焊接速度對激光拼板焊縫顯微組織與力學性能的影響
2017-04-08 06:20:45馮菁菁
船舶職業教育 2017年1期
馮菁菁
(渤海船舶職業學院,遼寧 興城 125105)
焊接速度對激光拼板焊縫顯微組織與力學性能的影響
馮菁菁
(渤海船舶職業學院,遼寧 興城 125105)
通過采用二次回歸正交組合優化設計的方法對深沖用DC04鋼板激光拼焊工藝進行優化,研究焊接速度對焊接接頭顯微組織及力學性能影響的規律。研究結果表明,焊縫束腰程度及熱影響區范圍隨著焊接速度的減小明顯增大;板材經激光拼焊后,焊縫的強度高于薄板側母材的強度,且焊縫處的杯突值低于母材;焊接速度越小工件破壞位置越接近于焊縫,且杯突值降低得越多。
激光拼焊;焊接速度;顯微組織;力學性能
近年來,隨著汽車工業以及大功率激光器的迅速發展,激光加工的方法在汽車制造業得以推廣,尤其是激光拼焊技術在沖壓車身生產中應用尤為廣泛。激光拼焊是采用激光能源,將若干不同材質、不同厚度、不同涂層的鋼材、不銹鋼材、鋁合金材等進行自動拼合和焊接而形成整體板材的一種新型焊接技術,與普通板材相比,拼焊板材有其獨特的力學特性,能夠滿足結構不同部位對材料性能的特殊要求,用最輕的重量、最優結構和最佳性能實現裝備輕量化。因此,激光拼焊技術是現代汽車制造工業發展及高附加值鋼鐵產品生產的新方向。
激光拼焊的主要工藝參數包括激光功率、離焦量、焊接速度和保護氣體流量等。這些參數均對拼焊板的成形有直接的影響。本文通過采用二次回歸正交組合優化設計的方法對深沖用DC04鋼板激光拼焊工藝參數中的焊接速度進行優化,研究其對焊接接頭成形質量、顯微組織和力學性能影響的規律,獲得理想的工藝參數范圍,以建立便于生產應用的工藝參數庫。
1 實驗材料及方法
1.1 實驗材料
本實驗采用牌號為DC04的深沖用鋼板,化學成分如表1所示。
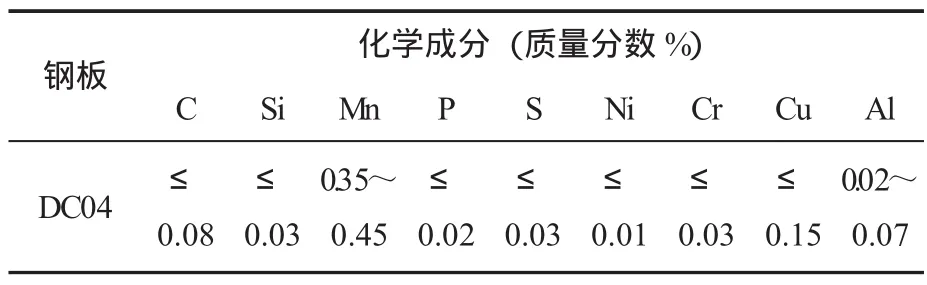
表1 實驗合金的化學成分
1.2 實驗方法
激光功率不變時,焊接線能量的值由焊接速度決定(焊接線能量λ=P/V,P為激光功率,V為焊接速度)。焊接線能量的值與焊接速度成反比,隨著焊接速度的增大,焊接線能量呈現下降的趨勢。在其他焊接參數不變的情況下,采用不同的焊接速度進行焊接,焊后利用電子顯微鏡進行觀察,分析不同焊接速度下的焊縫斷面形貌特征,研究焊接速度對焊縫成形產生的影響。并通過對焊縫進行拉伸試驗、杯突試驗及硬度試驗,對焊縫力學性能進行評定。
2 實驗結果分析
2.1 焊接速度對焊縫斷面形貌的影響
根據實驗板材尺寸不同,確定了7組焊接工藝參數,如表2所示。分別按照表中的工藝參數實施焊接,焊后的焊縫微觀形貌分別如圖1所示。
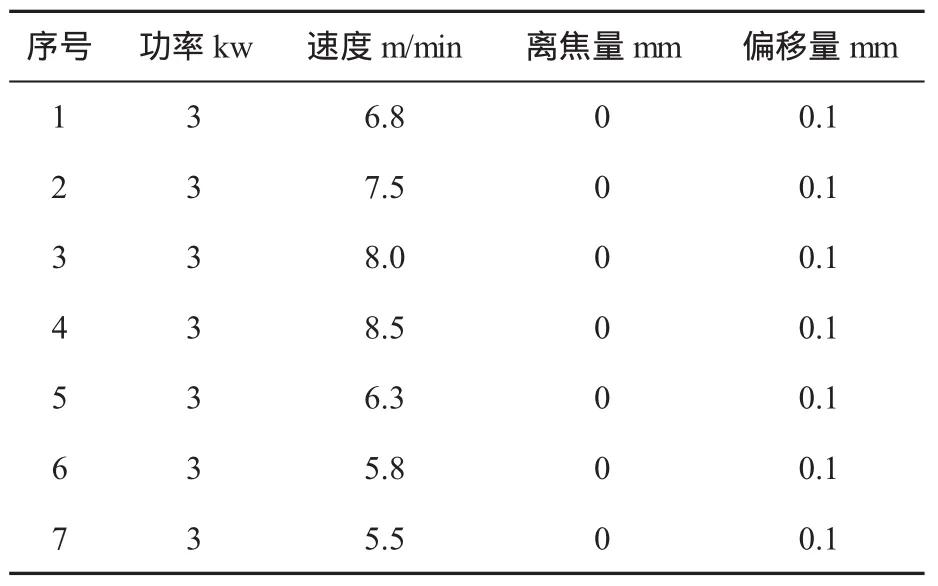
表2 焊接工藝參數
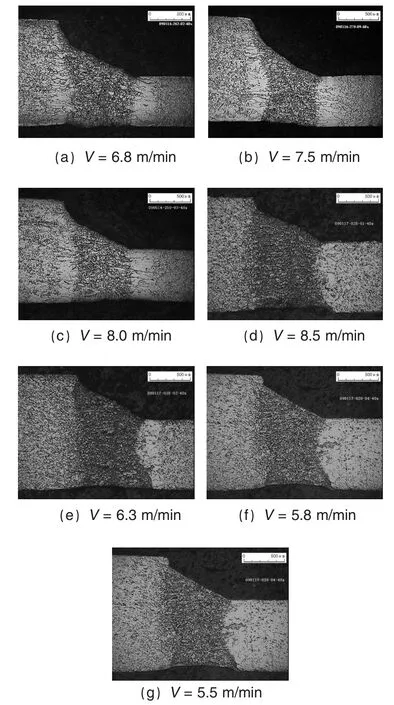
圖1 不同焊接速度下焊縫顯微形貌
試驗結果表明,焊接熱輸入對焊縫束腰現象有著一定程度的影響。焊縫束腰程度及熱影響區范圍隨著熱輸入的增加而增大。這是因為焊縫及其熱影響區的晶粒在焊接熱循環的作用下不斷長大,與此同時,在激光拼焊的過程中會產生“匙孔”,使得激光能量通過“逆韌致”反射現象傳遞至板材底部,在進行單面焊雙面成形時,過高的激光能量將使板材底部熔化量增加,從而形成焊縫束腰現象。從圖1(a)、(b)、(c)可以看出,隨著焊接速度的增大,焊縫束腰程度減小;另外,在不改變焊接熱輸入的情況下,只改變偏離量或離焦量的數值,觀察焊縫束腰的變化情況發現,離焦量和偏移量對焊縫束腰程度影響不大,這說明焊縫束腰的大小主要取決于焊接速度。因此在保證單面焊雙面成形的情況下,適當提高焊接速度有助于減小焊縫束腰程度,保證焊縫成形。
2.2 焊縫的抗拉強度
圖2所示為不同焊接速度下焊縫的拉伸試驗結果。本試驗按國家標準GB/T228-2002進行,所有試驗焊縫取于試件的中間位置,拉伸試驗載荷作用方向為焊縫垂直方向。
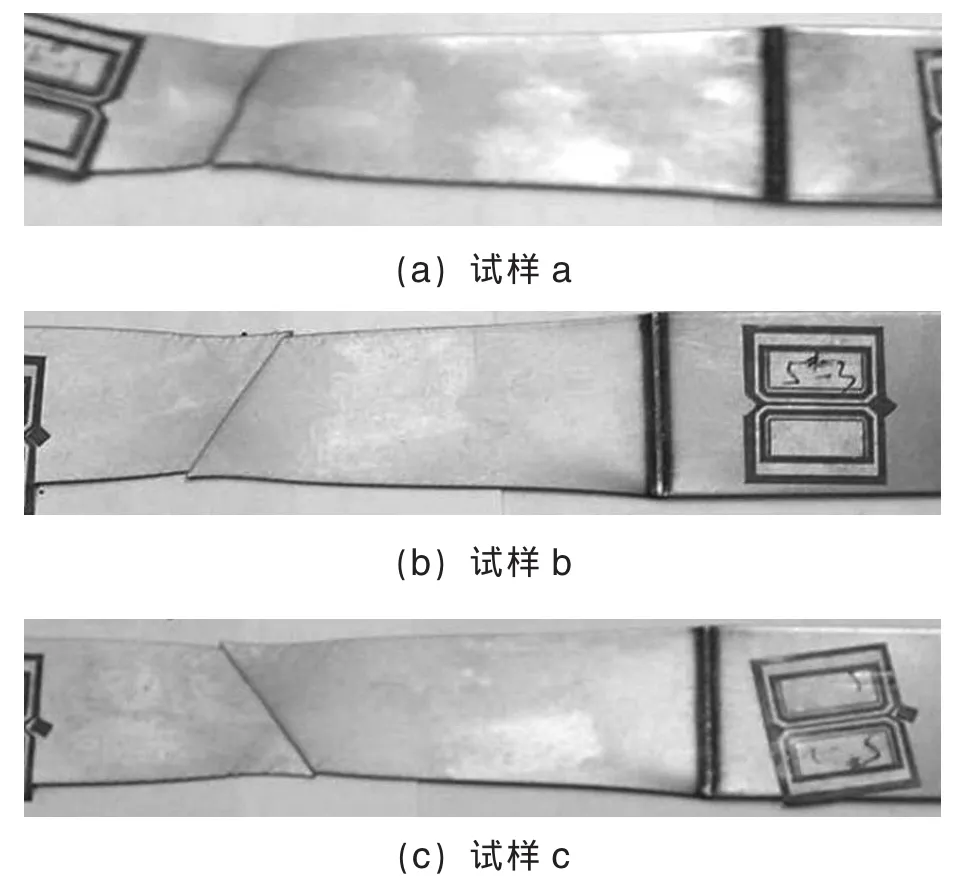
圖2 拉伸試驗結果
不同焊接速度下對焊縫進行拉伸試驗的結果表明,所有試驗件的斷裂位置均為薄板母材一側,而非焊縫區,這說明激光拼焊后的焊縫強度高于薄板側母材的強度。這是因為激光拼焊焊接速度快,所得到的焊縫為大量板條狀馬氏體及貝氏體組織,其強度和硬度跟母材相比均有所提高。不等厚度板材進行激光拼焊拉伸試驗結果表明,斷裂位置均處于薄板側,這說明不等厚板拼焊時,拼板性能主要取決于薄板母材的力學性能。
2.3 焊縫的沖擊性能
杯突試驗主要是用來判斷焊縫的深沖性能。對不同焊接速度下的拼焊焊縫進行杯突試驗,其結果如圖3所示。圖4為杯突試驗力與變形關系曲線。

圖3 杯突試驗結果
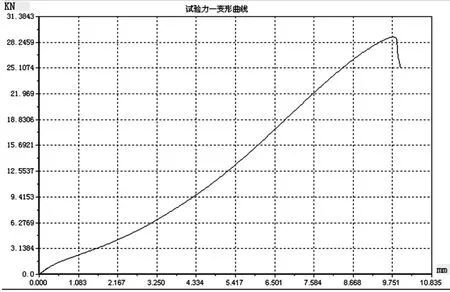
圖4 杯突試驗力與變形曲線
杯突試驗的結果顯示表明,焊縫處的杯突值與母材相比有一定程度的降低,杯突試驗過程中工件的破壞位置與焊接速度有關,焊接速度越小破壞位置越接近于焊縫,而且杯突值降低得越多。焊接速度不變的情況下,改變離焦量或偏移量,焊縫的杯突值變化不大,說明杯突值受焊接速度的影響較大。這主要是因為焊接速度的減小會導致焊接熱輸入的增加,進而使焊縫晶粒粗化,造成該位置塑性和韌性下降。因此在保證焊縫成形良好的情況下,適當提高焊接速度,降低熱輸入程度,能夠防止焊縫金屬的塑性和韌性變差從而有利于提高焊縫深沖性能。
3 結論
通過對不同焊接速度的工藝條件下激光拼板焊縫的微觀形貌及力學性能進行分析,得到如下結論:
第一,焊接速度對焊縫束腰現象有一定程度的影響,焊縫束腰程度及熱影響區范圍隨焊接速度的減小而明顯增大。
第二,焊接速度不變的情況下,僅改變偏離量或離焦量的值,焊縫束腰現象不明顯。
第三,板材經激光拼焊后,焊縫的強度高于薄板側母材的強度。工作崗位。因此,在人才培養過程中,不僅要求高職院校大力推進教學建設與教學改革,主動適應新時期產業結構升級,而且要求以政府為主導,真正把職業教育納入經濟社會發展和產業發展規劃的關鍵,改善高技能人才培養模式,改革人才培養機制,使其更好地發揮職業教育服務經濟社會的能力。而適應于新時代產業需求的高職院校人才培養機制改革應從兩個方面入手:一方面是高職院校扎實打牢教書育人的核心基礎,明確教書育人是高職院校辦學的核心宗旨,深入研究學生培養過程,使教學內容與教學手段相適應,使職業教育更好地服務于人才培養,提升人才培養質量;另一方面加強校企合作的緊密聯系,構建校企間雙向流動培養模式,建立企業參與高職人才培養的長效機制,充分發揮產學合作對人才培
The Effect of Welding Speed on the Microstructure and Mechanical Properties of Laser Welding Seam
FENG Jingjing
(Bohai Shipbuilding Vocational College,Xingcheng 125105,China)
By using the method of two regression orthogonal optimization design,the researcher optimizes the DC04 steel laser welding process for deep drawing,and researches the effect of welding speed on the microstructure and mechanical properties of welding seam.The results show that the waist seam degree and the heat affected area increase apparently with the decrease of welding speed;after the sheet is welded by laser,the strength of welding seam is higher than that of the side base plate,and the cupping value of the welding seam is lower than that of the base metal;the smaller the welding speed is,the closer the workpiece is to the welding seam,and the lower the cupping value is.
laser welding;welding speed;microstructure;mechanical properties
TG456.7
A
2095-5928(2017)01-50-04
10.16850/j.cnki.21-1590/g4.2017.01.013
2016-12-10
馮菁菁(1980-),女,遼寧錦州人,副教授,碩士,研究方向:材料加工工程。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53