壓力蒸汽滅菌器的質量控制指標監測及分析
2017-06-01 10:45:01孟祥雨司嘯辰郭曉偉
中國醫學裝備 2017年3期
孟祥雨 汪 然 司嘯辰 康 霓 郭曉偉
壓力蒸汽滅菌器的質量控制指標監測及分析
孟祥雨①*汪 然①司嘯辰①康 霓①郭曉偉①
目的:探討分析壓力蒸汽滅菌器的溫度質量控制監測方法,以解決滅菌器的滅菌溫度和滅菌時間偏差問題。方法:采用外置溫度壓力檢測儀對滅菌設備性能進行檢測,壓力蒸汽滅菌器使用溫度檢測儀對滅菌程序的溫度和時間進行檢測,壓力蒸汽滅菌器使用溫度,壓力檢測儀對滅菌程序的溫度、壓力和時間進行檢測。結果:滅菌器自帶的溫度傳感器因長期使用而導致的偏差,致使溫度漂移、不準,平均偏差為3.1%。結論:應用外置溫度壓力檢測儀對滅菌設備性能檢測的方法能夠準確地對溫度等指標進行監測,解決了高端消毒設備現無外置設備監測的問題。需定期對壓力蒸汽滅菌器內部自帶的溫度、壓力表進行監測或經外置溫度壓力檢測設備確認驗證,以評估壓力蒸汽滅菌設備自帶的溫度、壓力表的準確性。
蒸汽滅菌器;質量控制;安全;溫度;壓力;檢測
孟祥雨,男,(1989- ),本科學歷,助理工程師。首都醫科大學附屬北京友誼醫院醫學工程部,從事設備維修管理工作。
高壓蒸氣滅菌法是一種迅速而有效的滅菌方法,使用高壓蒸氣滅菌器,利用加熱產生蒸氣,隨著蒸氣壓力不斷增加,溫度隨之升高,通常壓力為103.4 kPa時,器內溫度可達135 ℃,維持15~30 min,可殺滅包括芽胞在內的所有微生物[1-2]。滅菌方法需要溫度升至一定程度時保持一定時間,而設備自帶的溫度監測所使用的溫度傳感器位置固定,且無法進行校準[3]。為此,本研究采用外置溫度壓力檢測儀對滅菌設備性能進行檢測的新方法,準確地對溫度進行監測。
1 資料與方法
1.1 儀器設備
選取醫院3臺櫻花NSH-G12W蒸汽滅菌器,其中1臺使用1年,2臺使用8年,平均使用年限為5.6年;3臺蒸汽滅菌器均在中心供應室使用。其中使用頻率最高的設備運行滅菌程序循環次數為22578次,最短的為147次,平均循環次數為10904次。依據國家相關的法規對日常保養進行要求以及國家質量技術監督檢驗檢疫局特種設備安全監察局下達的固定式“壓力容器安全技術監察規程”(TSG_R0004-2012)相關規定,對三類壓力容器進行滅菌溫度監測[4-5]。
檢測設備為Bio tech溫度壓力檢測儀,型號BT-311D。經過質監局檢測,符合國家規范JJF 1308-2011“醫用熱力滅菌設備溫度計校準規范”。
1.2 檢測標準
根據國家標準GB8599“大型壓力蒸汽滅菌器技術要求自動控制型”強制要求,滅菌器的平衡時間<30 s、維持時間內的單點溫度波動1 ℃、兩點溫差2 ℃、溫度帶+3 ℃;并要求滅菌器安裝、大修或更換重要配件后需驗證其滅菌參數是否有效,這些指標需要使用溫度、壓力檢測儀方能完成監測。
1.3 檢測方法
(1)根據國際標準化組織(International Organiz-ation for Standardization,ISO)15883-1-2009-09,采用外置溫度壓力檢測儀,設置6個傳感器測試點,分別記錄自動升溫位置、最快升溫位置、最慢升溫位置及其他參考溫度點。建議每種裝載類型至少使用6個測溫傳感器做2次,傳感器擺放位置如圖1所示[6-7]。
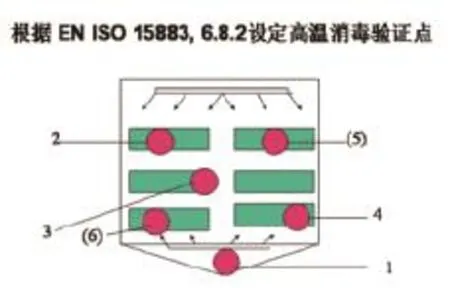
圖1 傳感器點位設置示意圖
(2)使用4個測溫傳感器分3次檢測,逐層放置,每次測試一個水平面4角的溫度,如圖2所示。

圖2 單層傳感器測試點位設置實物圖
(3)本次測試采用第一種測試方法,6個測溫傳感器同一載重量做2次,記錄最高溫度和保持時間是否符合設備預設溫度和滅菌程序,取2次平均數值。滿載重量為400 kg,測試時測試高壓蒸汽滅菌器滅菌金屬器械和棉布敷料時的測試溫度。對3臺滅菌器均設置134 ℃,10 min以及同樣的程序進行滅菌。
2 結果
(1)滿載重量為400 kg時測試使用期為8年的高壓蒸汽滅菌器滅菌金屬器械時的測試溫度見表1。

表1 金屬器械滅菌時的測試溫度(使用8年)
滿載重量為400 kg時測試使用期為1年的高壓蒸汽滅菌器滅菌金屬器械時的測試溫度見表2。
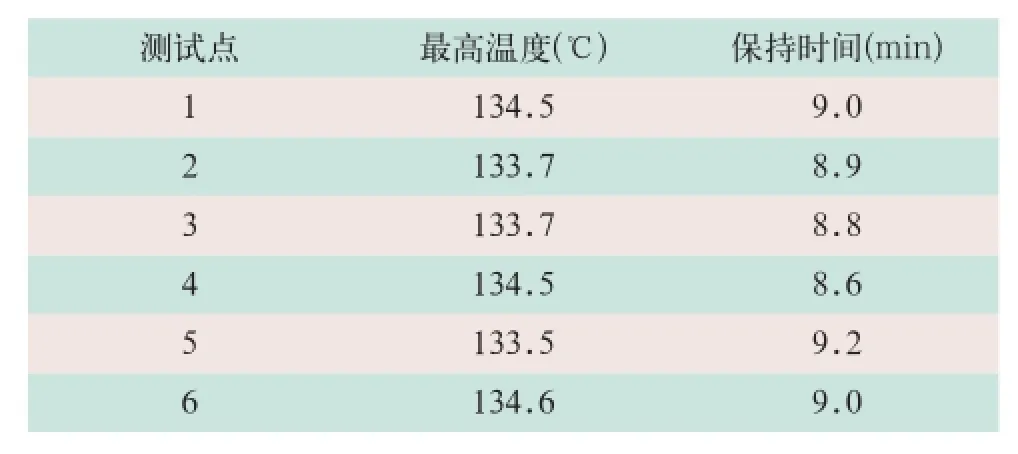
表2 金屬器械滅菌時的測試溫度(使用1年)
檢測結果表明,在進行滿載滅菌金屬器械時使用8年的設備檢測溫度比使用1年的設備溫度偏低,且維持時間偏短。
(2)在對棉布敷料滅菌消毒時的測試中,由于敷料棉布的體積較大,滿載重量<400 kg,因此取最大整數測試。滿載重量為300 kg時,測試使用期為8年的高壓蒸汽滅菌器滅菌棉布敷料時的溫度見表3。

表3 棉布敷料滅菌消毒時的測試溫度(使用8年)
測試使用期為1年的高壓蒸汽滅菌器滅菌棉布敷料時的溫度見表4。

表4 棉布敷料滅菌消毒時的測試溫度(使用1年)
檢測結果表明,在進行滿載滅菌棉布敷料時使用8年的設備檢測溫度比使用1年的設備溫度偏低,且維持時間偏短。使用8年的滅菌器,溫度傳感器比使用1年的溫度傳感器存在衰減測試不準的情況。使用8年的滅菌器實際測試溫度和設備設置溫度的平均偏差為3.1%。金屬器械在滿載滅菌時測試成功,均達到滅菌要求。由于棉布類的物體密度較小,存水量較大,故滅菌效果無金屬器械的效果好,應改進碼放方式及程序滅菌時間[8]。
3 問題分析與改進措施
3.1 存在問題
(1)主要問題。①溫度和設定值存在差異;②時間和設定值存在差異;③腔體內溫度分布不均勻。3個問題是最主要的消毒、滅菌安全隱患,因此需加強規范管理和監測。
(2)滅菌溫度維持時間的計算。滅菌器滿載時,如果滅菌包內有空氣存在,會影響滅菌包的升溫速度[11]。滅菌器自身的溫度傳感器到達滅菌溫度開始計算維持時間,但有可能包內的溫度還未達到滅菌溫度,造成包內維持時間無法達到4 min。
3.2 改進措施
(1)減少單次滅菌量,增加滅菌次數,將被消毒物體碼放均勻,減小密度,定期監測滅菌質量空載時,將溫度壓力檢測儀直接放在滅菌器內的排水口處,記錄溫度、壓力和時間.
(2)檢測滅菌硬質容器、超大超重包滅菌參數和有效性,將溫度記錄儀直接放入硬質容器內或超大超重包內記錄滅菌過程的溫度和時間.
(3)監測滅活具有特殊抗力的微生物的過程,直接將溫度記錄儀放入滅菌包中,記錄滅菌維持時間和溫度,在不打開包的情況下,了解包內滅菌參數[9-10]。
4 結論
使用溫度壓力檢測儀能夠精確反映清洗消毒機和壓力蒸汽滅菌器的狀態,可更加直觀、實時地查明設備的運行情況,以及是否處在正常的工作狀態,同時能夠更加全面、動態地反映滅菌包內的滅菌過程。而溫度壓力檢測儀是最基本的消毒、滅菌質量監測手段之一,可消除消毒、滅菌不合格帶來的安全隱患,確保每次的消毒、滅菌可以溯源到國家溫度基準,使消毒和滅菌質量有了權威驗證,避免因消毒和滅菌質量帶來的醫患糾紛[12-13]。定期檢測清洗消毒機的設定溫度和設定時間;定期監測壓力蒸汽滅菌器的溫度壓力和時間;定期監測滅菌效果將溫度壓力檢測儀放在最難滅菌的位置;使用超大超重包和硬質容器時要驗證其滅菌參數的有效性。
本研究根據國內下排氣式壓力蒸汽滅菌器的使用情況和滅菌失敗的隱患進行分析。參照國內外的標準,對壓力蒸氣滅菌設備必須定期在不同實際裝載條件下實現對平臺期溫度、壓力及時間過程進行檢測的要求。本研究將進行后續跟蹤驗證。
[1]張浩軍,劉惠萱,朱玲,等.TSXD-150型天使牌多功能純動態消毒機消毒效果觀察與分析[C].中華醫院管理學會第十屆全國醫院感染管理學術年會論文匯編,2003.
[2]錢承坤.醫療設備的臨床風險管理及評估規范探討[J].臨床合理用藥,2013,6(20):124-125.
[3]徐萍,許曉賀.影響全自動清洗消毒機程序中斷的人為因素及對策[C].中華護理學會第7屆消毒供應中心發展論壇論文匯編,2011.
[4]朱永松,甘寧.醫院物業外包管理的服務、成本與風險控制[J].中國醫院,2015,19(1):64-65.
[5]龔宇同,王奎濤,張治國.新型二氧化氯空間消毒機的應用[C].全國制漿造紙行業國產二氧化氯裝備及節能減排新技術應用推介會論文集,2011.
[6]狄紹波.櫻花NSS—O型高壓蒸汽滅菌柜的維修與保養[J].現代醫學儀器與應用,2007,19(4):70-72.
[7]余貴.EN ISO15883-清洗消毒機的應用[C].中華護理學會第六屆消毒供應中心發展論壇暨兩岸四地學術交流研討會論文匯編(上冊),2010.
[8]陳文莉.關于不銹鋼器械生銹的原因分析及解決方法[C].中華護理學會第六屆消毒供應中心發展論壇暨兩岸四地學術交流研討會論文匯編(下冊),2010.
[9]何志剛,邵愛仙,顧青,等.流動酸性氧化電位水去除胃鏡污染枯草桿菌黑色變種芽孢的研究[C].2005年浙江省消化系疾病學術會議論文匯編,2005.
[10]王瑞紅.淺淡醫護人員如何預防非典型肺炎[C].全國門急診護理學術交流暨專題講座會議論文匯編,2004.
[11]鄭艷珠.急救醫療設備的安全及風險管理[J].中國醫學裝備,2014,11(11):102-104.
[12]李強.探討醫學工程學科在醫療器械不良事件監測中的作用[J].中國醫學裝備,2016,13(5):138-140.
[13]孟占花.全自動清洗消毒機集中處理呼吸機管路的效果評價[C].中華護理學會第六屆消毒供應中心發展論壇暨兩岸四地學術交流研討會論文匯編(下冊),2010.
[14]章敏青,戴小丫,吳陽軍.清洗消毒機集中處理CR腰子盤效果觀察[C].中華護理學會第六屆消毒供應中心發展論壇暨兩岸四地學術交流研討會論文匯編(下冊),2010.
[15]周俊濤,王曉艷,史婧.多艙式清洗消毒機常見故障分析及應對措施[C].中華護理學會第7屆消毒供應中心發展論壇論文匯編,2011.
The QC monitoring and analysis for pressure steam sterilizer/
MENG Xiang-yu, WANG Ran, SI Xiao-chen, et al//
China Medical Equipment,2017,14(3):46-48.
Objective: The temperature and quality control monitoring methods of pressure steam sterilizer were analyzed to solve the sterilization temperature and sterilization time deviation of the sterilizer. Method: The external temperature and pressure detector to detect the performance of sterilization equipment: pressure steam sterilizer should use the temperature detector on the sterilization process temperature and time to detect the pressure steam sterilizer use temperature and pressure detector on the Bacteria program temperature, pressure and time to detect. Results: The temperature sensor drift caused by long-term use of the temperature sensor, the average deviation of 3.1%. Conclusion: The application of new external temperature and pressure detector on the performance of sterilization equipment can accurately monitor the temperature and other indicators. The temperature and pressure gauge inside the pressure steam sterilizer shall be monitored regularly or verified by the external temperature and pressure testing equipment to assess the accuracy of the temperature and pressure gauge of the pressure steam sterilization equipment.
Steam sterilizer; Quality control; Safety; Temperature; Pressure; Testing
1672-8270(2017)03-0046-03
R197.39
A
10.3969/J.ISSN.1672-8270.2017.03.012

2016-06-07
①首都醫科大學附屬北京友誼醫院醫學工程部 北京 100050
*通訊作者:mxy134679825@foxmail.com
[First-author’s address] Department of Clinical Engineering, Beijing Friendship Hospital, Capital Medical University, Beijing 100050, China.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年12期)2016-04-16 02:52:00