三維集成車削力傳感器數據采集與分析系統設計*
2017-04-21 06:54:26梁松博趙玉龍西安交通大學機械制造系統國家重點實驗室西安710054
傳感技術學報 2017年4期
梁松博,趙玉龍,趙 友(西安交通大學機械制造系統國家重點實驗室,西安 710054)
?
三維集成車削力傳感器數據采集與分析系統設計*
梁松博,趙玉龍*,趙 友
(西安交通大學機械制造系統國家重點實驗室,西安 710054)
切削力與切屑形成、切削熱、刀具磨損和切削振動等現象有著密切聯系,是影響加工精度、刀具壽命和切削效率的重要因素。通過實時測量切削力,及時調整切削參數、優化切削工藝,對于保證加工質量、延長刀具壽命、提高切削效率等有著重要意義。切削力的準確測量和處理離不開優良的數據采集與分析系統,針對基于MEMS壓阻式芯片的三維集成車削力傳感器,以微處理器STM32為控制核心研制了一種三維集成車削力傳感器數據采集與分析系統,實現了三維車削力的標定、實時采集和數據分析功能。
車削力;MEMS傳感器;數據采集;數據分析
在車削過程中,車削力直接影響刀具磨損、零件加工精度和已加工表面質量。因此,以切削力測量進行切削狀態監控,已經成為從事機械加工與研究領域人們的共識[1]。目前,國內外各研究機構研制了基于壓電效應、電阻應變效應、光纖光柵效應的多種切削力傳感器。但應用最廣的是應變式車削力傳感器和壓電式車削力傳感器[2]。壓電式三維車削測力儀具有高剛度、高固有頻率、線性好等優良特點[3]。應變式車削力傳感器具有精度高、可靠性好和長期穩定性好的優點。然而,壓電式車削力傳感器存在三向力測量獨立性差,不易維護,難以測量穩定量的缺陷。應變式車削力傳感器輸出信號弱,同時,其固有頻率和靈敏度是一對不可調和的矛盾。MEMS壓阻式傳感器具有靈敏度高,精度高,響應速度快,可靠性好且易于微型化、集成化的特點[4]。因此,可以解決壓電和應變式車削力傳感器存在的問題。
本文針對車削力的測量需求,在設計一種MEMS壓阻式三維車削力傳感器的基礎上,研究設計了一種如圖1所示的三維集成車削力傳感器數據采集與分析系統,在對傳感器標定之后,能夠同時測量主車削力(Fc)、進給力(Ff)和吃刀抗力(Fp)3個車削力分量,并對數據進行相應的分析。
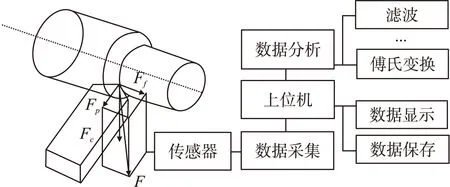
圖1 三維集成車削力傳感器數據采集及分析系統示意圖
1 傳感器結構設計
根據圓環理論,如圖2所示,當八角環分別受到垂直力Fv和水平力Ft作用時,在八角環中,Ft在θ≈50°截面位置處彎矩為0,Fv在θ≈90°截面位置處的彎矩為0[5]。
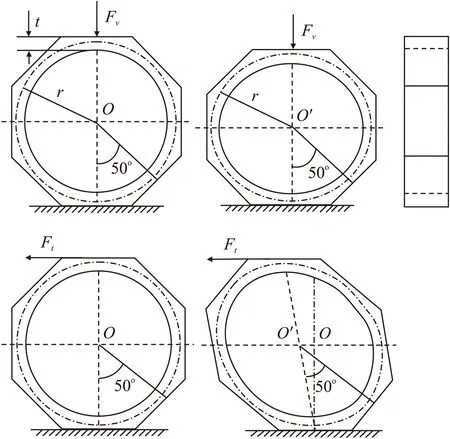
圖2 八角環在垂直力與水平力作用下的變形示意圖
忽略八角環截面所受軸向力,僅考慮彎矩對八角環的作用,在θ≈50°位置處粘貼傳感器芯片可以獨立測量Fv而不受Ft的影響,而在θ≈90°處粘貼傳感器芯片則可以獨立測量Ft而不受Fv的影響[6]。同時,八角環具有良好的機械加工性和剛度,因此,選用兩個相互垂直的八角環作為彈性體[7]。
由Ft和Fv所引起的相應位置處的應力分別為:
(1)
(2)
根據以上分析,設計了如圖3所示的傳感器結構。12個MEMS壓阻式傳感器芯片組成3個惠斯通全橋分別用于測量主切削力(Fc)、進給力(Ff)和吃刀抗力(Fp)。MEMS傳感器芯片貼片方案如圖4所示。
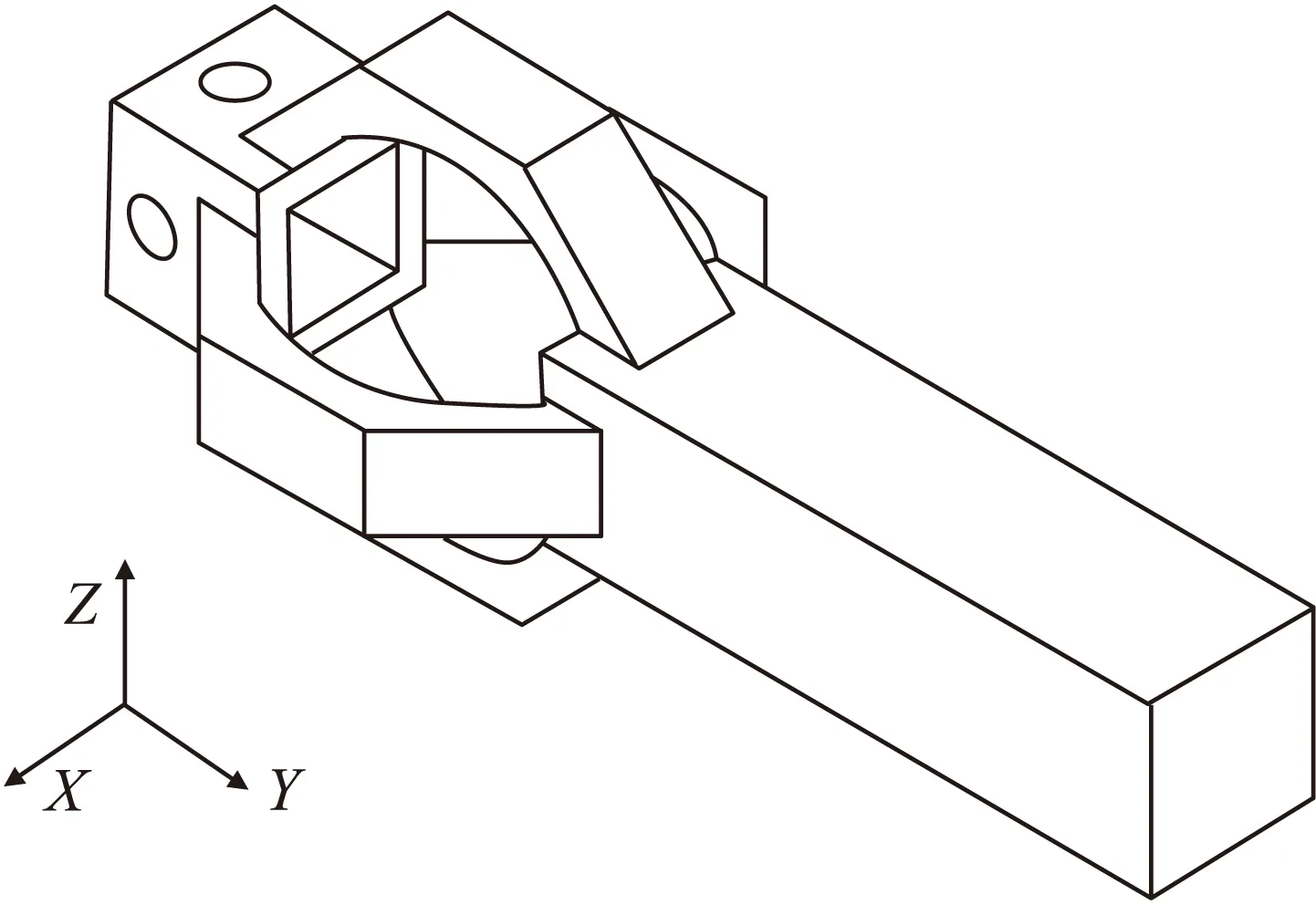
圖3 傳感器結構
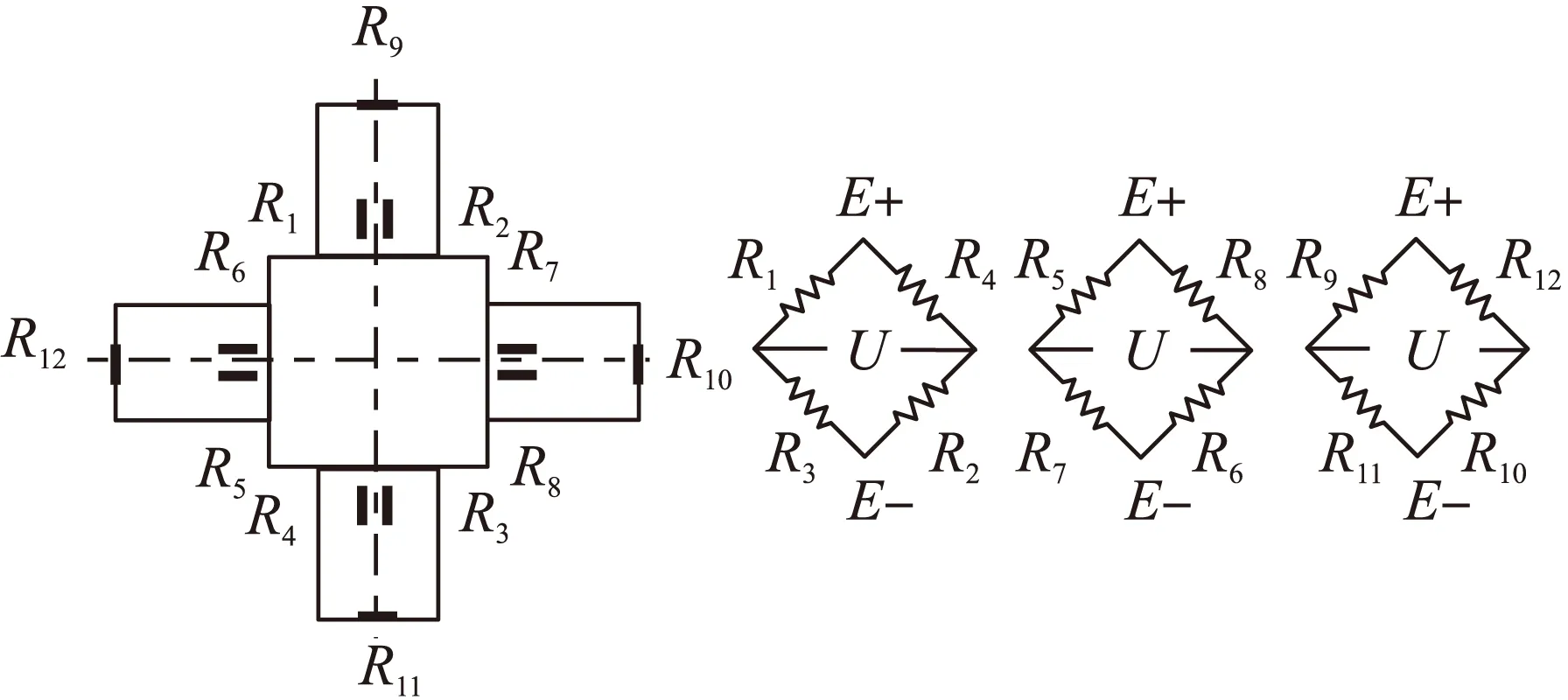
圖4 MEMS傳感器芯片粘貼位置及測量電橋組合示意圖
2 傳感器數據采集系統硬件設計
傳感器數據采集系統硬件以微處理器STM32為核心,最多可同時采集五路傳感器信號,并通過TCP/IP協議發送到上位機。系統硬件設計指標如表1所示。

表1 系統硬件設計指標
系統硬件主要包括:微處理器STM32103ZET6、數字電位計(AD5252)、抗混疊濾波器、低功耗高精度儀表放大器(INA128)、精密基準電壓源(ADR4550)和以太網通訊模塊(W5500)。系統硬件結構如圖5所示。
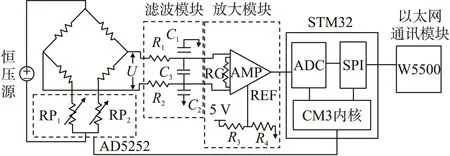
圖5 系統硬件結構示意圖
2.1 信號調理電路設計
測試應力信號時,首先要對其進行信號調理,消除連接應變片和測量橋路之間線纜可能帶來的阻值干擾,保證測量結果的準確性[8]。另外,在傳感器的使用過程中,溫度、芯片蠕變等因素也會使傳感器的零位輸出發生漂移,從而影響測量結果。然而,當放大電路的放大增益確定后,其信號輸入范圍也將確定,傳感器零位輸出漂移會造成有效信號范圍的縮減。通常使用軟件變換坐標原點進行補償,然而軟件補償并不能解決有效信號范圍變窄的問題。在惠斯通電橋橋臂上分別串聯電位器,手動調節電位器平衡橋臂的方法雖然解決了有效信號范圍變小的問題,但手動調整在自動化環境下缺乏主動性,更不能實時調整。
針對上述問題,本文設計了以數字電位計作為核心器件的調理電路,有效減小了零漂和時漂帶來的測量誤差。數字電位計是一種替代傳統機械電位器的新型集成電路,采用數控方式調節電阻值,具有使用靈活,調節精度高等優點,在許多領域已取代機械電位器。改進后的惠斯通電橋由4個電阻與一個AD5252組成。AD5252是ADI公司生產的一種雙通道、阻值1 kΩ,共256個抽頭(ΔR≈3.92 Ω)的數字電位計。由式(3)可知,當R1=R2=R3=R4=R=1 kΩ,U=5 V時,AD5252保持一路通道阻值不變,另一路通道的阻值每變化一個ΔR,電橋輸出變化ΔU≈4.8 mV,完全滿足電橋的信號調理。
(3)
系統開機自檢后,單片機將根據傳感器的初始輸出調節數字電位器平衡電橋橋臂電阻,補償由傳感器零漂產生的誤差。此外,在傳感器非受力狀態下,單片機將檢測傳感器的輸出,并調整電橋橋臂電阻,補償傳感器時漂產生的輸出漂移。
2.2 抗混疊濾波器與放大電路設計
數據采集的抗混疊濾波,在電路設計中是很重要的考慮因素[9]。根據奈奎斯特采樣定律,采樣頻率應大于信號中最高頻率的兩倍,否則模擬信號中的高頻信號會疊加在低頻段,造成混疊現象。因此,在數據采集時,需要采用低通濾波器濾除高頻成分,從而解決頻率混疊。濾波電路采用無源濾波,用L、C無源器件降低相應諧波電流通路的阻抗,與有源濾波相比可有效減小系統功耗[10]。傳感器輸出的差分信號經過抗混疊濾波器,去除信號中的混疊頻率分量。當R1=R2=30 Ω,C1=C2=470 nF,C3=33 nF時,由式(4)可知,抗混疊濾波器的高頻截止頻率fH=9.898 kHz。
(4)
放大電路由高精度儀表放大器INA128和精密基準電壓源組成,可將傳感器信號放大為0~5 V的標準信號。通過調整電阻RG的阻值,放大電路可以實現1倍~1 000倍的增益,當放大電路的增益G=1 000時,放大電路仍有10 kHz的帶寬,完全滿足高速切削時的數據采樣頻率。放大器INA128的REF引腳與精密基準電壓源連接,通過調整R3和R4的比例,可調整放大器的輸出偏置,以滿足傳感器信號為負時的采集需求。由于本模塊是數模混合電路,為減少數字部分對模擬部分的影響,需要將數字部分與模擬部分分離,數字地和模擬地分離,通過0 Ω電阻連接[11]。
2.3 模數轉換電路、數字濾波與通訊電路設計
標準信號的模數轉換由STM32內置的12 bit ADC完成。ADC的最快轉換時間為1.17 μs,并且可以通過DMA方式將轉換的數據直接從ADC寄存器傳輸到指定的目的地址,極大地提高了數據的傳輸速度。

圖6 靜態標定數據濾波前后對比(F=100 N)
靜態測試表明,采集的數據有約2N的波動,這表明,外界干擾對傳感器信號的采集有較大的影響。為提高測量的可靠性和精度,設計數字濾波算法抑制干擾、獲取有用信號[12]。相比模擬濾波器,數字濾波器有著軟件編程容易構建和測試、沒有溫漂等問題,同時它也不要求精密部件,不受制造的限制,沒有老化或磨損等問題的優點。本文設計抗脈沖干擾平均濾波算法,并嵌入STM32微處理器中,STM32微處理器將采集數據進行數字濾波后,再發送給上位機。為防止因數字濾波造成采樣頻率下降,從而不能反映車削過程中因故障或其他原因引起的沖擊信息,本文將ADC采樣頻率提高至110 kHz,連續采集10個點進行濾波,因此,濾波后的采樣頻率依然保持10 kHz。靜態標定數據濾波前后對比如圖6所示。
傳感器數據經數字濾波后,STM32按規定的數據幀結構將數據打包,由驅動網絡芯片W5500電路以TCP/IP協議發送到上位機。數據幀結構如表2所示。數據幀結構中采用0x8F表示標識位,若幀號、用戶數據或CRC校驗中出現0x8F,則要進行轉義處理,轉義規則定義如下:
0x8F<—>0x8E后緊跟一個0x02;
0x8E<—>0x8E后緊跟一個0x01;

表2 數據幀結構
3 傳感器數據采集與分析系統軟件設計
LabView作為一種圖形化編程語言的開發環境,用流程圖與框圖代替了程序代碼,是一種便捷的數據采集系統開發途徑。因此本文采用LabView作為傳感器標定系統和傳感器數據采集與分析系統的軟件開發環境。
3.1 傳感器標定系統設計
通過靜態標定實驗可以獲得傳感器靜態性能指標[2],并且通過標定函數(F=aU+b)可將傳感器輸出的電壓信號轉換為切削力數值信號。標定過程中,對傳感器施加標準靜態力,因此可適當降低采樣頻率(f=1 kHz),以簡化數據處理。傳感器靜態標定系統程序框圖如圖7所示。
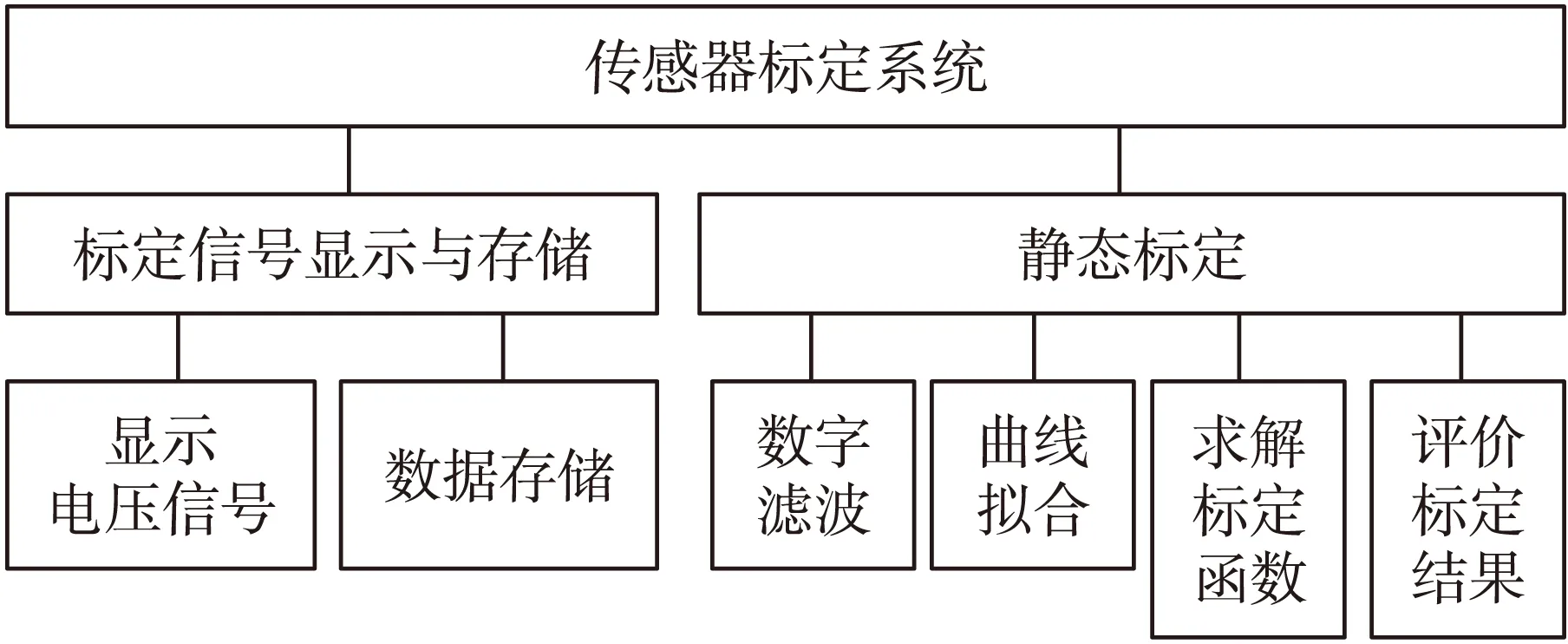
圖7 傳感器靜態標定系統程序框圖
標定系統對傳感器的k個測試點進行n次正反行程的測量[13]。萬能電子試驗機(SUNS UTM6104)向傳感器施加預設的標準靜態力,標定系統采集記錄傳感器的輸出信號,數據經數字濾波后存儲。N次正反行程測量結束后,標定系統對數據進行最小二乘擬合,`繪制傳感器信號-力曲線,并得到線性標定函數F=aU+b及線性誤差γ。可通過線性誤差γ的大小判定標定結果的可用性。標定流程如圖8所示。
3.2 數據采集與分析系統軟件設計
數據采集與分析系統軟件可實現三維車削力實時采集、數據存儲與數據分析功能。系統程序框圖如圖9所示。數據采集前需輸入各路標定函數的參數及切削信息,如車床主軸轉速、刀具類型、工件材料與直徑、切削進給量及吃刀深度等。數據采集結束后,可通過數據分析系統對數據進行濾波、快速傅里葉變換等分析,從而可以評價刀具磨損狀況、零件表面質量、機床加工性能等。
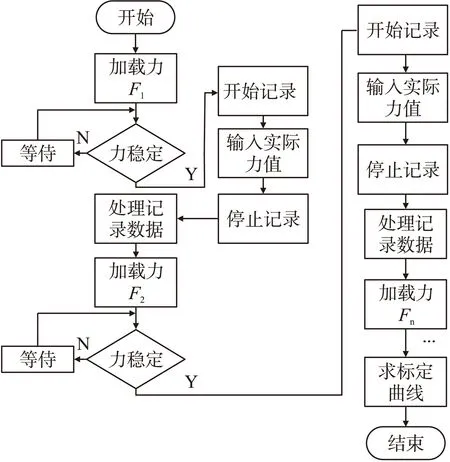
圖8 標定流程示意圖
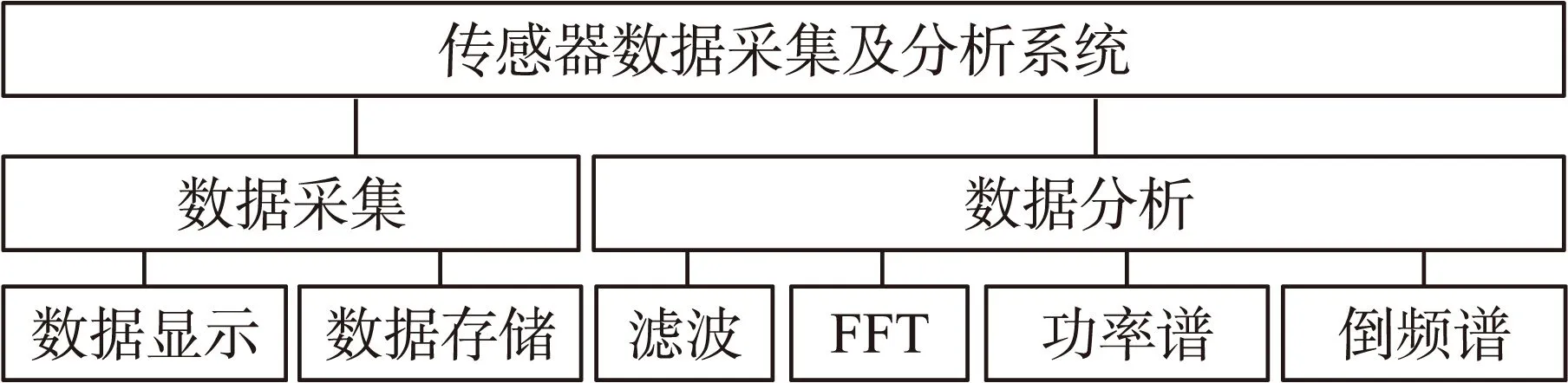
圖9 數據采集與分析系統程序框圖
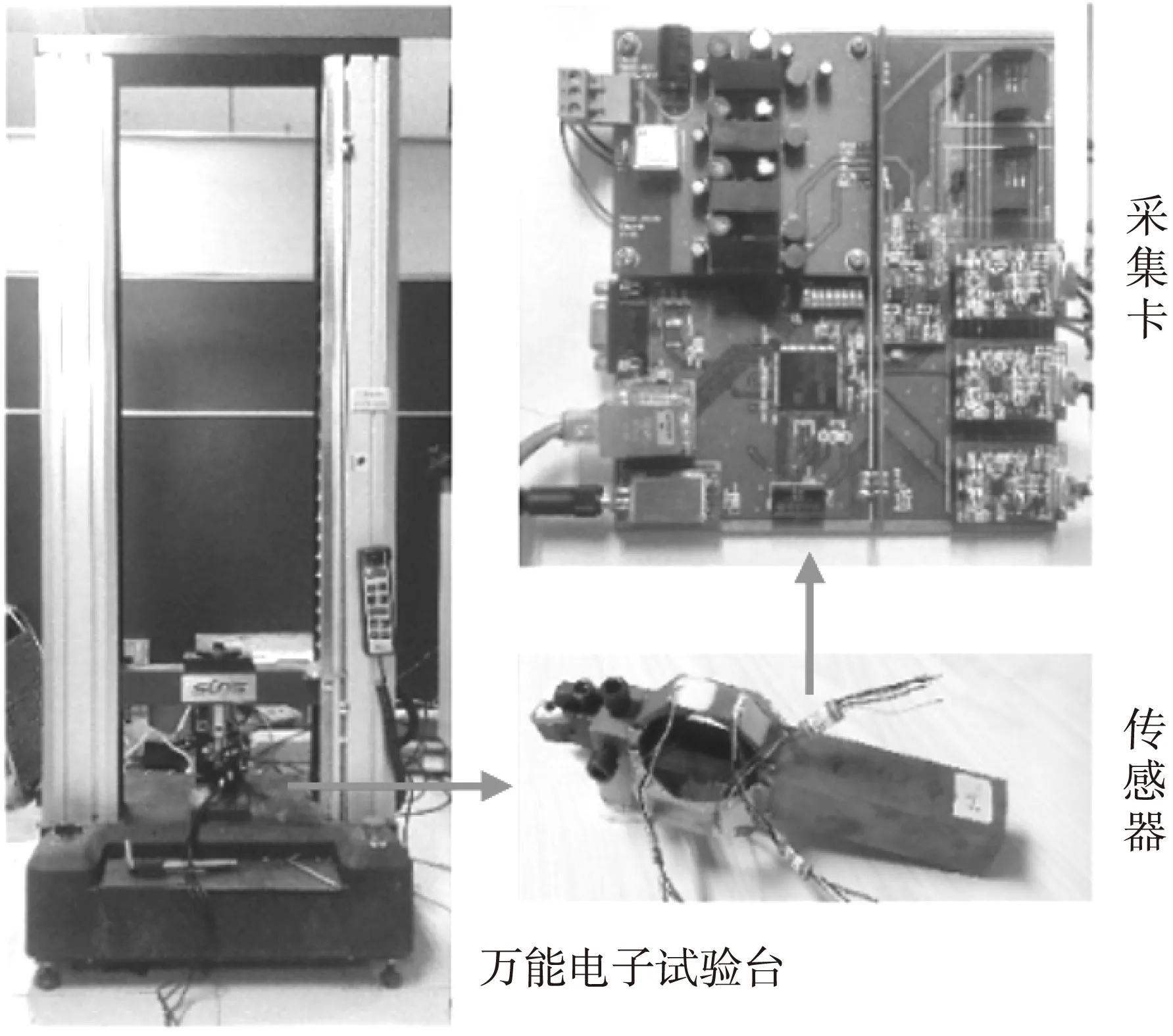
圖10 靜態加載實驗圖
4 靜態測試實驗
傳感器標定后,將傳感器裝夾在萬能電子試驗機底座上,如圖10所示。萬能電子試驗機以20 N為間隔,從0 N—200 N—0 N向傳感器施加標準靜態載荷,每一階段力保載15 s。靜態測試實驗結果如圖11所示。實驗數據表明,三維車削力傳感器有良好的三維力解耦能力,傳感器數據采集系統有良好的采集性能。
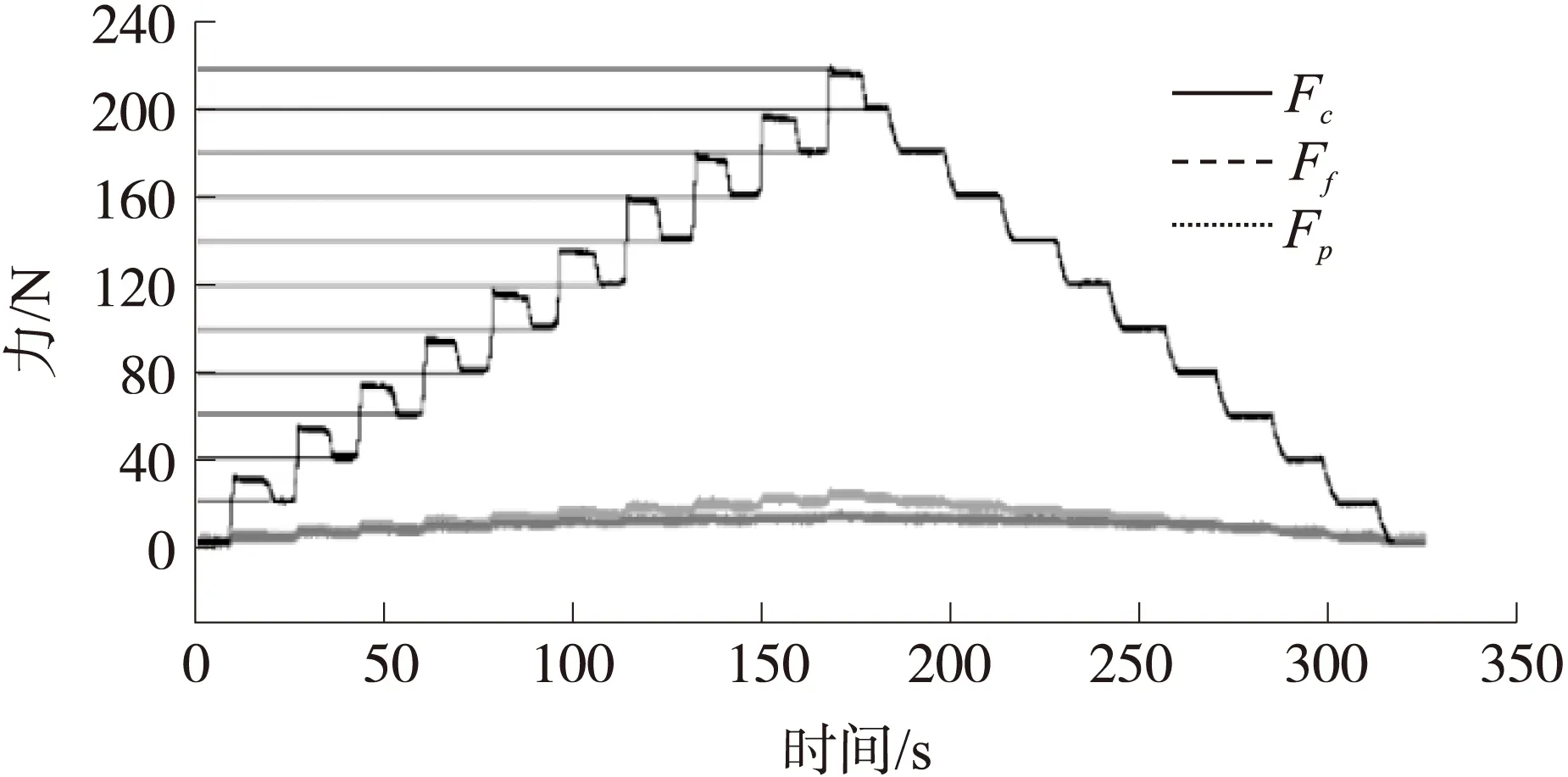
圖11 靜態加載實驗數據圖
5 結論
本文基于壓阻式三維集成車削力傳感器研究設計了一種三維集成車削力傳感器數據采集與分析系統。系統采用數字電位計設計信號調理電路,從硬件層面上,在一定程度上解決了傳感器零漂和時漂造成的誤差;抗混疊濾波器的設計避免了信號的混疊現象;放大增益可調式放大電路增強了系統使用的靈活性。系統整體實現了傳感器的標定功能、三維車削力的實時采集與存儲功能及數據分析功能。
后續工作將進行車削力傳感器動態切削實驗,并在此基礎上,研究傳感器時漂補償算法,減小數據采集誤差;研究三維力數字解耦算法,降低各向力間的交叉干擾,提高三維力測量精度。
[1] Dimla Sr D E,Lister P M. On-Line Metal Cutting Tool Condition Monitoring[J]. International Journal of Machine Tools and Manufacture,2000,40(5):739-768.
[2] 王蕾. 切削力測量儀的開發[D]. 蘭州:蘭州理工大學,2008.
[3] 錢敏,孫寶元,張軍. 整體式三維壓電測力平臺的研制[J]. 大連理工大學學報,2000,40(5):570-572.
[4] Eaton W P,Smith J H. Micromachined Pressure Sensors:Review and Recent Developments[C]//International Society for Optics and Photonics,1997:30-41.
[5] Lowen E G,Cook N G. Metal Cutting Measurements and Their Interpretation[J]. Proceedings of the Society of Experimental Stress Analysis,1956,13(3):57-62.
[6] 趙友,趙玉龍. 集成化三維車削力傳感器的設計[C]//第十三屆全國敏感元件與傳感器學術會議,山西太原,2014,10:267-270.
[7] Zhao Y,Zhao Y L,Wang C H,et al. Design and Development of a Cutting Force Sensor Based on Semi-Conductive Strain Gauge[J]. Sensors and Actuators A—Physical,2016,237:119-127.
[8] 張敏,王智勇,謝辰子. 數字電位計在應力信號調理中的應用[J]. 工業控制計算機,2014(8):156-158.
[9] 張焱,任勇峰,姚宗. 抗混疊濾波設計在數據采集系統中的應用[J]. 計算機測量與控制,2015(1):243-246.
[10] 文常保,黨雙歡,朱博. 基于WIFI的無線聲表面波傳感器信號采集系統[J]. 傳感技術學報,2015,28(10):1552-1557.
[11] 郝曉明,李杰,黃玉崗. 基于ADS8568的八路數據采集系統設計[J]. 傳感技術學報,2016,29(1):150-154.
[12] 劉琪芳. 單片機測控系統的數字濾波算法研究[J]. 機械工程與自動化,2011(3):165-166.
[13] Zhao Y,Zhao Y,Liang S,et al. A High Performance Sensor for Triaxial Cutting Force Measurement in Turning[J]. Sensors,2015,15(4):7969-7984.

梁松博(1992-),男,陜西白水人,碩士,主要從事MEMS傳感器傳感器數據采集和數據處理研究工作,coffeelsb@stu.xjtu.edu.cn;

趙玉龍(1968-),男,山西運城市人,教授,博士生導師,長江學者特聘教授,主要從事MEMS技術、傳感器技術及微納制造等領域的基礎理論和工程應用方面的研究工作,zhaoyulong@mail.xjtu.edu.cn。
Design of Data Collection and Analysis System for a Three Dimensional Integrated Dynamometer on Turning*
LIANG Songbo,ZHAO Yulong*
,ZHAO You(State Key Laboratory for Manufacturing Systems Engineering Xi’an 710054,China)
Cutting force is a key factor that reflects machining accuracy,tool life and machining efficiency.There is a close relationship between cutting force and chip formation,cutting heat and the vibration in cutting process. By measuring real-time cutting force,cutting condition is observed and the cutting parameters can be adjusted properly in time,which will in turn improve cutting efficiency,extend too life and decrease machining cost. An excellent data collection and analysis system is a key factor for precision measurement. In this paper,a kind of data collection and analysis system based on MCU STM32 for a three dimensional integrated dynamometer on turningis proposed. It has static calibration function,real-time acquisition function and data analysis function for three dimensional cutting force.
cutting force;MEMS sensor;data collection and analysis
項目來源:國家863計劃項目(2013AA041108);國家自然科學基金項目(51421004);國家杰出青年科學基金項目(51325503);長江學者創新團隊項目(IRT_14R45)
2016-09-10 修改日期:2016-11-02
TP274
A
1004-1699(2017)04-0623-05
C:7210G
10.3969/j.issn.1004-1699.2017.04.024
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:25:42
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2017年9期)2017-09-26 03:41:45