式試件的檢驗標準是:金相試驗中熔核直徑[2]符合BF級大于4.0 mm;拉伸試驗中試樣的最小拉伸剪切載荷大于6.5 kN[3];凹坑尺寸[2]小于母材的10%,最大不能超過15%,試樣的兩側均測量。檢驗設備用凹坑檢測儀表,5 t拉伸機。

圖5 試片尺寸及搭接方式
1.4 試樣焊接和檢驗
采用圖2~圖4三種搭接方式各焊接5組試樣,總計15組。焊接過程中有預熱和焊后冷卻要求,有爬坡電流和爬坡時間,點焊參數如表2所示。對所有焊接試樣進行外觀檢測試驗、目測是否有裂紋,再進行凹坑檢測,試樣的兩側均測量。測量結果見表3,選4組試樣進行拉伸試驗、1組進行金相試驗。拉伸檢驗結果見表3,金相試樣的編號分別為JX1、JX2、JX3,結果如圖6所示。
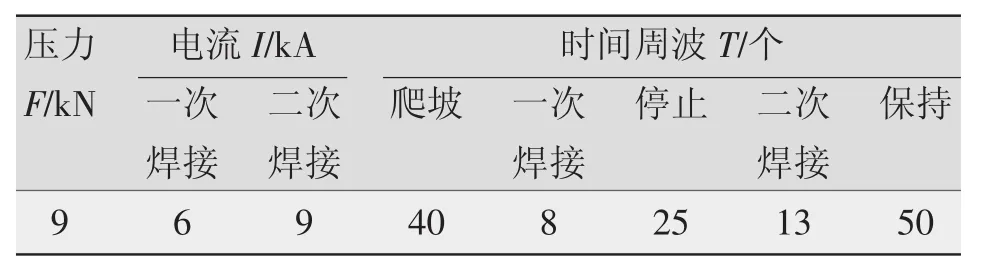
表2 焊接參數
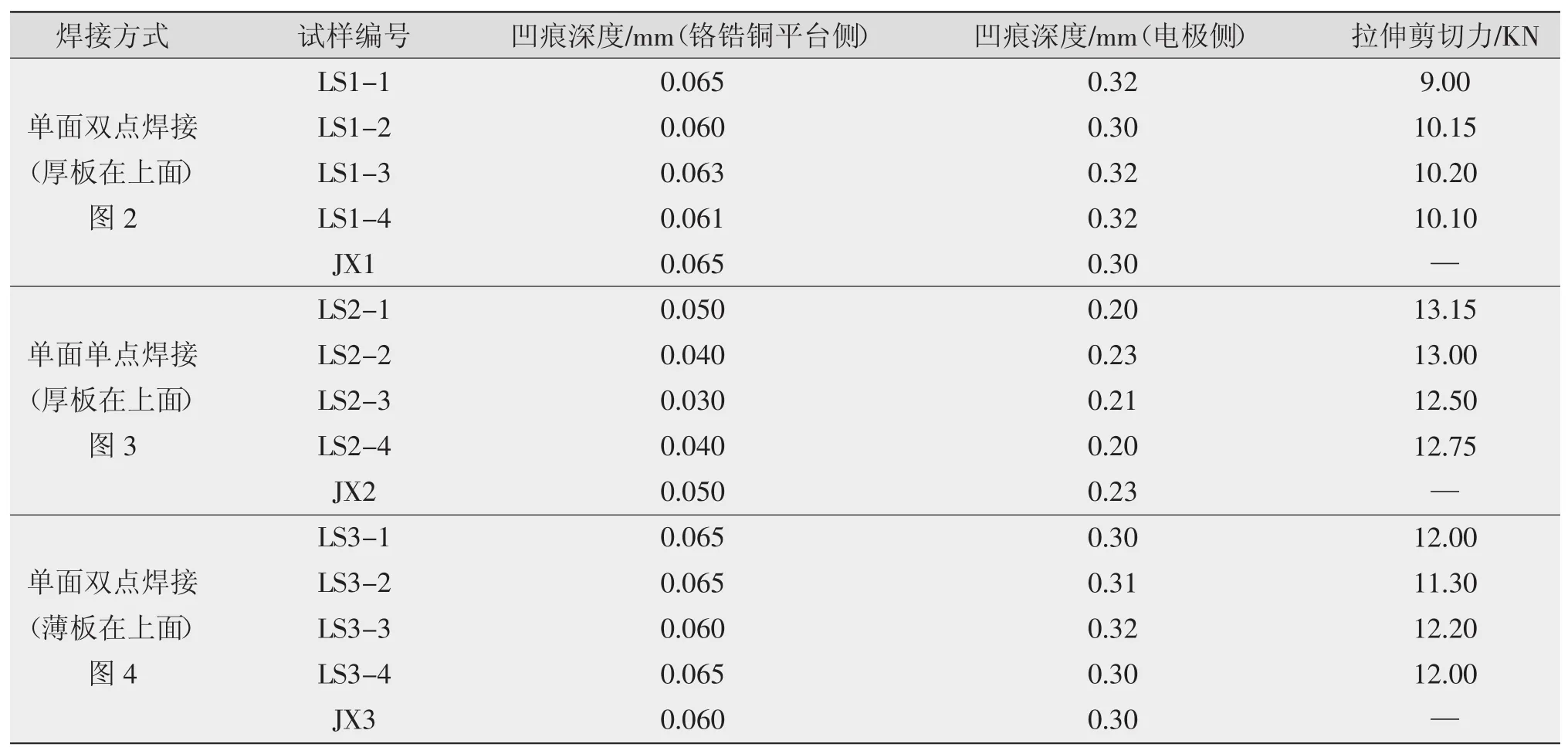
表3 點焊試件凹痕深度和剪切力
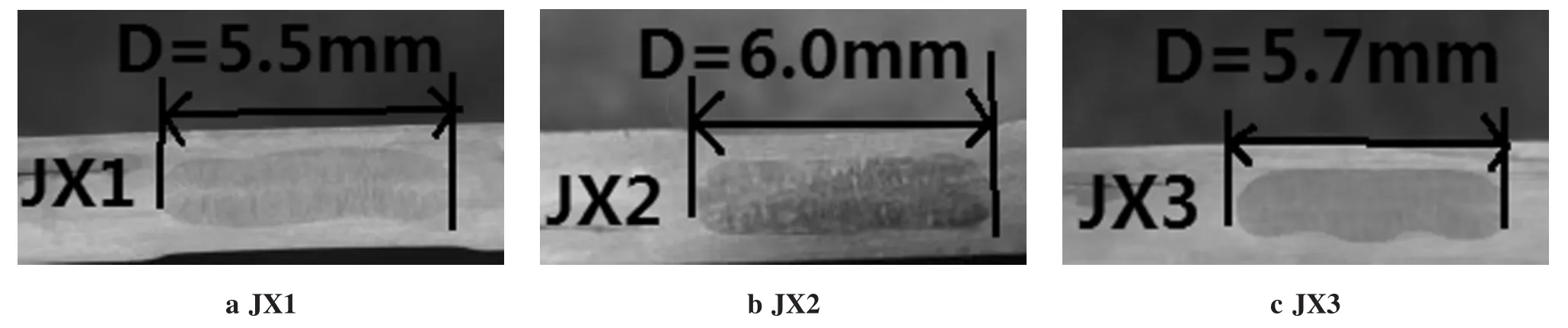
圖6 宏觀金相
1.4.1 金相檢驗
先對試樣進行目測檢查,檢查焊核的形狀及表面缺陷。在沒有表面缺陷、焊核成型良好的狀態下,對試樣進行加工,先將試件的橢圓型焊核中心位置垂直截斷,用不同粒度的砂紙逐級進行初始磨制,最后用研磨機打磨,研磨后放入3%~4%硝酸中腐蝕,腐蝕后用溫水沖洗試樣,再用軟刷清理、吹干,在顯微鏡下觀察熔核直徑以及熔核中存在裂紋、氣孔等內部缺陷的情況[2]。實驗結果如圖6所示,JX1試件熔核直徑為5.50 mm[1],JX2試件熔核直徑6.0 mm,JX3試件熔核直徑為5.7 mm,均無氣孔缺陷。
1.4.2 拉伸檢驗
在溫度18℃~25℃的試驗室里,將試樣夾持在試驗機上,試樣軸線與試驗機夾持中心重合,避免夾持傾斜,逐步增加拉伸力,直至試件拉斷為止,記錄試樣拉斷時的拉力如表3所示[4]。
2 試驗結果和分析
(1)凹坑深度試驗數據。放置在鉻鋯銅平臺側的試件的點焊凹坑深度符合凹痕深度標準,滿足設計圖紙要求,并且小于電極側試件的凹坑。
(2)焊核拉剪切力。拉剪力均符合標準要求。圖3形式的單面單點的試驗拉伸效果最佳;對均采用單面雙點焊接的試樣,厚板在上面搭接的剪切力試驗結果較差。
(3)宏觀金相中的焊核直徑符合標準要求。圖3形式的單面單點完成的試件焊核直徑最大;采用單面雙點方式焊接的試樣,厚板在上面搭接的焊核直徑較小。
采用鉻鋯銅平臺作為導電方式的焊接,鉻鋯銅平臺本身會分走輸出焊接電流,按照圖2搭接形式的并列雙電極點焊,輸出電流先從近路的走,即從厚板直接分出,這部分電流不能形成電阻熱,對實際焊接影響較大。采用圖3的單電極加輔助電極的點焊,形成電阻熱的電流好于圖2方式。
對采用圖4的薄板在上面雙電極的焊接形式,上層薄板工件分走的無效電流小于采用厚板在上面的單面雙點的焊接形式,焊接效果好于圖2形式。
3 結論
(1)在不銹鋼材質車輛的電阻點焊中,側墻和端墻部件是外露面,不進行油漆掩蓋缺陷。生產中使用鉻鋯銅平臺做焊接工裝和焊接導體,能實現外側面的點焊最小凹坑的要求,表面美觀,并且焊接設備能自動編程實現焊接,各焊點直線度控制在0.3 mm范圍內,是優先的焊接方法。
(2)以鉻鋯銅平臺為焊接工裝和導電介質的并列雙電極焊接,即單面雙點焊接,完成一個焊接動作可以實現兩點焊接,焊接生產效率高,適合內側補強板的厚度小的產品結構。某公司生產北京5號線等城軌不銹鋼車輛均采用這種方式的焊接。
(3)以鉻鋯銅平臺為焊接工裝和導電介質,對設計結構中內側補板的厚度點焊結構,采用單面單點加輔助電極形式的焊接,能達到焊點強度的設計要求。某公司為國外EDI公司生產的不銹鋼車輛,產品結構就是里側補厚度大于外側墻板,采用單面單點焊接,車輛靜強度試驗符合要求,現場運營良好。
(4)采用以鉻鋯銅平臺為焊接工裝和導電介質的焊接,焊接參數要比采用上下直桿式電極形式的適當增大。
[1]康麗齊,于菲.電阻點焊電極頭形式對高強不銹鋼焊點強度影響的試驗研究[J].工程機械,2014,45(2):56-59.
[2]JISZ3139-1978,點焊接頭斷面試驗方法(日本標準)[S].
[3]YC-IH2002,點焊作業標準(日本企業標準)[S].
[4]GB 2651-81,焊接接頭強度拉伸試驗方法[S].
Influence of welding of single side double point and single side single point on solder joint strength
KANG Liqi,ZHANG Xuefeng,WANG Tao,XUE Tao,LIU Changhe,LIU Xiaopeng,WANG Xiang,SUN Ying,QUAN Yali
(CRRC ChangChun Railway Vehicles Co.,Ltd.,Changchun 130062,China)
The use of external copper as the conductor of spot welding,there are two kinds of welding of single side double point and single side single point.Welding of three types of lap joints with a pair of parallel double electrode and auxiliary electrode welding equipment.The test method is the contact between the sheet and the platform of CrZrCu,thick plate on electrode side,complete single side double point welding and single side single point welding;thick plate on the platform of CrZrCu,thin plate on electrode side,single side double point welding.Welding current,pressure and time are the same,the tensile test and metallographic test of three kinds of welded samples are studied,The tensile force,the size of the pores in the nugget and the nugget size are analyzed.The factors affecting the welding of the side wall and the end wall of the stainless steel vehicle without surface coating are studied.
single side double point welding;single side single point welding;resistance spot welding;solder joint strength
TG453+.9
A
1001-2303(2017)05-0120-04
10.7512/j.issn.1001-2303.2017.05.26
2016-11-19;
2017-04-29
康麗齊(1971—),女,教授級高工,學士,主要從事鐵路不銹鋼車輛、碳鋼車輛制造工藝的研究工作。E-mail:kangliqi@cccar.com.cn。
本文參考文獻引用格式:康麗齊,張雪峰,王濤,等.單面雙點和單面單點焊接形式對電阻點焊焊點強度的影響[J].電焊機,2017,47(05):120-123.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
