首臺-100℃用08Ni3DR鋼制3 000 m3乙烷球罐的制造焊接工藝
2017-06-05 14:14:16章小滸黃金國房務農王清棟劉文亮
電焊機 2017年5期
徐 亮,章小滸,黃金國,房務農,王清棟,劉文亮
(1.合肥通用機械研究院 國家壓力容器與管道安全工程技術中心,安徽合肥230031;2.大連金鼎石油化工機器有限公司,遼寧 大連 116103)
首臺-100℃用08Ni3DR鋼制3 000 m3乙烷球罐的制造焊接工藝
徐 亮1,章小滸1,黃金國1,房務農1,王清棟1,劉文亮2
(1.合肥通用機械研究院 國家壓力容器與管道安全工程技術中心,安徽合肥230031;2.大連金鼎石油化工機器有限公司,遼寧 大連 116103)
采用國產-100℃的08Ni3DR鋼用于3 000 m3乙烷球罐的制造。針對低溫容器鋼的特點,制定出合理的焊接工藝,滿足了乙烷球罐焊接接頭的低溫沖擊韌性要求。08Ni3DR鋼焊接工藝的一個重點是保證焊接接頭的低溫沖擊韌性,盡量采用小電流、窄焊道快速焊接,同時嚴格控制較低的焊接線能量,合理控制層間溫度,確保焊縫金屬晶粒均勻,同時采取焊前預熱、焊后及時后熱消氫處理等措施,以保證焊接接頭的低溫韌性。
08Ni3DR;低溫球罐;焊接工藝;低溫韌性
0 前言
中國石油化工股份有限公司天然氣分公司山東液化天然氣(LNG)項目接收站工程輕烴罐區設有1臺3 000 m3乙烷球罐(設計溫度-94℃、設計壓力1.77 MPa),該球罐為國內首臺球殼采用08Ni3DR鋼板制造的球罐。在此詳細闡述08Ni3DR鋼制低溫壓力容器的制造加工、焊接工藝、焊后熱處理等,以掌握08Ni3DR鋼制球罐的焊接、焊后熱處理性能及其質量控制技術要點,使球罐制造及現場安裝過程的焊接工藝準確可靠。
1 3 000 m3乙烷球罐
球罐公稱容積3 000 m3,設計壓力1.77 MPa,設計溫度-94℃,內徑18 000 mm,名義壁厚52 mm,殼體材料08Ni3DR,鍛件材料08Ni3D。該球罐結構型式為三帶十柱混合式,存儲介質為乙烷[1]。
2 08Ni3DR鋼板
08Ni3DR鋼板由舞陽鋼鐵有限責任公司生產,材料熔煉的化學成分要求見表1,鋼板的化學成分(成品分析)偏差應符合GB/T222規定。球罐球殼用34塊鋼板共5個爐號,球罐上支柱用5塊鋼板均為1個爐號。按爐號逐一對6爐鋼板進行成品分析,復驗結果見表2。由表2可知,不同爐號的鋼板成分均勻,偏析輕微。該鋼對雜質元素S、P含量控制較標準要求更為嚴格,已經達到了06Ni9DR(9Ni)鋼對S、P含量的要求。
兩種厚度規格的08Ni3DR鋼板的力學性能的標準值和復驗值見表3[1]。
3 球罐用鍛件和焊材
3.1 鍛件08Ni3D
鍛件08Ni3D使用部位有人孔凸緣、人孔法蘭、人孔法蘭蓋和接管法蘭,其中人孔凸緣、人孔法蘭、人孔法蘭蓋為08Ni3DⅣ,其他部位鍛件為08Ni3DⅢ。

表1 08Ni3DR鋼板的化學成分要求(熔煉分析)[2]%
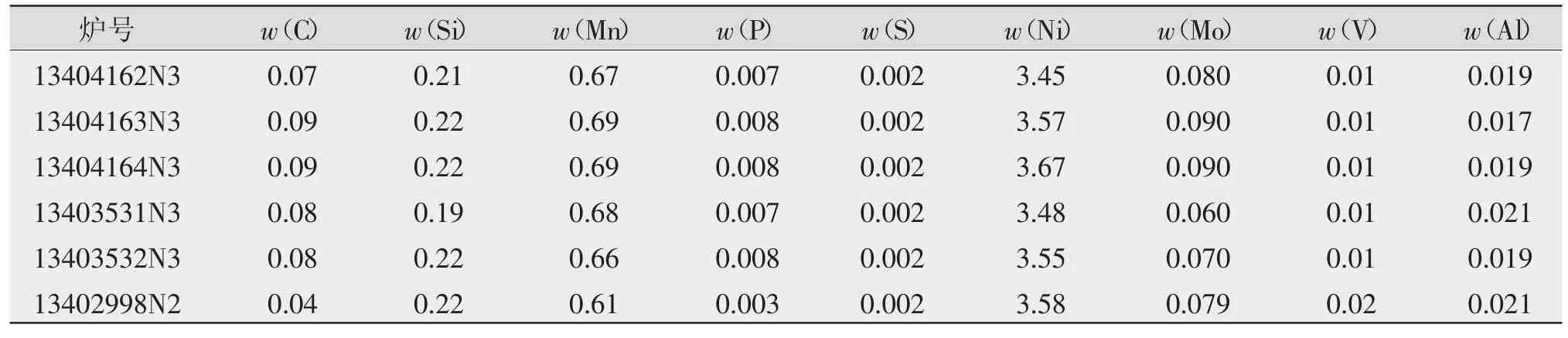
表2 08Ni3DR鋼板的化學成分 (成品分析) %
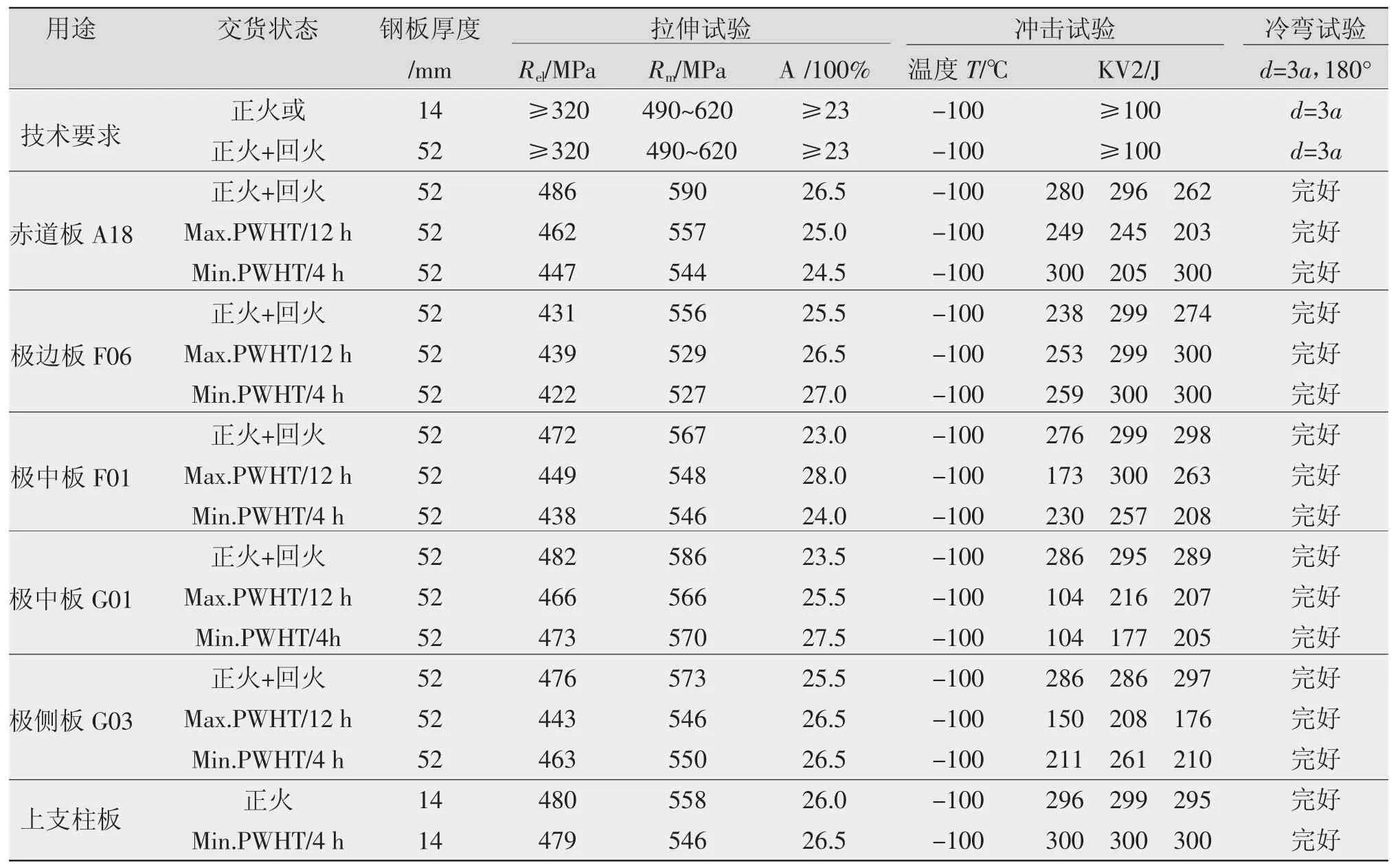
表3 兩種厚度的08Ni3DR鋼板的力學性能[1]
08Ni3D化學成分和力學性能如表4、表5所示。-100℃用08Ni3D鍛件技術指標高于NB/T 47009-2010《低溫承壓設備用低合金鋼鍛件》,對有害元素S、P含量要求較標準更嚴,適當控制了Ni含量。表5中選取了鍛鋼的復驗值進行比較。由表5可知,08Ni3D鋼鍛件力學性能完全滿足技術要求。

表4 08Ni3D鋼鍛件化學成分(質量分數) %
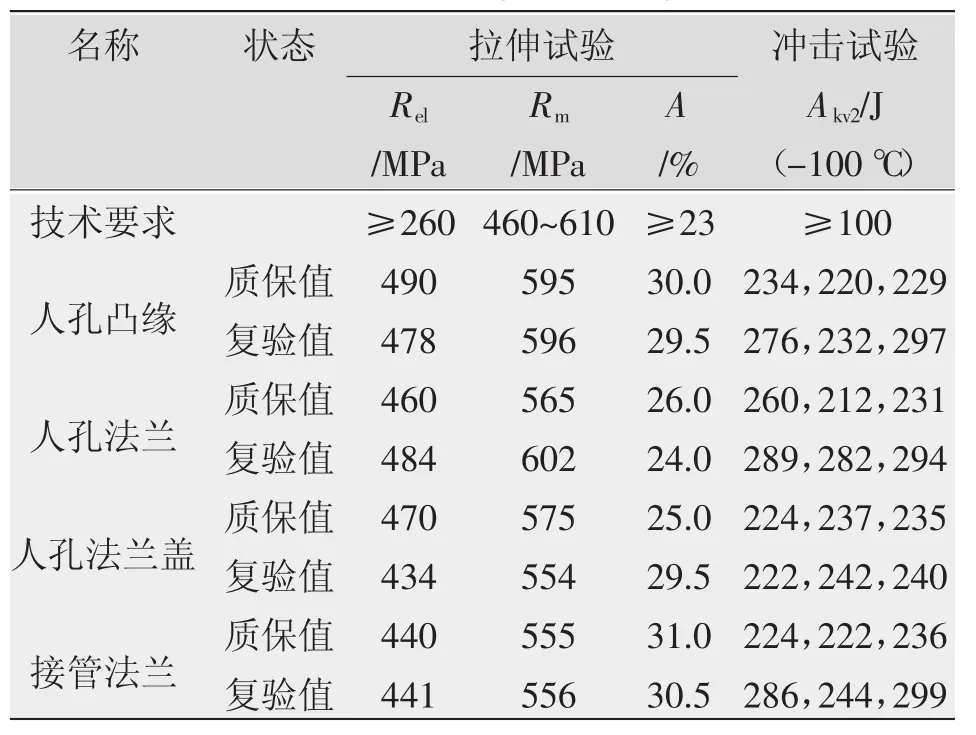
表5 -100℃用08Ni3D鋼(調質狀態)鍛件力學性能[3]
3.2 焊材
焊條牌號E7016-C2L,規格φ3.2mm和φ4.0mm,批號為342461017和342421008。大連金鼎石油化工機器有限公司按批次對熔敷金屬的化學成分、力學性能和擴散氫含量進行復驗;焊條熔敷金屬擴散氫含量[H]委托“國家焊接材料焊接質量監督檢測中心”采用熱導法進行測定。
焊條的熔敷金屬擴散氫含量測定結果如表6所示,E7016-C2L熔敷金屬化學成分分析見表7。
對焊條熔敷金屬的力學性能(SR態)進行復驗,復驗結果見表8。
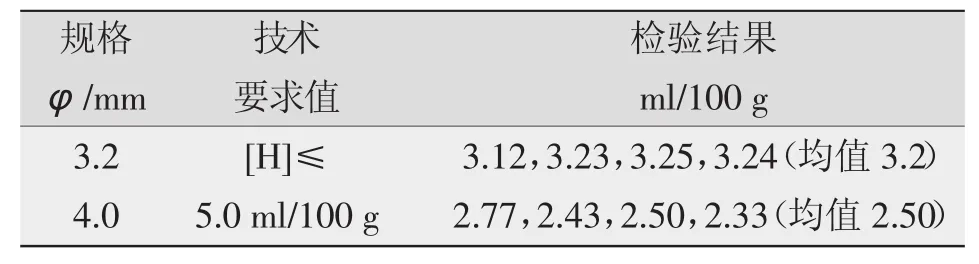
表6 E7016-C2L焊條的熔敷金屬擴散氫含量測定結果
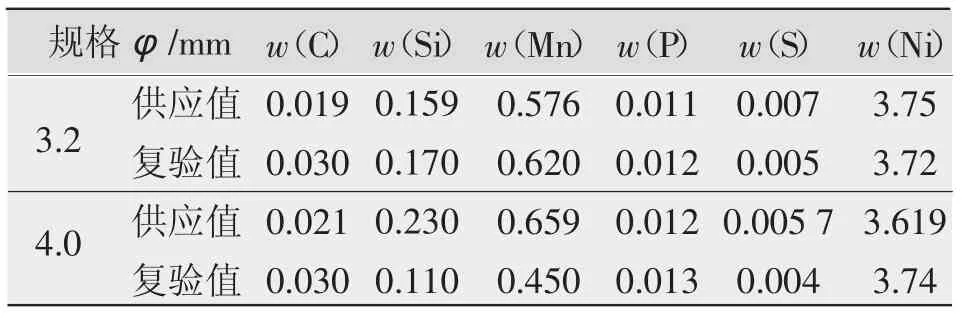
表7 E7016-C2L熔敷金屬化學成分成品分析%
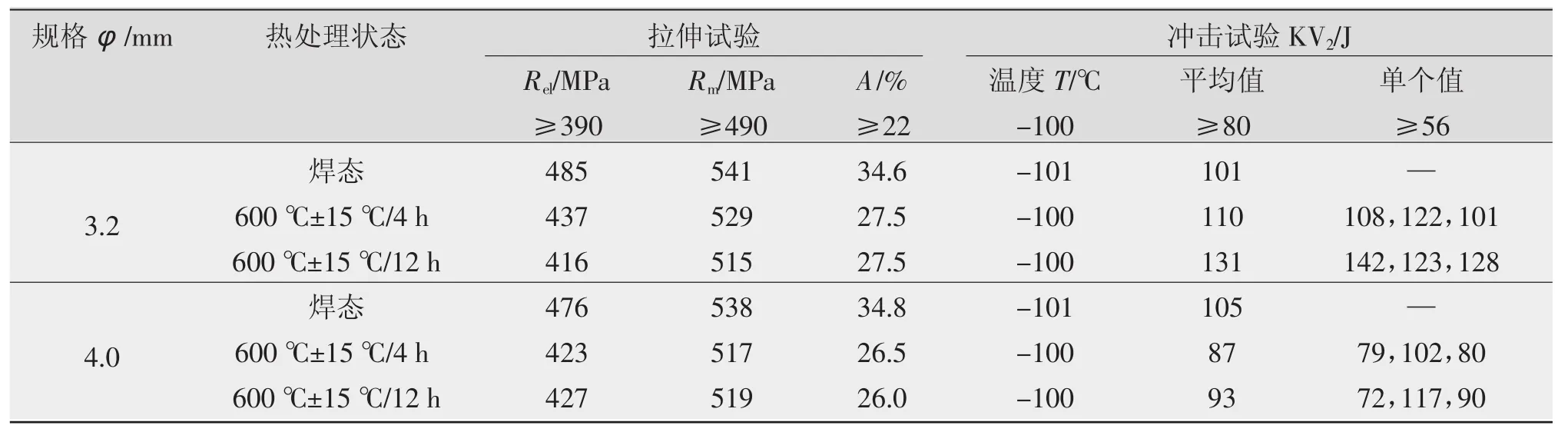
表8 E7016-C2L焊條熔敷金屬力學性能[3]
由表8可知,焊材的熔敷金屬強度稍低于鋼板,低溫沖擊韌性較鋼板和鍛鋼低得較多,但仍滿足-100℃KV2≥60J的技術要求。這可能與焊材的雜質元素S、P含量較母材相比偏高有關。
4 鋼板對接焊接工藝試驗
在15~35 kJ/cm范圍內采用4種不同的焊接線能量對試驗用52 mm厚鋼板進行施焊。采用橫向對接焊,坡口形式如圖1所示。焊前預熱溫度大于等于100℃,層間溫度100℃~160℃。
焊接接頭沖擊試樣取樣部位均為板厚(大坡口面)的1/4處,焊縫金屬的缺口軸線位于焊縫中心線上,熱影響區的缺口軸線最大限度地通過熱影響區且垂直于板厚方向[4],如圖2所示。
試板數量共3對(6塊),試板焊接記錄見表9。
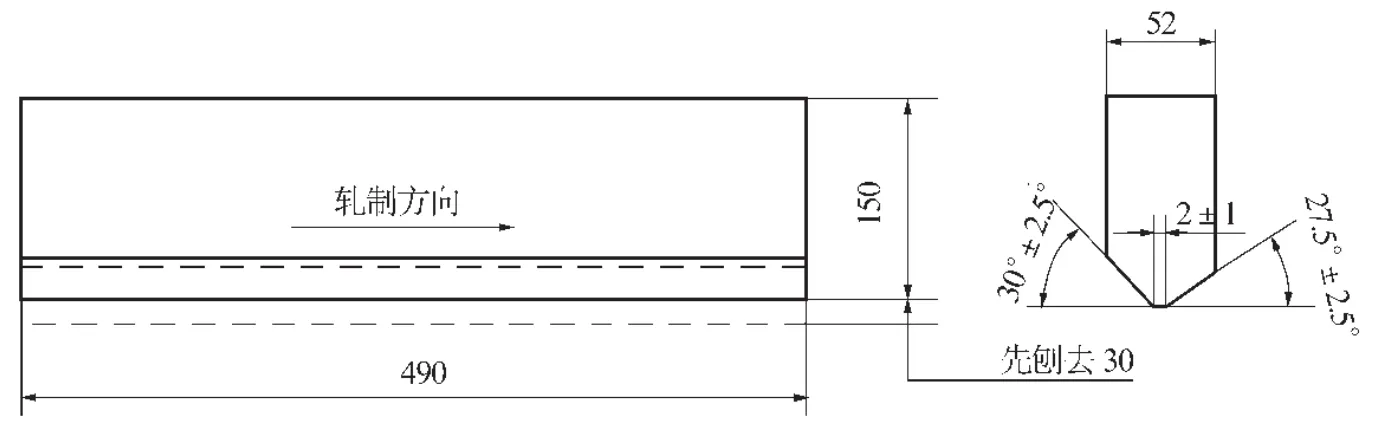
圖1 焊接試板尺寸示意
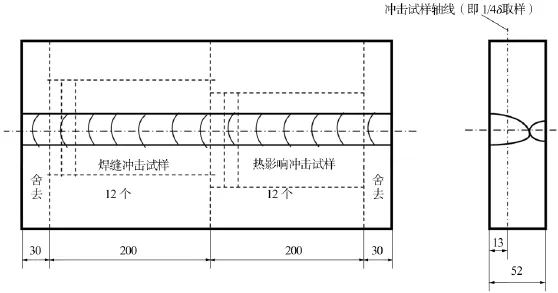
圖2 不同焊接線能量施焊后焊接接頭沖擊試樣取樣示意

表9 不同焊接線能量施焊試板的焊接工藝參數
按NB/T47014-2011《承壓設備焊接工藝評定》要求進行拉伸試驗和冷彎試驗,試樣橫向取樣。按NB/T47014-2011、NB/T47016-2011《承壓設備產品焊接試件的力學性能檢驗》和GB/T232-2010《金屬材料 彎曲試驗方法》進行沖擊試驗。試驗結果如表10所示。

表10 焊接接頭不同焊接工藝力學性能試驗結果
由表10可知,在15~30kJ/cm焊接線能量范圍內,隨著焊接線能量的增加,焊接接頭的抗拉強度略有下降,-100℃的焊縫金屬和焊接熱影響區的沖擊吸收能呈現明顯下降趨勢。焊接接頭的強度和韌性均能滿足技術要求。
5 球罐制造焊接工藝評定
5.1 設計文件的技術要求
(1)施焊前按照NB/T 47014-2011對焊接接頭進行焊接工藝評定試驗(評定項目包括焊接接頭返修、承壓件上永久性或臨時性焊接接頭以及定位焊接接頭),并按設計文件要求及評定合格的焊接工藝制訂焊接工藝規程。焊工應嚴格遵守該規程,并有施焊記錄。
(2)焊接工藝評定所用試板的母材(包括熱處理狀態)和焊接材料均應與產品制造時一致。
(3)焊接工藝評定試板需按球罐現場整體焊后熱處理工藝進行消除應力熱處理。焊接接頭夏比(V型缺口)沖擊試樣為3組(每組3個試樣),缺口分別開在焊縫金屬和熱影響區(包括08Ni3DR鋼板及08Ni3D鍛件側熱影響區),試樣缺口軸線須垂直于試件的表面[5]。
(4)焊接工藝評定試件力學性能(包括最大程度焊后熱處理和最小程度焊后熱處理)的檢驗結果應符合表11的規定。
(5)最大程度焊后熱處理工藝:熱處理溫度600℃ ±15℃,恒溫時間8 h;升溫至400℃以上時,升溫速度50~80℃/h;降溫時高于400℃時,降溫速度30~50℃/h,400℃以下自然冷卻。

表11 力學性能的技術要求(SR態)
(6)制造廠應提供鋼板與鍛件對接焊完成的產品焊接試板(每臺1塊),并按現場焊后整體熱處理工藝完成焊后熱處理。
5.2 球罐焊接工藝評定試驗
08Ni3DR鋼焊接工藝的一個重點是保證焊接接頭的低溫沖擊韌性。在焊接過程中要盡量減少焊縫接頭合金元素的燒損,采用小電流焊接,嚴格控制焊接線能量,合理控制層間溫度,焊后采取緩冷措施[1]。
考慮到舞陽鋼鐵公司08Ni3DR鋼板用于球罐制造為國內首次應用,根據NB/T47014-2011《承壓設備焊接工藝評定》,按低溫壓力容器用鋼的焊接特性,針對焊前預熱、層間溫度及焊接線能量控制等關鍵點,焊前進行了多規格的焊接工藝評定,覆蓋球罐制造過程中不同部位、不同形式和不同材料的焊接工藝。確定該球罐制造需要焊接工藝評定有6個,焊接方法為焊條電弧焊(SMAW),詳見表12。
5.3 焊接工藝參數
38 mm厚試板的焊條電弧焊對接坡口采用不對稱X型坡口,大坡口50°~60°,小坡口55°~65°;8 mm厚試板采用單邊V型坡口。結構簡圖分別如圖3和圖4所示。
焊接工藝工藝參數如表13所示。共焊制了6塊工藝試板,根據技術要求對焊接工藝試板進行600℃±15℃ SR熱處理,最小程度焊后熱處理保溫時間4h,最大程度焊后熱處理保溫時間8h。按NB/T47016-2011《承壓設備產品焊接試件的力學性能檢驗》進行力學性能試驗,試驗結果見表14。
由表14可知:①隨著SR熱處理時間的延長,試板抗拉強度和-100℃低溫沖擊韌性沒有明顯變化,說明SR熱處理的保溫時間長短對試板強度和韌性影響不明顯;②-100℃低溫沖擊吸收能量值比SR熱處理前略有下降,說明熱處理對母材和焊縫均有一定程度的影響,但仍可達到技術要求;③該焊接工藝評定能滿足實際生產制造的需要。
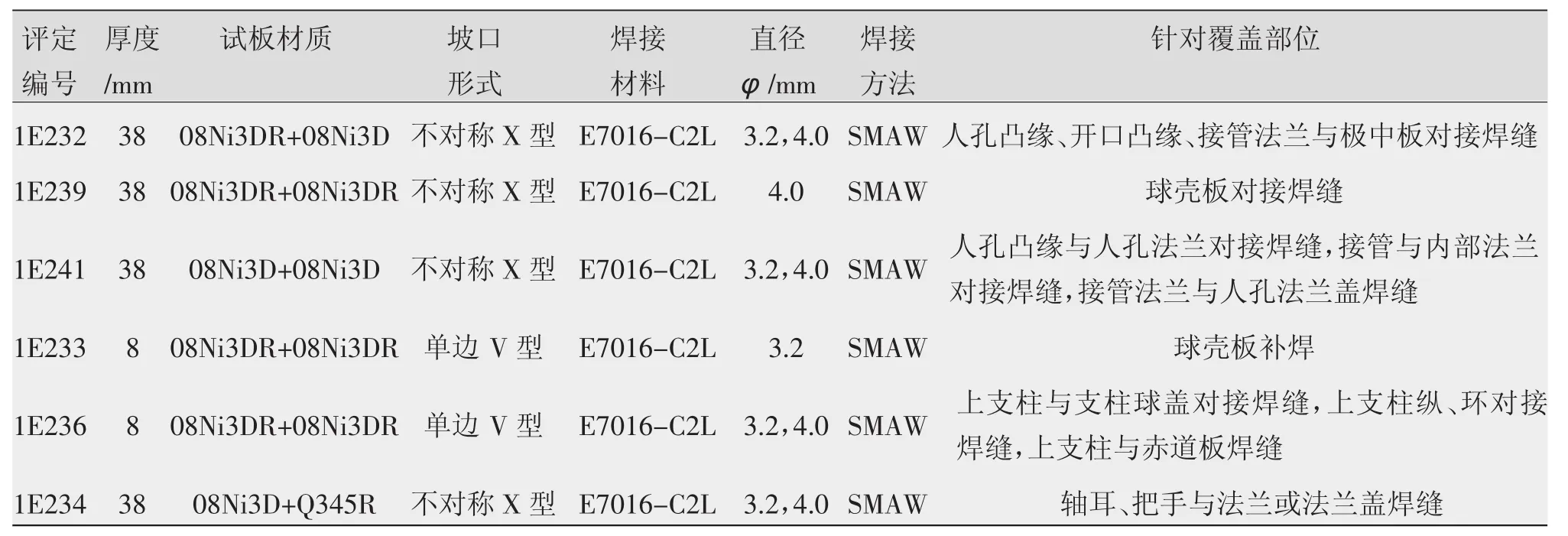
表12 08Ni3DR鋼板用于球罐制造焊接工藝評定
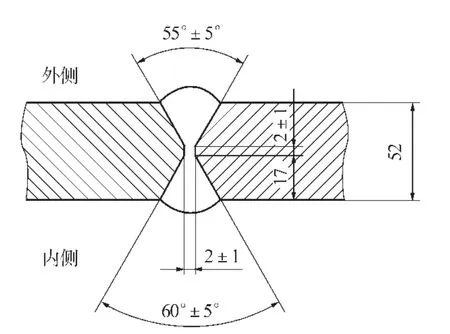
圖3 試板的X型焊接接頭形式
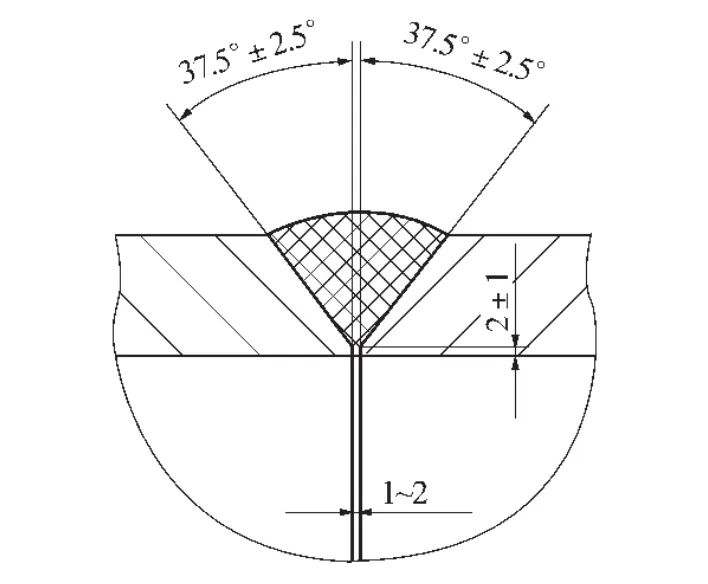
圖4 單邊V型焊接接頭形式

表13 焊接工藝評定試驗焊接參數
5.4 球罐制造產品試板焊接
在焊接球罐制造產品試板時(規格δ=52 mm,08Ni3DR+08Ni3D),采用小電流規范進行焊接,線能量17~25 kJ/cm,焊后試板按(600℃±15℃)×4 h工藝規范進行SR處理,試板加工成試樣后,試驗結果如表15所示。
6 結論
(1)焊接線能量和SR熱處理對08Ni3DR材料焊接接頭性能尤其是低溫沖擊韌性有一定的影響,制造過程中需注意工藝控制。
(2)08Ni3D鍛件與焊材能基本滿足焊接要求,但焊材的低溫沖擊裕量與鋼材相比有一定差距(可能與焊材的雜質元素S,P含量較母材相比偏高有關),-100℃低溫焊接材料E7016-C2L性能有待進一步提高,同時說明了08Ni3DR鋼對焊接工藝的要求較高。
(3)08Ni3DR鋼焊接工藝的重點要考慮保證焊接接頭的低溫沖擊韌性,盡量采用小電流,窄焊道快速焊接,同時嚴格控制焊接線能量,合理控制層間溫度來保證焊接接頭的低溫韌性。
[1]黃金祥,馬寧.-50℃用15MnNiNbDR鋼制2 000 m3液氨球罐焊接工藝[J].石油化工設備,2009,38(4):60-63.
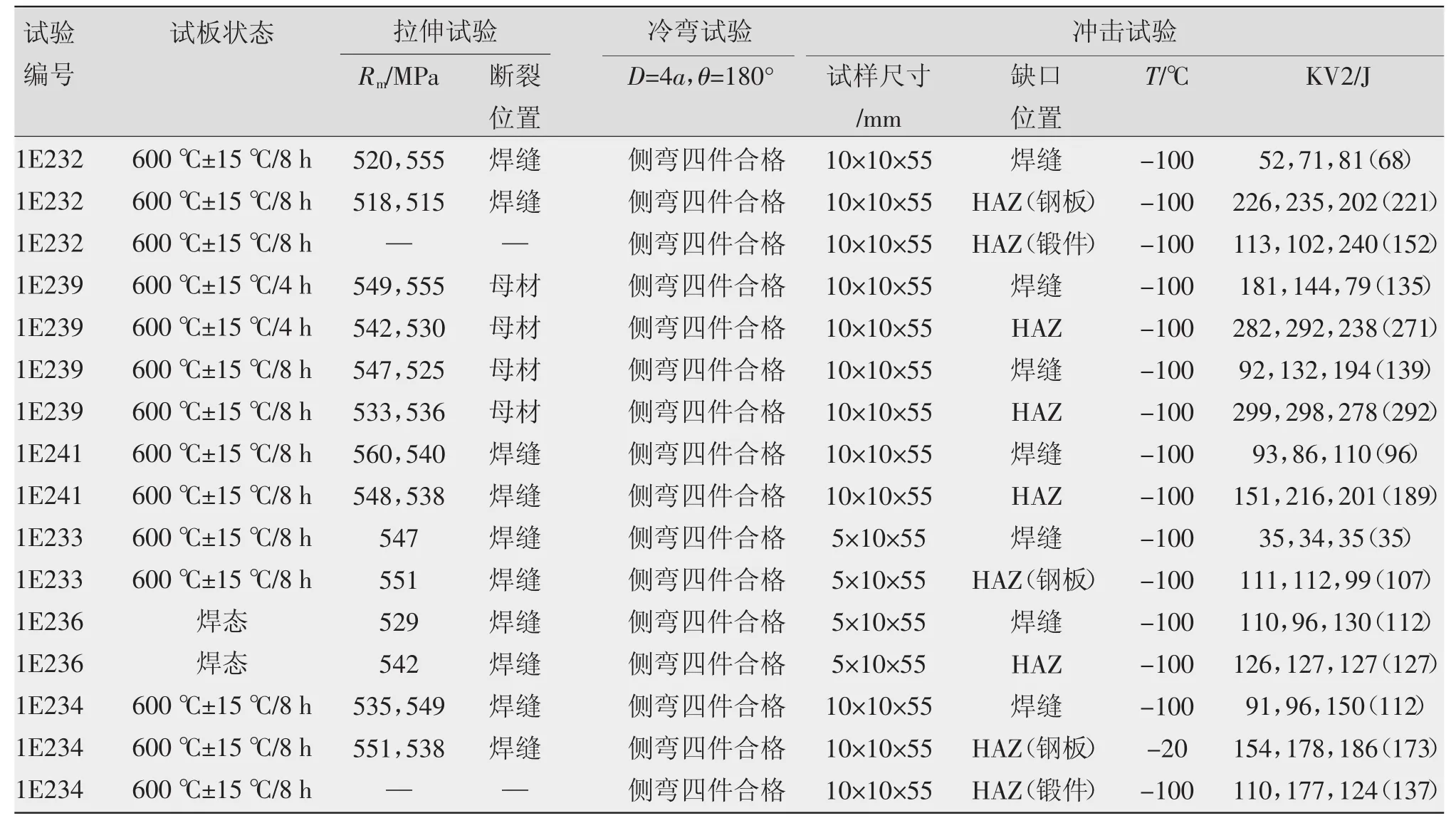
表14 焊接工藝試板試驗結果

表15 球罐制造產品試板試驗結果
[2]龐輝勇,車金鋒,劉生,等.150 mm厚08Ni3DR鋼板的開發和熱處理工藝研究[C].全國壓力容器學術會議,2013.
[3]黃金國,章小滸,張國信,等.首臺08Ni3DR鋼制3000m3乙烷球罐的設計和制造[J].化工設備與管道,2015,52(6):1-6.
[4]王文國,劉富平,歐陽文華.罐體、罐箱用XG630DR鋼板的焊接工藝試驗[J].焊接技術,2015(12):76-78.
[5]任曉,霍中雪,王傳標.Q370R鋼制3 000 m3液氨球罐建造技術[J].電焊機,2014,44(10):164-169.
Welding procedure for fabrication of 3 000 m3ethane steel spherical tank with 08Ni3DR
XU Liang1,ZHANG Xiaohu1,HUANG Jinguo1,FANG Wunong1,WANG Qingdong1,LIU Wenliang2
(1.National Pressure Vessel and Pipe Safety Engineering Technology Center,Hefei General Machinery Research Institute,Anhui230031,China;2.DalianJindingPetrochemicalMachineryCo.,Ltd.,Dalian116103,China)
The domestic-100 steel 08Ni3DR is used for the manufactureof3000m3ethanesphericaltank.Accordingtothecharacteristics of cryogenic vessel steel,a reasonable welding procedure is worked out to meet the requirement of low temperature impact toughness of the ethane spherical tank welding joint.A key to the welding process of 08Ni3DR steel is to ensure the low temperature impact toughness of welded joints,try to use small current,fast bead welding,and strictly control the lower welding line energy,reasonable control interpass temperature,weld metal to ensure the uniformity of the grain,and to take timely after preheating before welding,heat elimination hydrogen treatment measures to ensure the toughness of welding joints.
08Ni3DR;spherical tank at low temperature;welding procedure;toughness at low temperature
TG457.5
B
1001-2303(2017)05-0137-07
10.7512/j.issn.1001-2303.2017.05.30
2017-03-15
徐 亮(1979—),男,高級工程師,碩士,主要從事壓力容器主要從事壓力容器(球罐、油罐和槽車等)制造、安裝及新材料開發研究及國產化工作,E-mail:andyxul@126.com。
本文參考文獻引用格式:徐亮,章小滸,黃金國,等.首臺-100℃用08Ni3DR鋼制3 000 m3乙烷球罐的制造焊接工藝[J].電焊機,2017,47(05):137-143.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
