新型數控陶瓷滾壓成型機的研制
2017-05-11 18:01:43邱涵曹琪莫錦堂謝丹潔李忠
佛山陶瓷 2017年4期
關鍵詞:產品
邱涵+曹琪+莫錦堂+謝丹潔+李忠

(佛山科學技術學院材料科學與能源工程學院, 佛山528000)
摘 要:滾壓成型具有坯體質量好、操作簡單的優點,現廣泛應用于各類日用陶瓷產品的加工。而現有的陶瓷滾壓成型機普遍存在加工高度、口徑受限和智能化不足的問題。針對這些問題,本文設計了一種新型數控陶瓷滾壓成型機,對模頭的橫向運動與豎向運動作精準控制,并擴大控制范圍,突破了脫模時產品高度與口徑的限制。同時,新型數控陶瓷滾壓成型機改進傳統的傳動結構,引入數字化系統,實現生產上的智能化。通過樣機的制作與測試,驗證了本設計在生產實際中對提高產品質量和提高生產效率上的優勢。
關健詞:陶瓷;滾壓成型;橫向運動; 豎向運動;數控;智能
1 引言
隨著社會的發展,陶瓷胚體成型從手工(手拉)方式、手工注漿到高壓注漿[1],發展到滾壓成型以及沖壓成型等,這是歷史發展不同陶瓷器型不同工藝技術的需求。手工方式是最為傳統的工藝,具有收藏價值,但生產效率最低。手工注漿方式解決了一部分手工難以完成的器型,但采用極稀的瓷泥,燒成收縮率難以控制。高壓注漿方式在手工注漿的基礎上利用氣壓推壓陶瓷泥在模具中成型,因瓷泥不用很稀,生產機械簡單,所以成為目前生產主流,但由于采用相對比較稀的陶瓷泥,胚體成型時間較長,燒成收縮率變化也比較大,也局限一部分餐盤類的形狀,且必須有一定數量的模具。沖壓成型方式是利用鋼模和沖壓模頭沖壓瓷泥成型,雖燒成率有所提高,但機械成本高,目前僅局限于國外少數廠家。滾壓成型[2]方式,顧名思義就是利用軸的轉動和機械壓力使瓷泥在模具中成型,能做到批量生產,且可以采用比較硬(含水率低)、燒成率高、燒成率變化少的瓷泥,目前是廠家采用得較為主流的陶瓷成型方式。
2 陶瓷滾壓成型機的背景及現狀分析
2.1 背景技術
目前,市場上的陶瓷滾壓成型機的模頭行程是按弧度運動壓入模母或脫離模母,這種機械在生產時局限于一定胚體高度和產品口徑,且效率相對低。本設計提供了一種新型數控陶瓷滾壓成型機,包括設有支腿的工作平臺,在工作平臺上固定四根垂直臺面的光軸,在光軸上套接有沿光軸上下滑動的升降平臺,升降平臺的下方設有控制其升降的伺服動力總成,在升降平臺上固定的傳動箱兩端分別與步進伺服電機、模頭電機連接,模頭電機的輸出軸設有模頭,垂直于工作平臺的臺面,模頭與置于工作平臺上方的由平臺下電機驅動模母配合。本設計針對現有滾壓成型機械存在的問題改進,對模頭的橫向運動與豎向運動作精準控制,且控制范圍大,保證模頭成型后脫模時不受產品高度與口徑的限制。
2.2產品現狀分析
陶瓷滾壓成型機較其他類型陶瓷機械具有許多顯著的特點,如成型坯體強度大且結構均勻、壽命長、操作簡單等,使其在碗、盤類等日用陶瓷產品的生產中得到了廣泛的應用,可以說我們日常生活所用到的日用陶瓷品絕大多數是使用陶瓷滾壓機所生產的。因此陶瓷滾壓成型機是陶瓷工業的重要組成部分,陶瓷工業的發展離不開先進陶瓷滾壓成型機的研發[3]。
目前,陶瓷滾壓成型機已經具有很多先進的半自動和自動滾壓生產線,但設計的機型均對模頭和產品有所限制,難以進一步提高滾壓成型機的數字化控制。貴陽市新航鑄造材料科技開發有限公司的毛晟發明了一種陶瓷滾壓成型壓模裝置[4],具體包括機架、電機、凸輪機構、壓模機構、升降機構和剎車機構等等。該裝置具有結構緊湊、生產效率高、操作維修方便、造價便宜的優點;但其存在著明顯的不足:利用凸輪控制壓模杠桿做圓弧運動,存在只能生產局限于胎體高度低口徑大的產品;凸輪機構長時間高強度運轉,機械磨損較大,準確度低,產品一致性差;電機全程運行,耗能大,噪音污染大;機器各項參數偏于固定,難以修改。
蘇家偉發明的一種陶瓷滾壓成型雙頭壓模裝置[5],其包括機架,機架上設有鏈傳動機構、凸輪機構、升降機構和壓模機構,鏈傳動機構的傳動鏈上設有若干工位,每個工位上設有一對座圈,該裝置結構緊湊,能有效地提高生產效率。但其仍存在以下不足:利用升降機構控制模頭,僅能實現縱向調整,不能橫向調整,不利于模頭與成型產品的脫離;電機全程運行,耗能大,噪音污染大;未能實現數字化控制,產品器型較為單一。
徐立華發明的TGC350-K滾壓成型機為較高科技、較高效率、低成本的機型。其采用永磁電機實現無級變速,主軸、滾頭軸與電機軸合二為一,主軸運動電器控制,轉速數字顯示,但是實現起來非常困難[6]。
2015年新型涉及機械設備技術領域,尤其涉及一種陶瓷滾壓成型設備;實用新型的陶瓷滾壓成型設備,包括主機座、主機架、支撐橫梁、第二碾壓部件、驅動部件和第一碾壓部件;所述第一碾壓部件旋設于所述驅動部件上;所述第二碾壓部件包括固定座、主導向桿、旋轉調節件、調節手柄、鎖定部件、下端壓板、傳動墊片和壓縮桿等[7]。
3 陶瓷滾壓成型機的改進方案
3.1機械原理分析
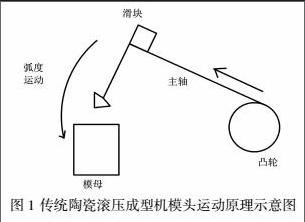
由于陶瓷滾壓成型具有成型坯體強度大、操作簡單和自動化等優點,使其大量地應用在碗類、盤類等日用陶瓷品廠中。但是目前廠家采用的主流陶瓷成型機仍在成型坯體高度和尺寸上有很大的局限性,其具體原理如圖1所示:利用電機帶動凸輪使主軸按凸輪的形狀作弧形運動,同時模頭作滾動壓入模母的瓷泥到位,然后滑塊運動使模頭在模母中作一次往返運動才能使模頭脫離成型好的胚體。但目前這種機械生產的產品僅局限于一定胚體高度和產品口徑,否則當模頭成型后要脫離模母內的胚體總是要破壞胚體的嘴口邊緣,所有的動作是按照凸輪的形狀作弧形運動,調節比較麻煩,滑塊運動行程也僅能作1 ~ 2 cm的范圍往返剛好能脫模而已,能夠成型的產品也局限于胎體高度低口徑大的產品。
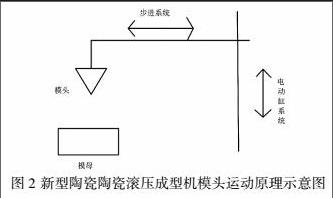
我們創新的滾壓成型機工作原理如圖2所示:模頭可根據需要自由進行橫向和縱向運動,這樣模頭的運動無論上升或橫向均是直線的,使模頭成型后脫模時不受產品高度與口徑的限制,大大擴大產品的形式。
3.2產品構型設計
如圖3所示,這種新型數控陶瓷滾壓成型機,主要包括工作平臺12、控制器1、伺服動力總成2、模母電機3、模頭電機4、步進伺服電機7、傳動箱8和升降平臺9。模頭電機4的輸出軸垂直于工作平臺12的臺面,模頭電機4的輸出軸上設有模頭6,模頭6與置于工作平臺12上方的模母5配合,模母5通過置于工作平臺12下方的模母電機3驅動。
為了實現自動調整,并且在調整中保證進給的穩定性,設有控制器1,控制器1分別與伺服動力總成2、模母電機3、模頭電機4和步進伺服電機7電連接。利用控制器1中的電路板上的通路及開關來控制伺服動力總成2、模母電機3、模頭電機4和步進伺服電機7間的電流輸入量,實現對電機的運轉速度以及運轉量的調整,從而完成整個裝置的數字智能控制[8]。同時,對于模母電機3和模頭電機4是直接作用在加工的陶瓷產品上,要求運轉速度快,而且穩定,因此采用高速磁電機,同時模母電機3和模頭電機4具有同步控制器,保證兩者能夠同步運轉;對于步進伺服電機7,需要精確控制模頭及升降平臺的移動距離,因此采用伺服電機,可以正反向運轉,而且控制精確,整個裝置運行低噪音,低耗能[9]。
本成型機在具體加工時,利用控制器1的微調操控,對驅動電機2-1、模母電機3、模頭電機4和步進伺服電機7進行速度及起停的控制,保證模頭6高速旋轉的同時,能夠垂直升降,并且左右水平進給,保證模頭的運動無論上升或橫向均是直線的,最終在進模或脫模時,避免對陶瓷邊沿產生損壞。
4 樣機實驗測試
為了保證設計方案的可行性可體驗實際使用效果,在完成設計方案后做出了產品的樣機(如圖4)。為了保證實驗的準確性,在測試過程中進行了大量的實驗,根據實驗數據的樣本均值,分析了陶瓷坯體口徑深度比為0.6 ~ 1.0時,傳統滾壓成型機與新型滾壓成型機在不同滾壓深度下新方案與傳統方案在效率、抗折強度、燒結收縮率、燒成率等方面的優劣。
表1中的實驗數據表明:
當陶瓷坯體的滾壓深度h≤6 cm時,新型滾壓成型機與傳統的滾壓成型機在生產效率上是相同的 。新型滾壓成型機產品的抗折強度比傳統滾壓成型機的高了0.29%,燒結收縮率低了1 ~ 5%,燒結率提高了約5%。
當陶瓷坯體的滾壓深度6 cm 當陶瓷坯體的滾壓深度h≤6 cm時,新型滾壓成型機比傳統的滾壓成型機的生產效率提高了100%。新型滾壓成型機產品的抗折強度比傳統滾壓成型機的高了0.29%,燒結收縮率低了1 ~ 5%,燒結率提高了約5%。 表2中的實驗數據表明: 新型滾壓成型機比傳統滾壓成型機的生產噪聲低了4~5 dB。同時,新型滾壓成型機比傳統滾壓成型機的耗電量每單位低了2 kwh。 5 結論 本論文設計研制的智能陶瓷滾壓成型數控機與傳統滾壓成型機相比,具有結構簡單、切削力大的優點。通過模頭控制裝置的改進,使模頭可以作橫向和縱向雙向運動,生產產品不受高度與口徑的限制,適用陶瓷器型更廣;通過改進伺服系統對模頭進行精準控制,且控制范圍更大。通過改進機器的電機及密封系統,使其運行噪音和能耗降低,更加環保。經過生產實驗,采用本設備滾壓成型深度大于10 cm的陶瓷坯體時,其生產效率比傳統設備提高約1倍。本設計在完成樣機測試后與當地廠家進行了合作,應用前景得到了普遍看好。相信隨著產品的后續開發應用,對現有陶瓷行業的發展會有良好的推動作用[10]。 參考文獻 [1] 鄭建和, 周才友, 胡敏渝,等. 陶瓷坯件高壓注漿成型工藝[P],中國專利: CN102528898U. [2] 張民. 滾壓成型生產陶瓷瓶的方法[P],中國專利: CN1305887. [3] 張柏清. 中國日用陶瓷機械裝備的現狀及發展趨勢[J]. 山東陶瓷, 2012, 35(4):39-40. [4] 毛晟.陶瓷滾壓成型壓模裝置[P]. 中國專利: CN204935847U. [5] 蘇家偉. 陶瓷滾壓成型雙頭壓模裝置[P]. 中國專利: CN205130087U. [6] 徐立華. TGC350-K滾壓成型機設計[J]. 水利電力械,2004,03:46-48. [7] 金蓮忠.一種陶瓷滾壓成型設備[P]. 中國專利:CN204687040U. [8]胡偉蓉. 數控滾壓成型實驗的開設[J]. 實驗室研究與探索, 2001, 20(2):90-91. [9] 許兵. 數控伺服進給系統精確定位的可靠性分析[J]. 科技促進發展, 2010(2):30-30. [10] 張柏清. 中國陶瓷機械的現狀和發展趨勢[J]. 佛山陶瓷, 2011, 21(5):1-3.
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14