中厚板焊接坡口優化及推廣
2016-12-13 03:22:32楊尚志
甘肅科技 2016年21期
關鍵詞:焊縫
白 斌,楊尚志
(酒鋼集團酒泉天成風電設備有限責任公司,甘肅 嘉峪關 735100)
中厚板焊接坡口優化及推廣
白 斌,楊尚志
(酒鋼集團酒泉天成風電設備有限責任公司,甘肅 嘉峪關 735100)
常見的中厚板焊接時,為確保熔透焊縫焊接質量,一般采用正面切割V型或Y型坡口,反面用碳弧氣刨進行背面清根,切割V型坡口時,一方面對焊接工作量增加,焊材消耗量也較大。另一方面也會增加作業時間,降低勞動工作效率。本文主要通過中厚板焊接坡口優化為二次火焰切割坡口,實現節約焊接材料,提高生產效率,降低勞動強度,并向操作者進行推廣應用。
熔透焊縫;二次火焰切割坡口;推廣應用
中厚板(t≥30mm)焊接之前,采用常規工藝思路:正面切割V型或Y型坡口,采用焊材熔敷金屬進行填充,背側采用碳弧氣刨進行清根,打磨金屬光澤,再進行焊接,以確保實現熔透性焊縫質量。這類傳統的工藝具有勞動強度大,生產效率較低。為了保證熔透性焊縫質量情況下,充分利用現有的焊接資源條件,實現高效率,優化焊接工藝坡口,減少人、材、機的浪費。面對當前制造行業困境形式,落實降本增效已成為當今制造企業長期堅持的一項基本義務。
本文主要通過試驗方法和結合鉚焊件生產制作的實際情況,改進焊接V型坡口為二次火焰切割坡口,減少焊材熔敷金屬填充,達到降本增效,改善操作者勞動強度和縮短工作時間的目的。
1 模型法
1.1 模型基本概況
材料選擇采用低碳合金鋼焊接試板進行,材質為Q345D,以厚度為30mm為例,切割各四塊,規格為:350×200;焊材采用CO2氣保焊絲ER50-6(直徑Φ1.6mm),試板分2組進行,均為對接焊縫,1組切割單面V型坡口(編號為A-1和A-2,如圖1所示)[1],另外1組進行二次火焰切割單面坡口 (編號為B-1和B-2,如圖2所示)[2]。
1.2 坡口切割
坡口是指焊件的待焊部位加工并裝配成的一定幾何形狀的溝槽。根據需要,有X型坡口,V型坡口,U型坡口等,但大多要求保留一定的鈍邊。焊接坡口的選擇需要遵循的原則:1)盡量減少焊縫金屬的熔敷量,提高生產率;2)應保證熔透(焊透)和避免產生根部裂紋;3)坡口加工方便,有利于焊接操作; 4)盡量減少工件的焊后變形。
根據坡口切割的原則,我們設想在當前實際焊接坡口切割的基礎上進行優化,在保證以上原則和焊縫熔合比[3](所謂焊縫熔合比:焊接領域中,是指熔焊時,被熔化的母材在焊道金屬中所占的體積百分比。熔合比也可以以焊道金屬中母材金屬熔化的橫截面積SB與整個焊道橫截面積SA+SB之比值來計算,即:熔合比=SB/(SA+SB))適當的情況下,對焊接坡口面進行調整角度,現將V型坡口與二次火焰切割坡口進行對照。
我們設想對兩組試板進行坡口切割,一組試板(編號A-1和A-2,如圖1所示)切割單面坡口,坡口角度規定為22°,鈍邊2mm。另一組試板(編號B-1和B-2,如圖2所示)采用二次火焰切割單面坡口,一次火焰切割坡口角度規定為21°,二次火焰切割坡口角度設想規定為17°(實際根據CO2氣保焊槍保護套直徑確定),鈍邊2mm。清除干凈坡口面及坡口兩側30mm范圍內氧化皮,并打磨至露出金屬光澤。
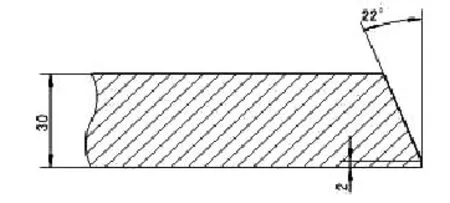
圖1 試板示意圖
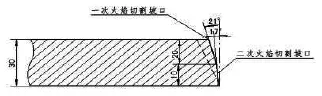
圖2 試板熔切割坡口
1.3 組裝
試板坡口尺寸切割符合要求后,組裝時應鈍邊對稱,間隙不超過1.5mm.嚴格控制對裝出現錯邊超標或夾渣,未焊透等缺陷。詳見如圖3,圖4所示。
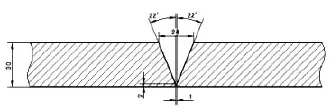
圖3 A對裝試板
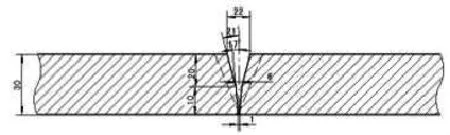
圖4 B對裝試板
1.4 焊接
焊接過程中,記錄焊材及CO2氣體消耗及工作時間。試焊編號A-1與A-2焊接順序為:正面采用氣保焊Φ1.2焊絲打底,Φ1.6正面填充坡口一半,翻轉試板背面采用碳弧氣保進行清根,清根過程不計清根時間和碳棒數量,清根完畢后,打磨至金屬光澤,再采用氣保焊焊滿。最后再次對試板翻轉,采用氣保焊焊完剩余焊縫,如圖5所示。
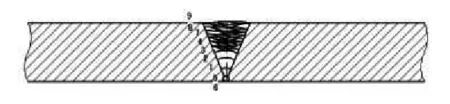
圖5 A焊接試板
試板編號B-1和B-2焊接順序與A試板皆相同。如圖6所示。

圖6 B焊接試板
整個焊接試驗過程,焊接電流和電壓及焊接速度是相同的,需要詳細記錄每塊焊接試板焊接材料的用量。試驗電流,電壓及焊接速度分別規定為:22V,180A,26cm/min[4].焊縫質量,CO2氣體消耗及焊接工作時間在本次試驗數據不作研究對象(實際二次火焰切割的坡口焊接比V型坡口所消耗的CO2氣體用量及工作時間要少),本次試驗按照熔透性焊縫進行處理。
2 試驗結果
2.1 理想化試驗圖形法
焊材的用量可以采用示意圖7和示意圖8直觀的進行觀察出來。明顯二次火焰切割坡口(圖8)的焊材用量要比切割的V型坡口(圖7)焊材用量要少的多,并且可以根據作圖方式將焊縫截面測算出來(圖9陰影部分)。

圖7 A試板

圖8 B試板

圖9 節約焊材用量
2.2 面積測算法
通過采用面積測算30mm全熔透對接縫,二次火焰切割坡口比切割V型坡口焊接消耗的焊材要減少10%~20%,本次模型試驗法采用的試件長度為350mm,所以如果正式構件制作焊接時,很多構件對接縫長度遠大于350mm,焊縫越長,節約的焊材就越多,經濟效益越明顯。
3 中厚板焊接坡口的推廣
中厚板焊接通常運用在大型鋼結構,鋼架,機架及機座鋼板的對接縫[5],基本上都是由人工操作,一般都采用焊接方法CO2氣體保護焊。結合當前生產設備實際狀況,焊接工作量大,勞動強度增加。因此,為了提高生產效率,節約生產成本,降低勞動強度,我們可以通過對中厚板的坡口進行優化,改為二次火焰切割坡口,減少坡口角度,減少焊接填充量10%~20%,節省焊接人工和焊接材料,也可以推廣運用在埋弧焊一次成型,焊接外觀美觀。
TU758
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07