無鍍銅焊絲熔滴過渡形態與工藝質量的關系
2017-06-05 14:14:16孫咸
電焊機 2017年5期
孫咸
(太原理工大學焊接材料研究所,山西太原030024)
無鍍銅焊絲熔滴過渡形態與工藝質量的關系
孫咸
(太原理工大學焊接材料研究所,山西太原030024)
綜述了鍍銅和無鍍銅焊絲熔滴過渡形態與工藝質量的關系。兩種焊絲GMAW焊接時,熔滴有大滴過渡、噴射過渡和短路過渡3種形態。在富氬混合氣時都存在滴狀向噴射過渡的轉變電流。無鍍銅焊絲在不同保護氣體時的電弧改善、熔滴細化、轉變電流均低于鍍銅焊絲。焊接電流和電弧電壓的正確匹配是獲得滿意過渡形態的重要條件。焊絲的工藝質量除了受焊絲和涂層成分及母材焊接性控制之外,主要受焊接工藝條件控制。通過工藝參數匹配的變化建立了熔滴過渡形態與焊絲工藝質量間的關系,其內在聯系主要是熔滴尺寸和轉變電流的變化。
熔滴過渡形態;焊絲工藝質量;無鍍銅焊絲
0 前言
無鍍銅焊絲以其環保和工藝優良等特色在國外獲得了推廣和應用,在國內也受到業界廣泛關注。但長期以來,國內開發的無鍍銅焊絲并未獲得用戶的廣泛認可,原因雖然是多方面的,但焊絲質量即綜合性能不過關仍是主要原因。無鍍銅焊絲從環保意義上講,就是焊絲表面不再電鍍銅元素,然而為了防銹和導電等目的,并不排斥焊絲表面涂有其他環保涂層的可能性。這就帶來了新的涂層問題。隨著《巴黎協定》的簽署和實施,焊材制造生產工藝的綠色環保化勢在必行,傳統的鍍銅焊絲面臨越來越大的挑戰。但是無鍍銅焊絲的品質究竟怎樣?是否如文獻[1-3]介紹那樣既環保,使用性能又優良、滿意,而且生產成本較低?迄今為止,急需具有定量數據的、詳實且有說服力的試驗研究文獻。另一方面,焊絲的熔滴過渡特性決定使用性能。如果能從焊絲工藝質量的源頭——熔滴過渡上進行較全面分析研究,那么必將有助于破解國外無鍍銅焊絲的核心技術。為此,本研究將焊絲的工藝參數與熔滴過渡相聯系,探討無鍍銅焊絲的過渡形態與焊絲工藝質量關系。該項研究對于改進無鍍銅焊絲工藝質量,提高產品市場競爭力、研制焊絲新品種,具有一定參考價值和實用意義。
1 兩種焊絲GMAW電弧行為
1.1 電弧特性
GMAW短路時會出現電弧瞬間熄滅現象,此時電弧形態屬于斷續、活動型。GMAW非短路時,電弧是在焊絲端頭整個截面上產生的,并未出現電弧瞬間熄滅現象,此時的電弧形態應屬于連續、活動型[4]。電弧的穩定性隨所用焊絲涂層、保護氣體的類型不同而有所差異。不同涂層的焊絲在導絲管中跳動行為各異,導致送絲穩定性差異,電弧穩定性不同[5],如圖1所示。不同保護氣體中CO2含量不同,電弧收縮不同,電弧穩定性不同。CO2含量增高時,電弧活動、飄移增大,穩弧性變差。
1.2 熔滴過渡形態
與普通鍍銅焊絲一樣,無鍍銅焊絲端部熔化金屬過渡到熔池中有3種基本過渡形態:大滴過渡、噴射過渡和短路過渡。
(1)大滴過渡。熔滴直徑接近或大于焊絲直徑,在重力作用下脫離焊絲非連續地過渡到熔池中。大滴過渡通常不平穩,易產生飛濺。無論哪種保護氣體,在較小焊接電流時都能產生大滴過渡。
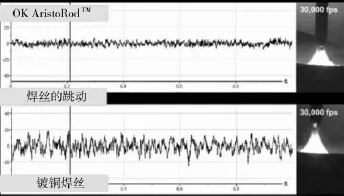
圖1 兩種焊絲在導絲管中的跳動對穩弧性的影響
(2)噴射過渡。發生在臨界電流以上,細小的熔滴在電磁力作用下沿著焊絲軸線以較高的頻率和速度通過電弧空間。噴射過渡非常穩定、無飛濺。臨界電流值取決于焊絲的材料和直徑、保護氣體的成分等。
(3)短路過渡。當焊絲與熔池接觸時,焊絲端部的熔化金屬在表面張力作用下脫離焊絲過渡到熔池中。短路過渡發生在細焊絲和小電流條件下。這種過渡形態產生小而快速凝固的焊接熔池,適合于焊接薄板、全位置焊接和有較寬間隙的搭橋焊。
圖2是用高速攝影機拍攝的、鍍銅和無鍍銅SEA50S焊絲對比的熔滴過渡截面圖[6]。可以看出,對于鍍銅焊絲:①在0 ms瞬時,焊絲端被熔融,略偏離軸線,頸縮尚未顯現,電弧在熔體底部分布。②進入2.2 ms時,熔滴初成,粗大且偏離軸線,有一點頸縮,電弧僅包覆在熔滴的部分區域。③進入4.4 ms時,明顯偏離軸線的大熔滴(大于焊絲直徑)形成,頸縮明顯,但未脫離焊絲,電弧包覆在熔滴的部分區域,距離頸部有一段距離。
對于無鍍銅焊絲:④在0 ms瞬時,焊絲端沿軸向被熔融,而且變成筆尖狀,頸縮明顯,電弧已經包覆到頸縮部位。⑤進入0.9 ms時,約等于焊絲直徑的細熔滴形成,頸縮加劇,即將脫離焊絲,電弧已經包覆到頸縮以上部位。⑥進入1.8 ms時,約等于焊絲直徑的細熔滴脫離焊絲,同時在筆尖又形成極細熔滴,電弧已經越過筆尖頸縮處爬到更向上的部位。不難看出,傳統鍍銅焊絲在260 A電流和相應電弧電壓時,盡管是在富氬混合氣體內燃燒,仍然不可避免非軸向粗熔滴滴狀過渡形態。原因是陽極斑點面積小,電弧無法爬上熔滴,電磁力作用方向向上,熔滴不被細化。在同樣條件下,在無鍍銅SE-A50S焊絲的3幅圖中,卻呈現出了典型的軸向細熔滴噴射過渡形態,過渡頻率幾乎是前者的2.4倍多。原因很明顯:陽極斑點面積大,電弧不僅爬上熔滴,而且更高,電磁力作用方向向下,熔滴被強力細化。這些都是新涂層成分所做的貢獻。
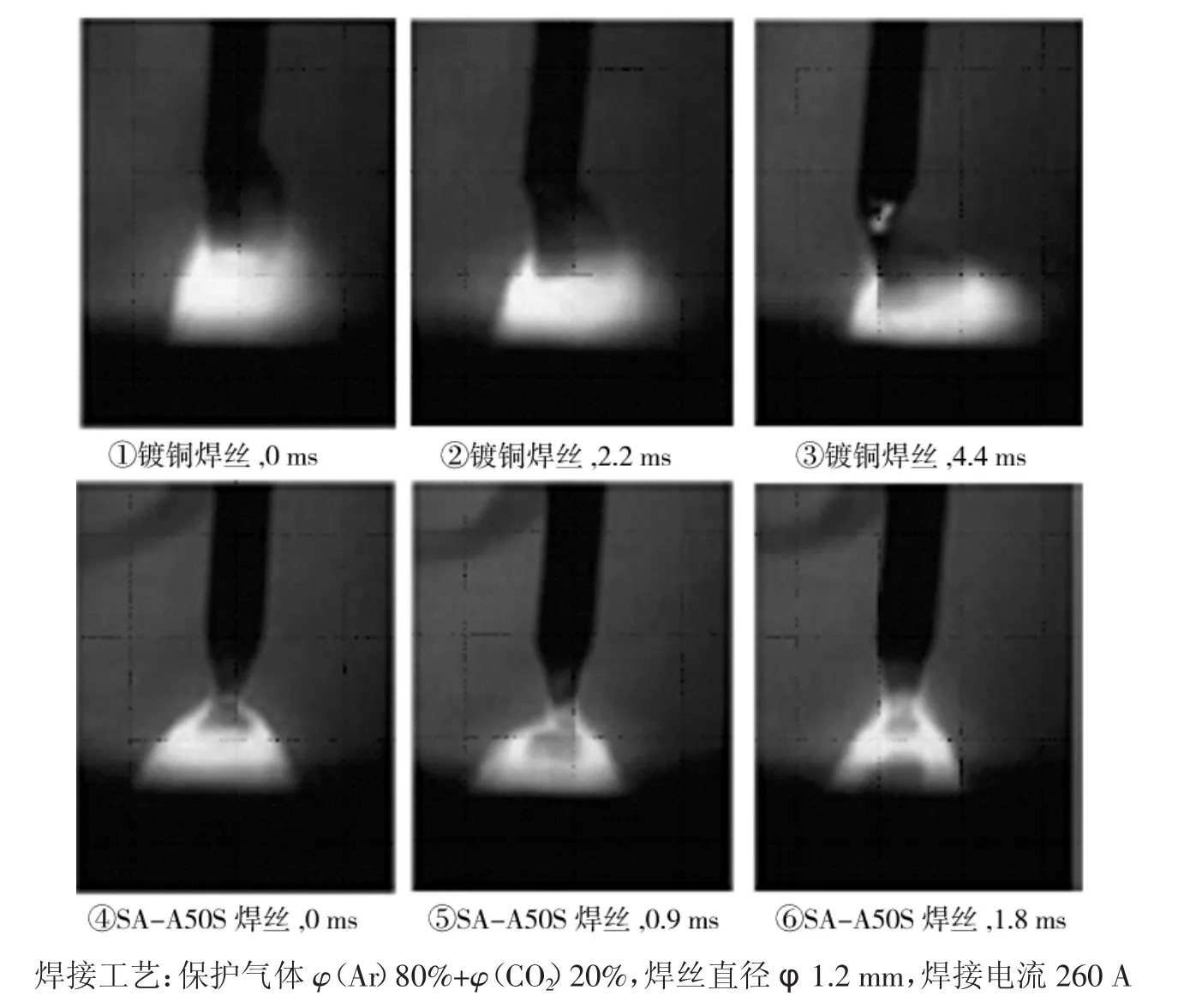
圖2 兩種焊絲熔滴過渡形態
1.3 兩種焊絲的轉變電流及其機理
當采用富氬混合保護氣體焊接時,隨焊接電流增大,兩種焊絲都呈現出從大直徑、低頻率到小直徑、高頻率過渡的轉變過程,轉變以后出現了一個細熔滴區。發生熔滴轉變的區域被稱為轉變區。發生轉變時的電流稱為轉變電流或臨界電流。
兩種焊絲(鍍銅和SE-A50S)轉變電流隨混合氣體中CO2含量變化實測結果如圖3所示[6]。可以看出,隨混合氣體中CO2含量增大,轉變電流曲線上升,即轉變電流增大。因為隨CO2含量增大,電流密度提高,電弧被壓縮,陽極斑點需要較大電流來包覆熔滴實現轉變,轉變電流被提高。換言之,欲使焊絲熔滴細化需要更多的能量,只有增大電流,強力減小熔滴表面張力,才可能使熔滴細化。鍍銅焊絲曲線位于SE-A50S焊絲曲線之上方,可見在相同CO2含量氣體時,前者的轉變電流高于后者。因為前者的熔滴更難于細化,需要更多的能量。這種差別是焊絲品質特性決定的,即與焊絲的涂層成分有關。
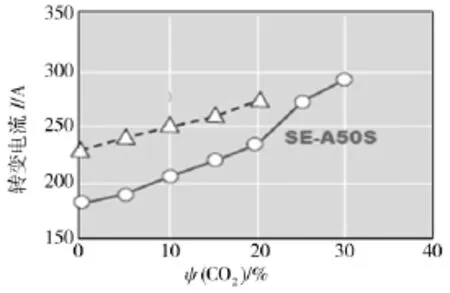
圖3 兩種焊絲的轉變電流與混合氣體中CO2含量的關系(焊絲直徑φ1.2 mm)
兩種焊絲在不同保護氣下轉變電流的實測數據如表1所示。可以看出,無鍍銅焊絲轉變電流普遍低于鍍銅焊絲,兩種焊絲轉變電流的差值不小。當混合氣體中φ(CO2)為20%時,無鍍銅焊絲的轉變電流234 A不僅低于同樣保護氣下的鍍銅焊絲的275 A,甚至還低于φ(CO2)10%含量時鍍銅焊絲的250 A。表明,無鍍銅焊絲的品質特性比鍍銅焊絲更優良,也就是它的涂層成分能夠抵消或抑制CO2含量的不利影響,有利于轉變電流的降低。
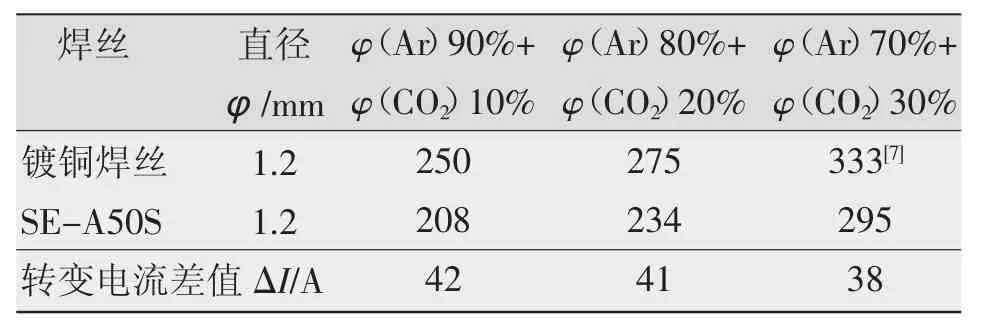
表1 不同富氬混合氣體時的轉變電流I/A
1.4 GMAW焊絲熔滴過渡影響因素
1.4.1 保護氣體類型。
3種常用保護氣體下兩種焊絲熔滴過渡形態對比如表2所示。可以看出,純CO2時,2種焊絲的過渡形態類型相同,即小電流時呈現短路過渡,大電流時呈現滴狀過渡。不同的是在這期間無鍍銅焊絲的熔滴尺寸略小、過渡頻率較大點。純Ar時,隨焊接電流增大,2種焊絲都出現轉變電流及過渡形態的轉變,但后者的轉變電流明顯小于前者。φ(Ar)80%+φ(CO2)20%混合氣體時,2種焊絲的過渡形態與純Ar時基本相同,都存在轉變電流,不同的是2種焊絲的轉變電流分別高于純Ar時,而且無鍍銅焊絲轉變電流明顯小于鍍銅焊絲。
1.4.2 焊絲涂層成分
非鍍銅涂層焊絲熔滴過渡的最大特點是實現噴射過渡的門檻較低,也就是轉變電流較低,涂層成分的影響如表3所示。因為非鍍銅涂層成分可以是多樣性的,有穩弧方面的活性元素,也有導電方面的其他元素等。在電弧中能抑制CO2增多時,電流密度提高,電弧被壓縮,熔滴被排斥、易長大等不利影響,較為容易獲得噴射過渡,而且飛濺很小。即使有也是顆粒細小的飛濺占多數[6],如圖4所示。
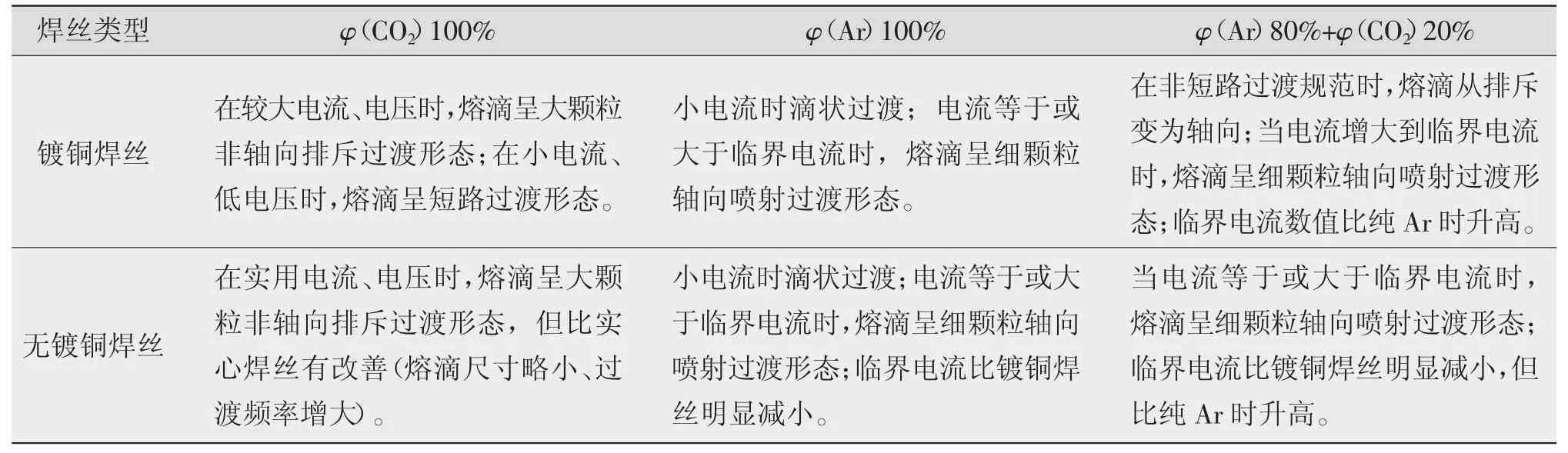
表2 不同保護氣體下2種焊絲的熔滴過渡形態
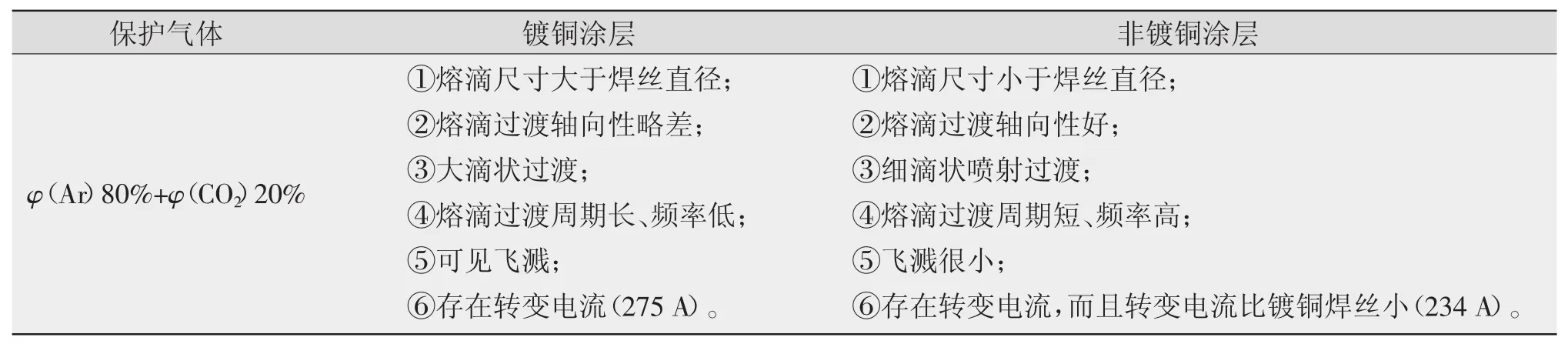
表3 涂層成分的影響(焊絲直徑φ1.2 mm,電流260 A,電弧電壓31 V)
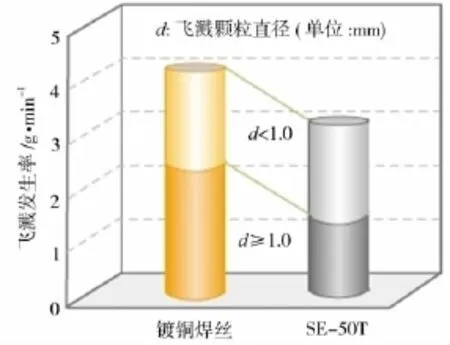
圖4 鍍銅焊絲和SE-50T之間飛濺發生率的比較(φ1.2mm,純CO2,240 A)
1.4.3 焊接參數
工藝參數對焊絲熔滴過渡形態的影響如表4所示。在涉及焊絲熔滴過渡形態的5種工藝參數中,關鍵參數是焊接電流和電弧電壓。然而所有參數間的正確匹配亦是至關重要的,一旦匹配失當,熔滴過渡形態變異,會嚴重影響焊絲的工藝質量。
2 焊絲的工藝質量及其參數
焊絲的工藝質量參數主要包括4方面:(1)焊絲的操作工藝性,包括穩弧性、熔滴過渡形態、飛濺、光澤、波紋、煙塵、余高等。(2)焊縫成形質量,包括熔寬、熔深、寬深比等。(3)焊接缺陷,包括氣孔、裂紋、未熔透、未熔合、咬邊等。(4)焊縫的理化性能。焊絲的工藝質量受多種因素控制,除了焊絲成分(含涂層成分)和母材焊接性之外,主要受焊接工藝條件,包括焊接參數及其他輔助工藝控制。
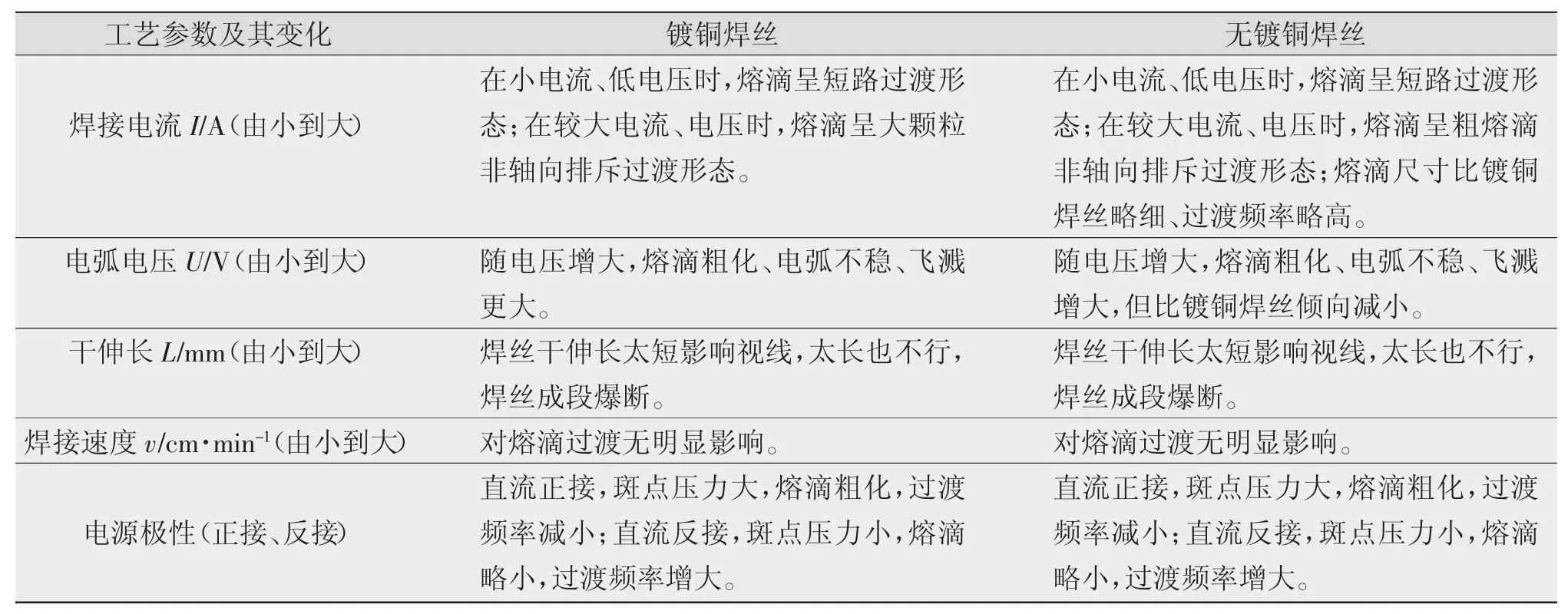
表4 工藝參數對2種焊絲熔滴過渡形態的影響(純CO2氣保護,焊絲直徑φ1.2 mm)
a.穩弧性。除了電源特性之外,焊絲的穩弧性主要取決于焊絲品質、保護氣體類型及焊接參數等。該參數通過對熔滴過渡形態的作用,直接影響焊接工藝質量如焊接飛濺、焊縫成形、氣孔等。
b.熔滴過渡形態。主要受保護氣體類型、焊絲成分(含涂層成分)及焊接參數的控制,是焊絲工藝質量的決定性因素。
c.焊接飛濺。是GMAW工藝中比較突出的質量現象,涉及保護氣體類型、焊絲成分、涂層成分及焊接參數匹配等因素。飛濺會損害焊件外形美觀,影響熔敷金屬獲得率(效率);清理飛濺延誤了工作時間,增加了焊接成本;一旦飛濺堵塞噴嘴,保護即被破壞,氣孔很難避免;飛濺還影響送絲穩定性,導致電弧不穩。
d.焊縫表面光澤。主要受電弧中氧化性的影響,當然與焊絲成分、涂層成分相關。對熔敷金屬的力學性能影響不大。
e.焊縫波紋。與熔滴過渡形態、熔滴尺寸以及焊接速度等有關,是焊縫成形不可或缺的表征之一。波紋節距越寬,表明熔滴粗大,過渡頻率較小;反之,波紋節距越窄,表明熔滴細小,過渡頻率較高。
f.焊接煙塵。是電弧高溫中金屬蒸汽和氧化物等微粒的總稱。電子顯微觀察表明,CO2保護焊的煙塵形態是在焊接過程中生成的一次粒子與二次粒子聯接成的片狀,粒徑約為1 μm,可以進入呼吸道并在肺泡上沉積,危害人體健康。實心焊絲GMAW中煙塵的發塵量主要與焊絲涂層類型及焊接規范等相關。
g.余高。焊縫余高過大除了影響焊縫外觀之外,可能在焊趾處引起應力集中,進而影響接頭的使用性能。當然,余高過大還帶來效率低下或浪費焊接材料的后果。
h.熔寬B、熔深H、寬深比φ。它們是描述焊縫斷面形狀的主要參數。如果焊縫成形系數φ=B/H不合適,形成深而窄的焊縫,在焊接應力作用下極易產生焊接裂紋。當然,形成深而窄焊縫與焊接參數有關,主要是焊接電流、電弧電壓、焊接速度、電源極性及坡口形式等。
i.氣孔。主要涉及焊接材料品質及坡口表面狀態等,但與熔滴過渡形態也是相關的。前者涉及焊絲成分和表面涂層類型,有的焊絲表面的防銹油會引起氣孔敏感。熔滴太細時,攜帶進入熔池的氫總量增多,遇到熔深過大、或焊速過快時,熔池中氣體逸出條件惡化,很容易出氣孔[8]。
j.焊接裂紋。分為冷裂紋和熱裂紋兩大類。熱裂紋主要受冶金因素和力的因素控制,冷裂紋的產生則需要三要素,即淬硬組織、焊接應力和氫的影響。焊接裂紋屬于不允許的焊接缺陷,影響因素很多,具體到本研究情況,一是與焊絲涂層有關的化學成分進入焊縫,如Cu等有害元素及涂油,它們對裂紋的形成有促進作用;二是與熔滴過渡有關的焊縫斷面形狀,如果焊縫成形系數(φ=B/H)不合適,形成深而窄的焊縫,在焊接應力作用下極易產生裂紋。焊縫余高過大,焊趾處的應力集中也極易引發裂紋。
l.未熔透、未熔合。焊接時接頭根部未完全熔透的現象,稱為未熔透;在焊件與焊縫金屬或焊縫層間有局部未焊透現象,稱為未熔合。未熔透或未熔合明顯減小了承載截面積,應力集中比較嚴重,其危害性僅次于裂紋,屬于不允許的焊接缺陷。影響因素涉及較多,如焊接材料、坡口、(接頭形式)、運絲方式、施焊位置、焊接規范參數等。
m.咬邊。所謂咬邊,是指焊縫焊趾部位因填充金屬不足而產生的缺口。咬邊使接頭承載面積減小,應力集中比較嚴重,極易引發裂紋。產生的主要原因是:①焊接速度過快;②焊接電流過大;③焊槍角度或運條方法不當等。
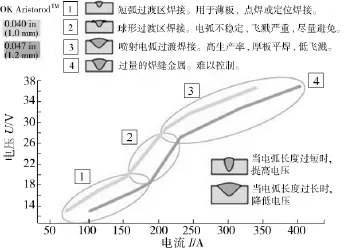
圖5 無鍍銅焊絲的焊接電流與電弧電壓匹配關系
n.焊縫的理化性能。涉及到焊接冶金原理。主要與焊絲和涂層的成分、保護氣體類型、以及焊接參數等有關。在正確的焊接參數和相應的熔滴過渡形態下,應當獲得所需的焊縫理化性能。反之,如果焊接參數不正確,導致過渡形態變異或較差時,不僅影響合金元素過渡,還直接影響焊縫形狀系數,或者產生焊接缺陷,這些都對焊縫理化性能帶來不利影響。
3 焊絲熔滴過渡與工藝質量的關系
焊絲熔滴過渡與工藝質量的關系如圖5[9]、圖6[10]、表5所示。
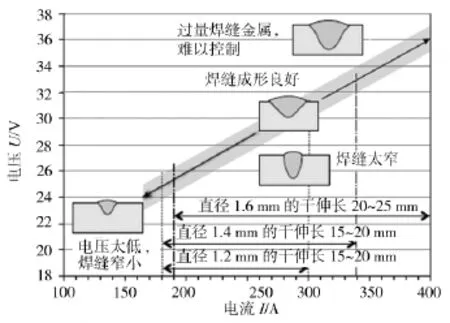
圖6 鍍銅焊絲的焊接電流與電弧電壓匹配關系
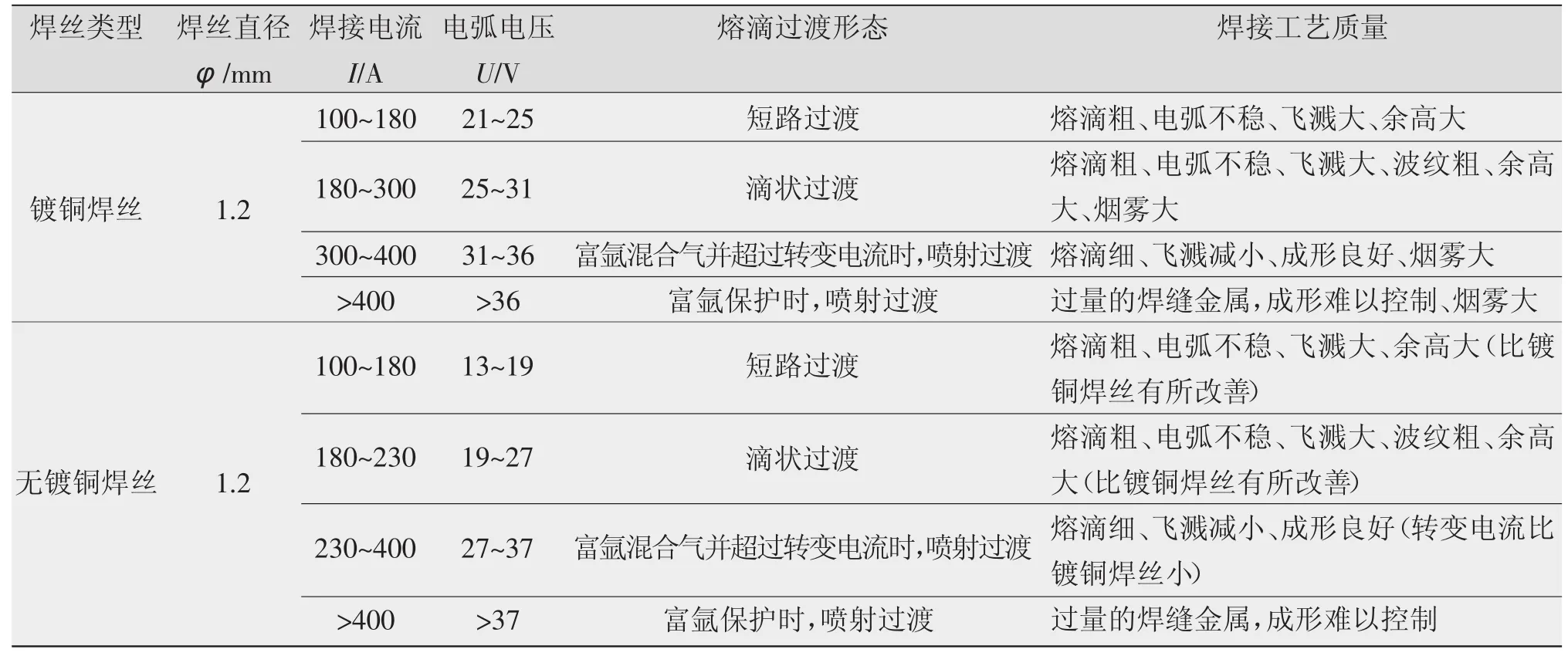
表5 2種焊絲熔滴過渡形態與焊絲工藝質量的關系
可以看出:①2種焊絲的熔滴過渡形態類型基本相同,即小電流時為短路過渡,中等電流時電弧電壓相應提高,呈現粗熔滴滴狀過渡,大電流、高弧壓時呈現噴射過渡(達到或超過轉變電流),更大電流時成形困難。2種焊絲過渡類型的電流范圍可能存在差別,特別是轉變電流不同,無鍍銅焊絲的明顯低于鍍銅焊絲。②2種焊絲的過渡形態所對應的焊絲工藝質量不盡相同。后者比前者改善。其可能的原因是:無鍍銅焊絲涂層成分含有活性元素,改善電弧形態,細化熔滴,抑制CO2氣體對電弧壓縮引起的不利影響;以及表面防銹處理層負面作用輕微,還有送絲更加穩定等因素所致。③焊接缺陷如氣孔、未熔透、未熔合、咬邊,以及焊接裂紋等的產生,不僅與焊絲品質有關,更可能涉及焊接作業及其他輔助工藝等因素。④焊接接頭的理化性能。自然與焊絲的熔滴過渡也不無關系。說到底還是與焊接參數的合理選用有關。無鍍銅焊絲由于轉變電流較低,飛濺小、煙霧少、穩定性好、工藝更加滿意,產生焊接缺陷的幾率大大減小,很容易獲得所需的焊縫理化性能[3](見表6)。

表6 無鍍銅焊絲熔敷金屬力學性能實例(焊絲直徑φ1.2 mm、保護氣體CO2、焊絲牌號ER50-6)
4 結論
(1)鍍銅和無鍍銅2種焊絲GMAW非短路過渡時,電弧形態應屬于連續、活動型。熔滴有大滴過渡和噴射過渡兩種基本過渡形態。在富氬混合保護氣時都存在滴狀向噴射過渡的轉變電流。
(2)無鍍銅焊絲在不同保護氣時的電弧改善、熔滴細化、轉變電流均低于鍍銅焊絲,比較容易獲得噴射過渡,而且飛濺很小。焊接電流和電弧電壓的正確匹配是獲得滿意過渡形態的重要條件。
(3)焊絲的工藝質量除了受焊絲和涂層成分及母材焊接性控制之外,主要受焊接工藝條件,包括焊接參數及其他輔助工藝控制。
(4)通過工藝參數匹配的變化建立了熔滴過渡形態與焊接工藝質量間的關系,其內在聯系主要是熔滴尺寸和轉變電流的變化。
[1]陳金晟,王玉杰,郭忠凱,等.無鍍銅實心焊絲生產現狀[J].金屬制品,2014,40(5):12-16.
[2]張民,吳月,王彩鳳.無鍍銅焊絲在工程機械領域應用研究[J].金屬加工(熱加工),2015(12):44-46.
[3] 劉志軍.無鍍銅焊絲與鍍銅焊絲對比試驗[J].金屬加工(熱加工),2016(4):58-60.
[4] 孫咸.鈦型渣系氣保護藥芯焊絲焊接參數相互關系[J].電焊機,2011,41(8):75-79.
[5]Esab.OK AristoRodTMnon copper-coated solid GMAW wires[EB/OL].http://www.tudou.com/prog-rams.
[6]Kobelco.Advanced MAG and MIG welding wires:meeting car manufacturing requirements for fast and efficient welding[EB/OL].Http://www.kobelco-welding.jp/educationcenter/technical-highlight/vol12.html.
[7]Soderstrom E J,Mendez P F.Meta1 transfer during GMAW with thin electrodes and Ar-CO2shielding gas mixtures[J]. welding journa1,2008,87(5):124-133.
[8] 孫咸.不銹鋼焊縫中氣孔形成機理研究及其進展[J].焊接,2003(6):5-8.
[9]Esab.welder Guide Book[EB/OL].Http://www.esab.com/ gb/en/support/upload/OK-AristoRod-welder-guide-book. pdf.
[10]Esab.Welder Guide Book[EB/OL].Http://www.esabna.com/ shared/documents/litdownloads/gen2680-2weldersguidebo okemail.pdf
Relationships between droplet transfer form and usability quality of non-copper-coated wire
SUN Xian
(Institute of Welding Consumables,Taiyuan University of Technology,Taiyuan 030024,China)
In this paper,the relationships between the form of droplet transfer and the usability quality of copper-coated and noncopper-coated wire were reviewed.The results show that there are three kinds of droplet transfer form when using two kinds of GMAW welding wire:large droplet transfer,spray transfer and short circuit transfer;the transition current of the droplet from the droplet to the spray is present using argon-rich mixed gas.The arc of non-copper-coated wire is improved and the droplet is refined,and the transition current is lower than that of the copper-coated wire;the correct matching of welding current and arc voltage is an important condition to obtain satisfactory transfer form.In addition to the composition of welding wire and coating,and base metal weldability,the usability quality of welding wire is mainly controlled by welding process conditions.By means of the matching changes of process parameters,the relationships between the droplet transfer form and the usability quality of welding wire are established,and the internal connection is mainly the change of the droplet size and the transition current.
droplet transfer form;usability quality of welding wire;non-copper-coated wire
TG422.3
A
1001-2303(2017)05-0001-07
10.7512/j.issn.1001-2303.2017.05.01
2016-12-19;
2017-04-05
孫 咸(1941—),男,教授,主要從事焊接材料及金屬焊接性方面的研究和教學工作。E-mail:sunxian99@163.com。
本文參考文獻引用格式:孫咸.無鍍銅焊絲熔滴過渡形態與工藝質量的關系[J].電焊機,2017,47(05):1-7.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
