關(guān)于D系列零件熱處理變形原因分析及其控制
2017-05-30 08:52:59張力芹孔秀苓邢偉杰
科技風(fēng) 2017年4期
張力芹 孔秀苓 邢偉杰
摘 要:結(jié)合熱處理的生產(chǎn)特點(diǎn)對(duì)零件熱變形原因進(jìn)行分析,進(jìn)而對(duì)其進(jìn)行控制。
關(guān)鍵詞:淬火變形;熱應(yīng)力;組織應(yīng)力;屈服強(qiáng)度;淬透性;滲碳
熱處理變形主要是由于處理過(guò)程中產(chǎn)生的熱應(yīng)力和組織應(yīng)力以及工件自重變形等共同作用而產(chǎn)生的。影響淬火變形的因素很多,包括零件的幾何形狀、原材料及冶金質(zhì)量、鍛造和機(jī)加工的殘余應(yīng)力、裝料方式和熱處理工藝等諸多方面。減少變形,能夠提高零件的承載能力和使用壽命,降低噪音,對(duì)減少后期產(chǎn)品加工余量,降低生產(chǎn)成本都具有重要意義。
一、變形產(chǎn)生的原因
零件變形包括尺寸變化和幾何形狀變化,一般情況下兩種變形往往同時(shí)產(chǎn)生。無(wú)論是那種變形都是由于熱處理時(shí)工件內(nèi)部的熱應(yīng)力和組織應(yīng)力綜合作用的結(jié)果的。當(dāng)應(yīng)力大于材料的屈服強(qiáng)度時(shí)變形就會(huì)產(chǎn)生,因此,淬火變形還與鋼的屈服強(qiáng)度有關(guān),材料塑性變形抗力越大,其變形程度就越小。
二、影響熱處理變形的因素
(一)材料淬透性
材料淬透性是影響熱處理變形的主要因素之一,淬透性帶寬較小變形較小;反之則變形較大。因而在設(shè)計(jì)齒輪選材時(shí),在淬透性能滿足心部要求前提下,應(yīng)盡可能控制好淬透性帶, 以利于變形規(guī)律的統(tǒng)計(jì)和摸索,D16、D20變速器中檔位齒材料選用DSCM436H、軸類材料選用DSCM419 H均為保證淬透性材料(即滿足淬火后齒輪心部有足夠的硬度)。根據(jù)材料的熱處理性能,在允許情況下,可通過(guò)改變熱處理方法來(lái)達(dá)到設(shè)計(jì)要求,即將選材與熱處理方法有機(jī)的結(jié)合起來(lái),以免降低熱處理工藝性能,造成不必要的變形,甚至產(chǎn)生不合格品。
(二)鋼的原始組織
材料化學(xué)成份波動(dòng)較大,有害夾雜物含量高,鋼錠偏析嚴(yán)重,帶狀組織超差等對(duì)零件變形控制造成先天性缺陷,為避免這類問(wèn)題,目前公司對(duì)原材料進(jìn)行了嚴(yán)格的控制,如下表化學(xué)成份:
其中特別對(duì)銅和鋁含量做出的規(guī)定,是保證原料為熱軋鋼材、本質(zhì)細(xì)晶粒鋼。同時(shí)晶粒度對(duì)變形有著明顯的影響,因而要嚴(yán)格控制晶粒度尺寸及混晶,齒輪通常要求晶粒度在6-9級(jí),由于冷擠加工工藝的特點(diǎn),使這類零件毛坯組織中存在混晶現(xiàn)象,因此對(duì)其變形控制不是很理想。
(三)幾何形狀
零件結(jié)構(gòu)過(guò)于復(fù)雜,往往在淬火時(shí)應(yīng)力分布不均勻,而產(chǎn)生不規(guī)則變形。因此,零件設(shè)計(jì)時(shí),在滿足使用性能的條件下,要盡可能兼顧熱處理變形。
(四)機(jī)加工余量
機(jī)加工由于在進(jìn)給量、工件各部位加工余量及加工方式上的差異,可導(dǎo)致工件各部位殘余應(yīng)力性質(zhì)不同和應(yīng)力分布不均衡,致使工件在淬火時(shí)發(fā)生變形。為此,要嚴(yán)格控制進(jìn)刀量和換刀頻次,避免工件熱處理后造成的不良影響,如:齒套類零件曾經(jīng)出現(xiàn)過(guò)熱處理后變量過(guò)大,并存在縮口現(xiàn)象,經(jīng)調(diào)查是內(nèi)孔花鍵拉刀沒(méi)按規(guī)定進(jìn)行換刀,切削應(yīng)力過(guò)大,從而引起零件熱處理后變形量過(guò)大。
(五)預(yù)先熱處理
鍛件質(zhì)量的控制:
1)合理的鍛造流線和鍛造比;
2)嚴(yán)格控制鍛件利用率;
3)加強(qiáng)鍛后熱處理控制。
三、熱處理控制變形的措施
滲碳淬火是控制零件變形的重要環(huán)節(jié),一般可以在以下幾方面加以控制:
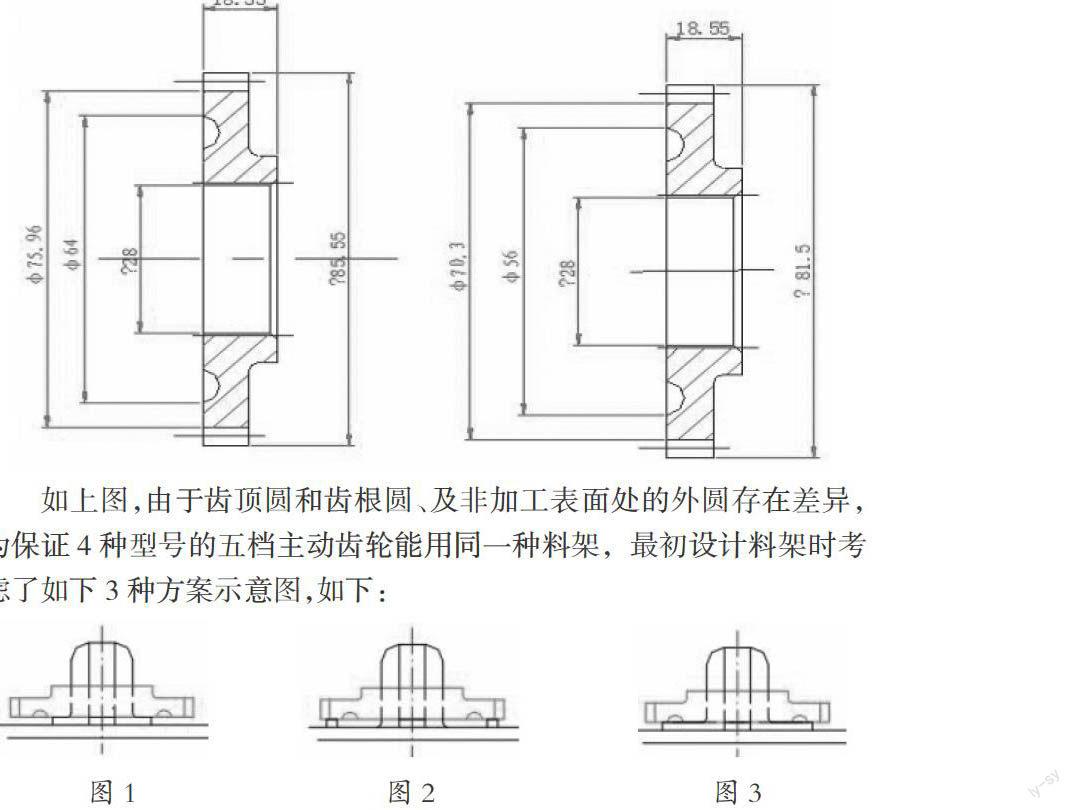
(一)裝爐方法
1)采用圖1方案:會(huì)產(chǎn)生因工件自重在高溫下蠕變而引起的變形,對(duì)工件平面度有較大的影響;
2)采用圖2方案:由于T1.4T和V2.0與L1.6和L1.8五檔主動(dòng)齒輪尺寸不同,后兩型號(hào)的齒輪,淬火時(shí)料架上的支撐點(diǎn)對(duì)工件齒面的變形有影響,同時(shí)齒底面還存在磕碰的隱患;
3)采用圖3方案:合理地設(shè)計(jì)支撐部位尺寸,可以使4種型號(hào)的五檔主動(dòng)齒輪同時(shí)避免上述兩方案的問(wèn)題。
各種齒輪、軸滲碳淬火一般采用串掛、平放,是最基本的裝料方法,也衍生出相關(guān)一些較特殊的裝料方式,如:
1)對(duì)于軸類工件盡量保持垂直裝料,零件重心放在下半部分。
2)如主減速類工件采用雙排料棒串放或雙支撐串放,在保證平面度的同時(shí)可減小在高溫下產(chǎn)生蠕變。
3)帶內(nèi)花鍵類的齒輪,中間加實(shí)心芯棒、平放,可以減小花鍵的喇叭口,目前五檔主動(dòng)齒輪裝爐方式已做出加實(shí)心梅花芯柱的調(diào)整。
4)對(duì)于外型結(jié)構(gòu)特殊的產(chǎn)品,增加輔助夾具,減小產(chǎn)品不同部位間的冷速差異,減小變形。如采取加放墊圈,孔徑加蓋等措施。
(二)滲碳與淬火溫度選擇
通常采用的滲碳溫度為920-930℃,淬火溫度為AC3以上30-50℃。一般情況下,淬火溫度越高,工件截面上的溫差越大,使熱應(yīng)力增加,工件變形增大;滲碳溫度越高,降低了奧氏體塑性變形的抗力,變形越大(在原材料狀態(tài)較差時(shí)更為明顯)。從減少變形角度出發(fā),盡量選擇較低的滲碳和淬火溫度對(duì)變形是有利的。
選擇860-880℃之間較低滲碳溫度以及AC1-AC3之間的亞溫淬火工藝,可以受到非常好的效果。至于AC1-AC3之間具體淬火溫度的選擇,還要視零件的模數(shù)大小,以及對(duì)心部組織的要求而定。淬火溫度過(guò)低會(huì)造成心部游離狀鐵素體的析出。
(三)淬火介質(zhì)
淬火介質(zhì)是影響變形的重要因素,為了減小變形,一般可選用冷卻較緩和的介質(zhì)(對(duì)流階段冷速較低<10℃/s),以及較高的介質(zhì)溫度110-130℃(減小淬火時(shí)零件的溫差)。在表面及心部硬度允許的前提下,還可選擇較低的攪拌速度。
(四)其他手段
此外對(duì)于少數(shù)在常規(guī)的可控氣氛爐上很難達(dá)到其變形要求的零件,可采用專用夾具和淬火壓床,低壓滲碳?xì)獯愕裙に嚕墙鉀Q這一問(wèn)題的較好途徑,但是也增加了熱處理在設(shè)備、人員方面的成本。因此常規(guī)的大批量生產(chǎn)應(yīng)盡量在上面介紹的幾種方法中加以選擇。
需要指出的是以上介紹的方法在實(shí)際生產(chǎn)中往往需要幾種同時(shí)應(yīng)用,有時(shí)會(huì)取得意想不到的效果。
四、結(jié)語(yǔ)
1)熱處理變形的產(chǎn)生因素是多方面的,是原材料、鍛造、機(jī)加工、零件形狀、熱處理工藝等多方面作用后的集中體現(xiàn),因此控制熱處理變形需要多方面的共同配合。
2)通過(guò)選擇適當(dāng)?shù)臒崽幚砉に嚕谝欢ǖ姆秶鷥?nèi)可以減小變形的產(chǎn)生。
參考文獻(xiàn):
[1] 趙連城主編.金屬熱處理原理.哈爾濱工業(yè)大學(xué)出版社.
[2] 中國(guó)機(jī)械工程學(xué)會(huì)熱處理學(xué)會(huì)、《熱處理手冊(cè)》編委會(huì)編.熱處理手冊(cè).