一種能自動定心的環縫焊機
2017-06-05 14:14:16賈瑞婷米亞如
電焊機 2017年5期
李 凌,賈瑞婷,米亞如,傅 強
(河海大學機電工程學院,江蘇常州213022)
一種能自動定心的環縫焊機
李 凌,賈瑞婷,米亞如,傅 強
(河海大學機電工程學院,江蘇常州213022)
針對大直徑管板環縫焊接中工件體積大、管子無法轉動的問題,研制一種包括自動定心和焊槍旋轉機構的環縫自動焊接設備,通過3組曲柄滑塊機構實現焊槍旋轉中心與管子中心的快速準確對齊,并設計了基于AVR單片機的自動控制系統,實現定心和焊接過程的自動化,且該系統能夠適應管徑變化范圍大的應用場合。
環縫焊機;自動定心;曲柄滑塊;AVR單片機
0 前言
大直徑鋼管和平板類構件對接在焊接過程中工作量大,且焊縫有一定規律,通常配備大型變位機或者焊接機器人實現其自動焊接[1-3],但現有自動焊機體型龐大、結構復雜、采購成本和使用成本很高,中小型企業難以承受。因此很多中小型企業仍依靠人工方法來完成此類環縫的焊接,不但勞動強度大,而且很難保證焊接質量和提高工作效率。
為此,本研究設計了一種用于環縫自動焊接的焊接專機。焊機通過定位電機和曲柄滑塊機構組實現快速定心,通過CPU精準控制環縫的自動焊接過程。焊接方法有CO2焊接、混合氣體焊接、藥芯焊絲焊接[4]。這款自動定心的環縫焊機,適用于管子直徑變化范圍大且管子無法轉動的大管徑環縫焊接,可快速定心并精確焊接,具有自動、高效、焊接效果好的優點,并且可通過調節曲柄滑塊機構的長度以適應各種不同管子。控制系統選用AVR單片機為核心,通過軟硬件的良好配合來實現各種焊接參數的設置、存儲與調整以及焊接過程的自動控制。
1 總體設計
焊接工件為大直徑鋼管和平板,如圖1所示,管子直徑500~2 000 mm,變化范圍大,且工件體積較大,不適合轉動。
設計了一套包括定心機構和焊接機構的機械系統,其中定心機構由機座、定位電機、3個曲柄滑塊機構組構成;焊接機構由焊接電機、焊接齒輪系、焊槍支架構成。該系統實現了自動定心和精準焊接的功能,且焊機整體結構簡單輕便,易于操作。
另外設計了一套控制系統,由CPU、開關、存儲控制過程中的參數的存儲器和輸入設備組成。其中,CPU接收輸入設備的參數,以控制定位電機和焊接電機的運行,并將參數存儲在存儲器上,實現定位過程的自動控制、焊接過程的自動控制、以及參數設置和存儲的高度自動化。
此款環縫焊機工作流程如下:(1)將設備放置或懸掛在待焊接的管子內部;(2)定位電機帶動3個曲柄滑塊機構沿著機座的徑向同步運動,實現定位;(3)啟動焊接,引燃電弧;(4)焊接信號識別并給出電弧信號控制電機轉動;在電弧引燃的條件下,啟動開關時,電弧熄滅,同時電機停止。
2 機械系統設計
機械系統包括定位機構和焊接機構,如圖2所示,定位機構包括機座、設置在機座上的定位電機和曲柄滑塊機構組。曲柄滑塊機構組由3個互成120°的曲柄滑塊機構組成,定位電機帶動每個曲柄滑塊機構沿著機座的徑向同步運動;焊接機構包括焊接電機、由焊接電機帶動的焊接齒輪系和位于曲柄滑塊機構組中心的焊槍支架。焊槍支架上設置一橫桿,橫桿另一端設置一環縫焊接的焊槍。
2.1 自動定心設計
定位電機通過定位齒輪組帶動曲柄滑塊機構組運動,如圖3所示。當定位電機帶動從動齒順時針轉動時,3個曲柄滑塊機構沿著機座的徑向同步靠近管壁運動。由于3個曲柄滑塊機構之間互成120°且始終保持同步運動,即每個曲柄滑塊機構沿著管子徑向運動的速度始終保持一致且運動的起始時刻和結束時刻也始終保持一致,任意時刻每個曲柄滑塊機構的端部距離曲柄滑塊機構組中心的距離相等,所以當3個曲柄滑塊機構同時觸碰到管子內壁時可確定焊槍支架位于管子內部中心,并且可利用曲柄滑塊機構的自鎖作用使定位擋塊夾緊管子內壁而不回彈。此時焊槍可實現在管子外側旋轉一周,進行環縫焊接;當定位電機帶動從動齒逆時針轉動時,3個曲柄滑塊機構遠離管子內壁,可快速恢復初始狀態。
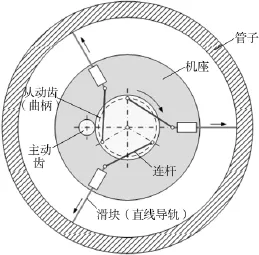
圖3 自動定心示意
2.2 焊槍轉動系統
焊接轉動系統中的焊槍支架與曲柄滑塊機構組、從動齒的中心重合。焊槍支架上設置一橫桿,橫桿另一端設置環縫焊接的焊槍,使用時將設備放置在待焊接的管子內部或懸掛在管子內部,其中設備的位置是可移動的。因此,焊接過程中可以設置成橫桿沿著焊槍支架旋轉或焊槍支架旋轉而橫桿固定;優選在機座上設置一個焊接電機,焊接電機通過焊接齒輪組帶動焊槍支架轉動。
3 控制系統
根據控制系統實現定位過程的自動控制、焊接過程的自動控制、參數的設置和存儲要求,選用AVR單片機作為控制核心[5],控制系統如圖4所示。系統接收的輸入信號包括按鍵、開關、參數設定;輸出信號包括焊機驅動信號、步進電機驅動信號等。
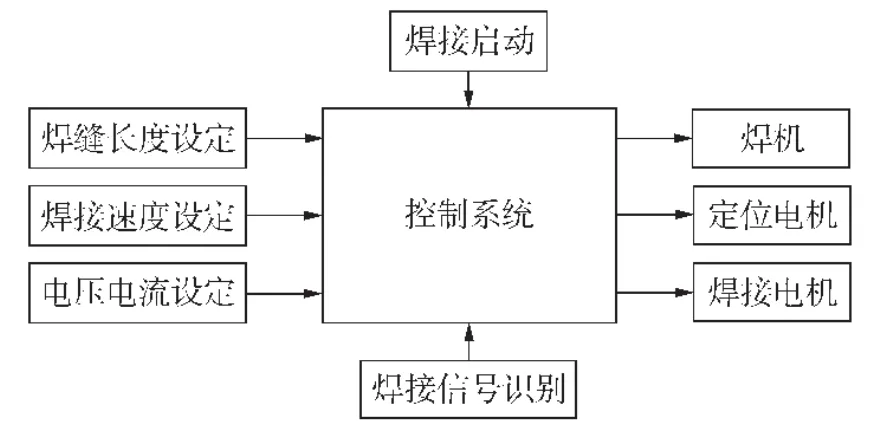
圖4 控制系統結構
3.1 單片機控制步進電機
由于步進電機具有慣量低、定位精度高、無累積誤差、控制簡單的優點,廣泛應用于機電一體化產品中。而本系統中對自動定心機構和焊槍旋轉機構的位置和距離精度要求不高,所以均采用開環精度較高的步進電機作為驅動元件[6]。選用42BYGH-5402型步進電機,靜力矩0.6 N·m,配套驅動器為WZM-2H042MH。
步進電機驅動器的輸入信號來自于單片機,如圖5所示,OPTO為共陽端,接+5 V;CP為脈沖信號,脈沖頻率決定步進電機的轉速,脈沖個數決定步進電機轉動的圈數,即行走距離;DIR為方向信號:1為正轉,0為反轉;FREE為鎖緊信號,1為鎖緊狀態,0為自由狀態。
在實際運行中,控制系統中預置4種速度:自動定心速度、定心釋放速度、正常焊接速度、快速返程速度,可通過操作開關切換速度。
3.2 焊接過程控制系統
焊接過程由焊前準備和焊接操作兩部分組成。
焊接準備工作:將設備放置在待焊接管子內部或懸掛在管子內部,其中設備的位置是非固定、可移動的。參數輸入,CPU接收輸入設備的參數后控制定位電機和焊接電機的運行,并將參數存儲在存儲器上。
焊接操作流程:啟動焊接,引燃電弧;CPU識別焊接信號并給出電弧信號來控制電機轉動;在電弧引燃的條件下,按啟動開關時,CPU控制電弧熄滅,同時電機停止工作。在任何位置啟動時,焊機焊接一周便會自動停止。
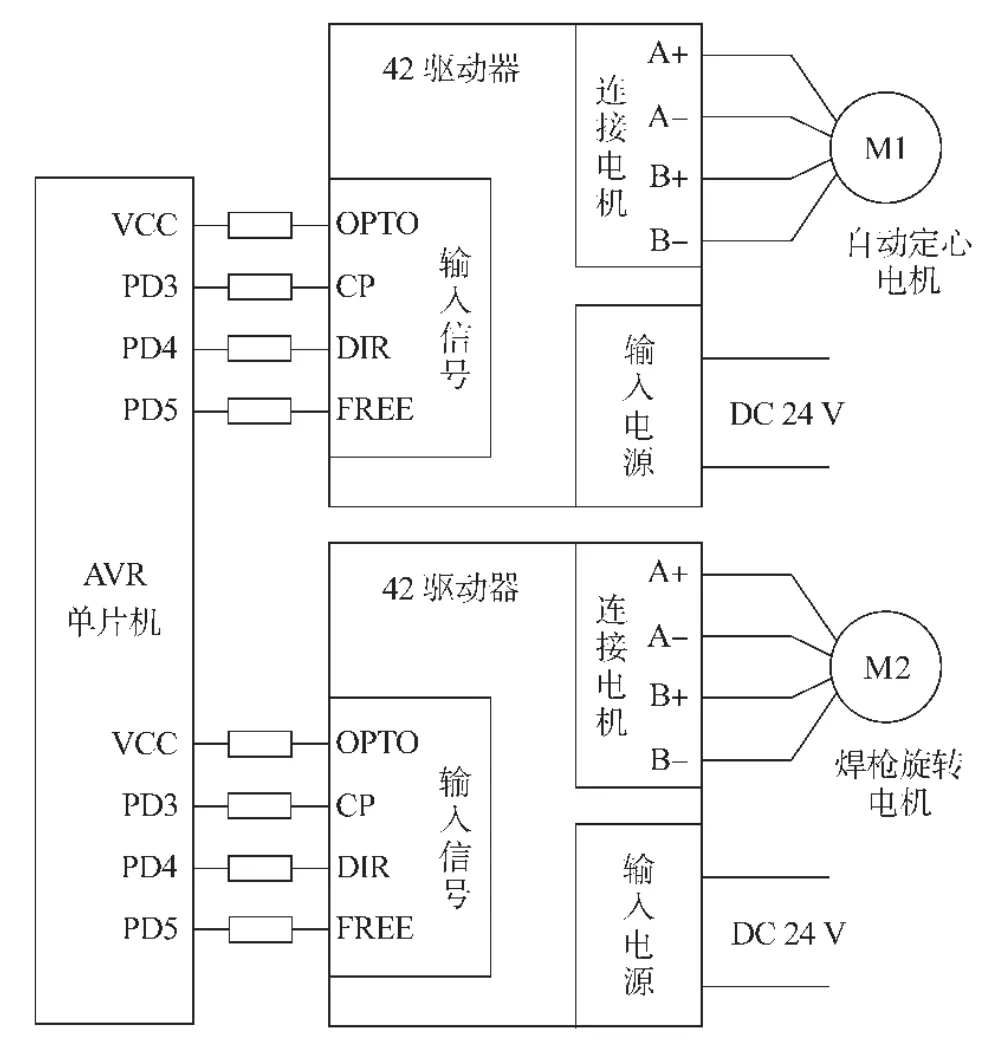
圖5 步進電機與單片機的連接
4 結論
該環縫焊機適用于管子直徑變化范圍大且管子無法轉動的環縫焊接,可實現快速定位并精確焊接,具有自動、高效的優點,而且可通過調節曲柄滑塊機構的長度來適應各種不同的管子。實現了定位過程的自動控制、焊接過程的自動控制、以及參數設置和存儲的高度自動化。
[1]何天剛,吳南君,張龍華.帶激光的焊接機器人系統在鋁合金油箱焊接中的應用[J].電焊機,2011,39(4):71-75.
[2]周林,張育林,盛連才.無軌式大口徑管道自保護全位置自動焊[J].水利水電施工,2012,(2):84-85.
[3]王恩建,葛永立.焊接機器人在鋼管混凝土拱橋鋼管環縫焊接中的應用[J].焊接技術,2012,41(5):38-43.
[4]曾惠林,杜則裕,黃福祥.管道環焊縫多焊炬自動內焊機關鍵技術分析[J].焊接學報,2009,30(7):77-81.
[5]宋金虎.基于單片機的環縫自動焊機研制[J].電焊機,2011,41(9):85-88.
[6]敬嵐,朱海君,張碩成,等.步進電機控制系統的設計及其應用[J].核技術,2005,28(6):479-482.
An automatic centering girth welding machine
LI Ling,JIA Ruiting,MI Yaru,FU Qiang
(College of Mechanical&Electrical Engineering,Hohai University,Changzhou 213022,China)
Due to the big volume of workpiece and unable rotating tube in the girth welding of the large diameter tube plates,it is difficult to guarantee that the rotation center of the welding torch and the pipe center are aligned.In this paper,the girth welding equipment with automatic centering and rotating welding gun is developed.Through three groups of slider-crank mechanism,the rotation center of welding gun and the center of tube can be quickly accurately aligned.And an automatic control system is designed based on the AVR microcontroller to realize the automation of centering and welding process.This system can adapt to the application which has a large range of change of the tube diameter.
girth welding machine;automatic centering;slider-crank;AVR microcontroller
TG439.9
A
1001-2303(2017)05-0059-03
10.7512/j.issn.1001-2303.2017.05.12
2016-07-25
江蘇省產學研合作——前瞻性聯合研究項目(BY2015030-03)。
李 凌(1974—),女,講師,碩士,主要從事機械設計方面的研究工作。E-mail:hhdxfuqiang@163.com。
本文參考文獻引用格式:李凌,賈瑞婷,米亞如,等.一種能自動定心的環縫焊機[J].電焊機,2017,47(05):59-61.
