QSK1摩洛哥客車車架制造工藝分析
2017-04-20 00:36:16史珂軻孫瑞汪洪
科技視界 2017年1期
史珂軻 孫瑞 汪洪
【摘 要】根據QSK1摩洛哥客車車架的焊接質量要求和結構特點,分析生產過程中出現的各類技術難點,進而制定出合理的車架制造工藝方案,有效確保該車型車架的組焊質量。
【關鍵詞】QSK1摩洛客車;車架;制造工藝
Manufactural Technology Analysis of the Frame in QSK1 Morocc Coaches
SHI Ke-ke SUN Rui WANG Hong
(Locomotive manufactural Department,CRRC Qishuyan Co.,Ltd.,Changzhou Jiangsu 213000,China)
【Abstract】According to the welding quality requirement and the structure characteristics of the frame in QSK1 Morocco coaches,this paper mainly analyzes various technical problems occurring in the production process,and then makes a reasonable manufactural technology scheme of the frame, effectively to ensure the welding quality of the frame.
【Key words】QSK1 Morocco coaches;The frame;Manufactural technology
0 前言
QSK1摩洛哥客車是由中車戚墅堰機車有限公司推出適用于非洲國家摩洛哥的客車車廂。它是我公司截止目前出口批量性最大的一款客車車廂,總計40臺份。
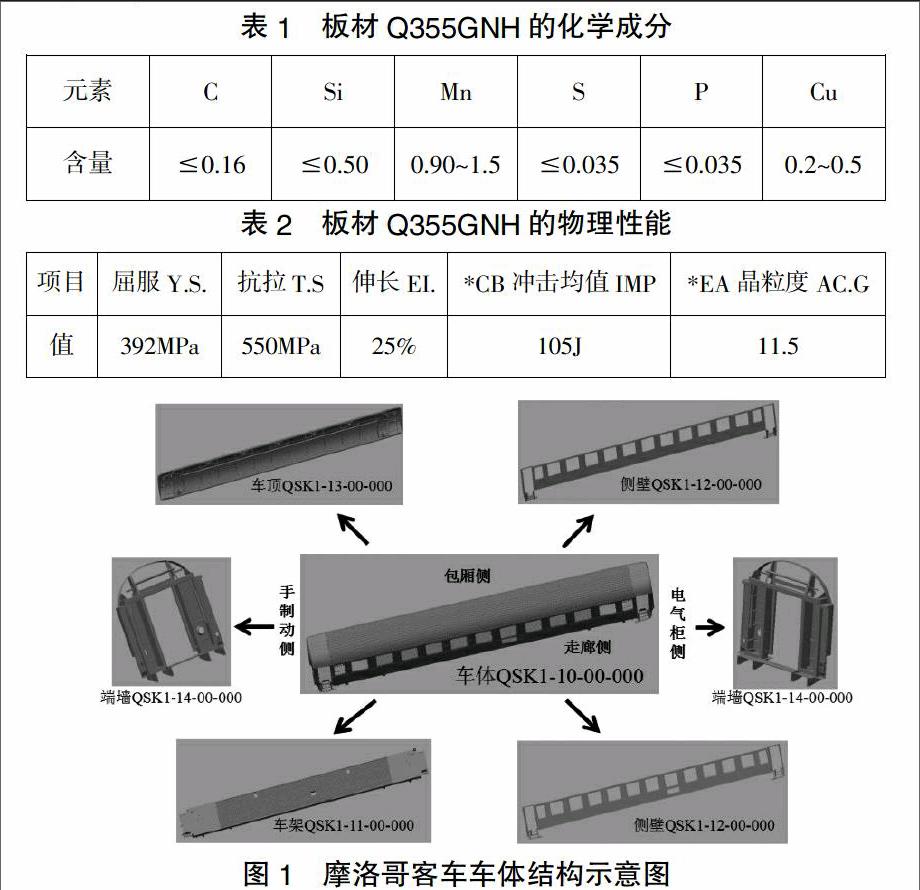
摩洛哥客車車體由車架,側壁,車頂,端墻四個大部件連接而成,如圖1所示。車架是車體最主要的安全件之一,而作為焊接部件,車架不僅是整個車體的組裝基礎,同時還要與另一安全件轉向架相連,是一個非常重要的受力部件。因此,其制造質量直接關系到整車運行的安全。
摩洛哥客車車架母材為Q355GNH,其化學成分和物理性能見表1和表2。
1 結構特點和制造工藝流程
1.1 結構特點
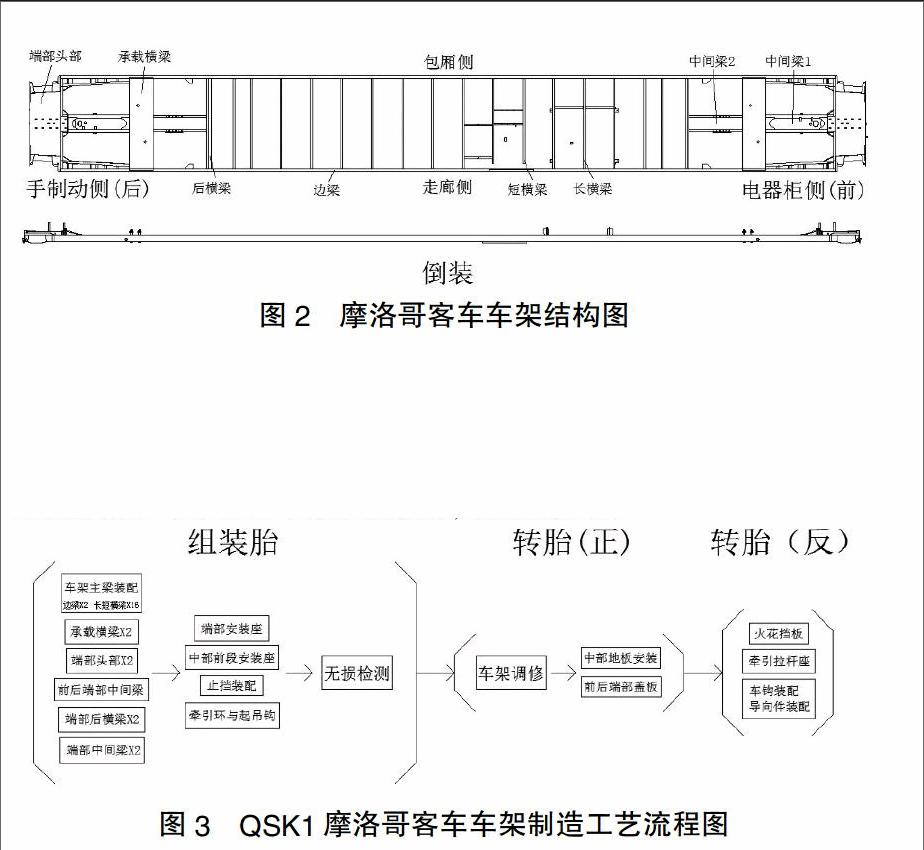
QSK1摩洛哥客車車架結構圖如圖2所示。從圖2可以看出,車架主要是由邊梁(2個)、長橫梁(14個)、短橫梁(2個)、后橫梁(2個)、承載橫梁(2個)、端部頭部(2個)、中間梁1(2個)和中間梁2(2個)組成的框架結構。
1.2 制造工藝流程
摩洛哥客車車架組裝采取的是倒裝方式(圖2),待各梁在車架組裝臺位組裝完成并無損探傷后,由天車調運至轉胎臺位。調修車架前,必須先翻轉車架使得車架正面朝上,如圖3所示。
2 制造難點及解決措施
2.1 尺寸控制難點分析
在組裝臺位上倒裝拼接時,需保證車架總長25100(-2,+12)、旁承中心線總長18400(0,+8)和車架寬度2863(-3,+2)。根據前兩臺試制車的驗證情況,由于車架薄板件居多,焊接收縮量較小,約為(0.5~ 1)/1000的收縮比率,車架各梁放樣時,在長度方向上預留10mm的余量,可保證車架及旁承間總長的公差范圍。在控制端部中間梁1~2的圓孔中心距旁承中心線尺寸903±1時,將縱梁與承載橫梁之間留1mm余量,對橫焊縫和立焊縫多處點固后焊接。
2.2 車架旁彎控制難點分析
摩洛哥客車車架多數采用的薄板件(≤6mm),車架上的16根長短橫梁是4mm折彎件,兩側邊梁是由Q355GNH-200X73X11兩段拼接而成的槽鋼,待車架主梁和端部各梁拼裝完經過焊接作業后,由于車架的剛性很小,車架會出現不規則旁彎變形,再經過起吊及翻轉造成的變形,到后工序再進行調修就非常困難,更加地難以控制[1]。考慮到車架旁彎工藝要求(≤5mm),工藝上采取以下四點措施:1)在車架組裝臺位將車架的反面焊縫和立焊縫全部焊接,以此增強車架的剛性,減小起吊和翻轉對車架產生的變形;2)同時采用相同規范進行對稱焊接[2];3)在轉胎臺位利用螺旋千斤頂調整車架高(下轉第98頁)(上接第166頁)度,使整個車架共面,以此防止端部受自重產生變形;4)采用火焰矯正法對車架旁彎進行調修。
通過以上措施,可以有效保證車架旁彎控制在工藝要求內,對后續車體總組裝的側墻平面度控制起到了決定性的作用。
2.3 車架反面開孔工序前移難點分析
摩洛哥客車首兩臺試制時,車架底部長短橫梁的總組裝系統、制動系統、電氣系統的裝配孔全部由手工劃線鉆孔而成,工作量非常大,且開的圓孔由于車架旁彎和定位誤差導致后期裝配偏差大,組裝過程中很多地方仍需擴孔。
在試制車之后,經過對裝配情況的總體分析,出圖長短橫梁16張,把前期所有的手工鉆孔全部前移至下料工序;且為了保證后期組裝的準確度,在4mm的橫梁受力保證的情況下,把圓孔轉換成兩倍直徑的腰型孔。在此工藝下,不但可以大大減少車架配鉆的工作量,而且可以使后期裝配準確度更高。
3 結束語
采用以上工藝生產的QSK1摩洛哥客車車架,其尺寸和性能滿足設計要求,質量穩定。通過與摩方工藝人員共同合作的過程中,消化吸收了其先進的焊接質量控制理念和焊接工藝,提升了公司焊接技術水平。同時,該型號通過了鐵科院標準下的各項性能測試,滿足了在摩洛哥鐵路系統運行的各項要求。
【參考文獻】
[1]史耀武.焊接手冊[M].3版.北京:機械工業出版社,2007.
[2]方洪淵.焊接結構學[J].2010(4).
[責任編輯:田吉捷]
