基于AMPSO算法的船舶工業噴涂機器人噴涂參數優化
2016-12-12 09:23:07馬淑梅李愛平周韻文
中國工程機械學報 2016年2期
馬淑梅,羅 曦,李愛平,周韻文
(同濟大學 機械與能源工程學院,上海 201804)
?
基于AMPSO算法的船舶工業噴涂機器人噴涂參數優化
馬淑梅,羅 曦,李愛平,周韻文
(同濟大學 機械與能源工程學院,上海 201804)
針對船舶工業噴涂機器人噴涂參數即噴涂速度、噴涂高度和噴涂軌跡間距的優化問題,提出一種基于自適應變異粒子群算法(Adaptive Mutation Particle Swarm Optimization,AMPSO)的噴涂參數優化方法,實現了噴涂質量最佳和噴涂效率最高的目標.通過分析噴涂參數與膜厚的關系,基于現有模型建立膜厚疊加分布模型,根據優化目標,以膜厚要求和機器人作業能力為約束條件得到最優噴涂參數.通過對船舶分段外表面噴涂仿真,并與標準粒子群優化算法比較,改善了傳統算法早熟收斂問題,驗證了算法的有效性和合理性.
噴涂機器人; 噴涂參數優化; 粒子群算法; 船舶工業
在船舶工業中噴涂機器人在不同噴涂參數下具有不同的膜厚分布模型及噴涂軌跡,噴涂參數的優化也包含這兩個方面.其中,漆膜厚度分布模型用于描述覆蓋范圍內各點處膜厚值分布,噴涂軌跡是機器人為完成噴涂作業需要移動的路徑.因此噴涂參數的選擇將影響噴涂質量和效率,對生產有重要意義.
近年來對噴涂參數優化的研究中,漆膜厚度分布模型方面,ARIKAN[1]等研究了被廣泛使用的漆膜厚度β分布模型,SUH[2]等人提出漆膜厚度的平面高斯分布模型但精度不高,張永貴[3]基于β模型推廣得到橢圓雙β分布模型等,但他們均未對噴涂軌跡進行深入研究;在噴涂軌跡規劃方面,陳偉等[4]針對分片噴涂軌跡優化問題研究兩片交界處噴槍路徑的位置關系,李發忠等[5]推導自由曲面上漆膜累積速率函數,并通過遺傳算法求解問題,邵振華等[6]研究了規則化曲面噴涂軌跡規劃問題,對各不同規則化曲面的噴涂軌跡優化進行研究,但是他們未深入研究漆膜厚度分布模型.因此上述學者在噴涂參數優化方面沒有綜合考慮漆膜厚度分布模型和噴涂軌跡對噴涂參數的影響,且采用的遺傳算法更適合優化離散問題.
針對上述問題結合船舶工業實際,本文綜合考慮漆膜厚度分布模型和軌跡規劃問題,研究噴涂機器人對船體分段外表面噴涂時的參數優化.基于漆膜厚度β分布模型,考慮噴涂速度、噴涂高度和噴涂軌跡間距與膜厚分布的關系建立新模型.以實際問題為約束條件,以噴涂效率和噴涂質量最佳為目的,運用AMPSO優化得到合適的噴涂參數,最終提高機器人噴涂作業的效率并改善噴涂質量.
1 漆膜疊加厚度分布模型的建立
漆膜厚度分布模型用于獲取各點處膜厚值,為得到符合優化目標的噴涂參數,必須建立一個精度較高的模型用于優化參數.
1.1 改進已有膜厚分布模型
本文以β分布模型作為漆膜厚度分布模型討論,圖1為噴涂示意圖,圖中漆膜覆蓋區域半徑為r,噴嘴霧幅張角為,噴涂距離為h.漆膜厚度在x軸方向的分布遵循β分布模型,膜厚分布公式[7]如下:
(1)
式中:Q0為噴漆流量;為噴涂區域寬度;v為噴槍移動速度,β為無具體物理意義參數.
等式(1)所表示的模型更多地是用來擬合現有的漆膜厚度,而不能預測不同參數下膜厚分布情況.針對這一缺點,下文將闡述對該模型的改進.

圖1 不同高度單噴嘴噴涂示意圖Fig.1 Single painting stroke in different height
Q0和只與噴嘴型號有關,因此噴嘴型號不變時和h之間的關系,在圖1中可以表示為.而當Q0不變時,噴涂面積隨高度增加而擴大,不同高度對應點處(圖1中x1和x2)膜厚關系可以表示為2, T1,T2分別表示h1,h高度時膜厚分布情況.
當噴嘴型號和h不變時,T(x)和v成反比.對同種型號噴嘴,首先選定基準噴涂速度和噴涂距離hs,測量膜厚值及此時漆膜覆蓋寬度s,確定基準膜厚分布模型;再通過等式(1)和不同高度膜厚關系式,推導非基準條件下膜厚分布,使改進后的模型能預測膜厚分布.把運用改進后模型(式(2))得到的預測數據與試驗數據對比,得出23個點處膜厚平均誤差為5.08%,因此該模型具備可行性.
(2)
式中:T′(x),v′,h′分別是非基準狀態下漆膜厚度、噴槍移動速度和噴涂距離.
1.2 建立漆膜疊加厚度分布模型
實際噴涂作業中,相鄰兩道漆膜存在疊加部分,該部分膜厚值對整體膜厚均勻程度有重大影響,因此需要建立疊加模型優化相鄰軌跡間距.根據試驗得到基準狀態下hs=35 cm,s=71 cm,β=3.5,則T(x):
(3)
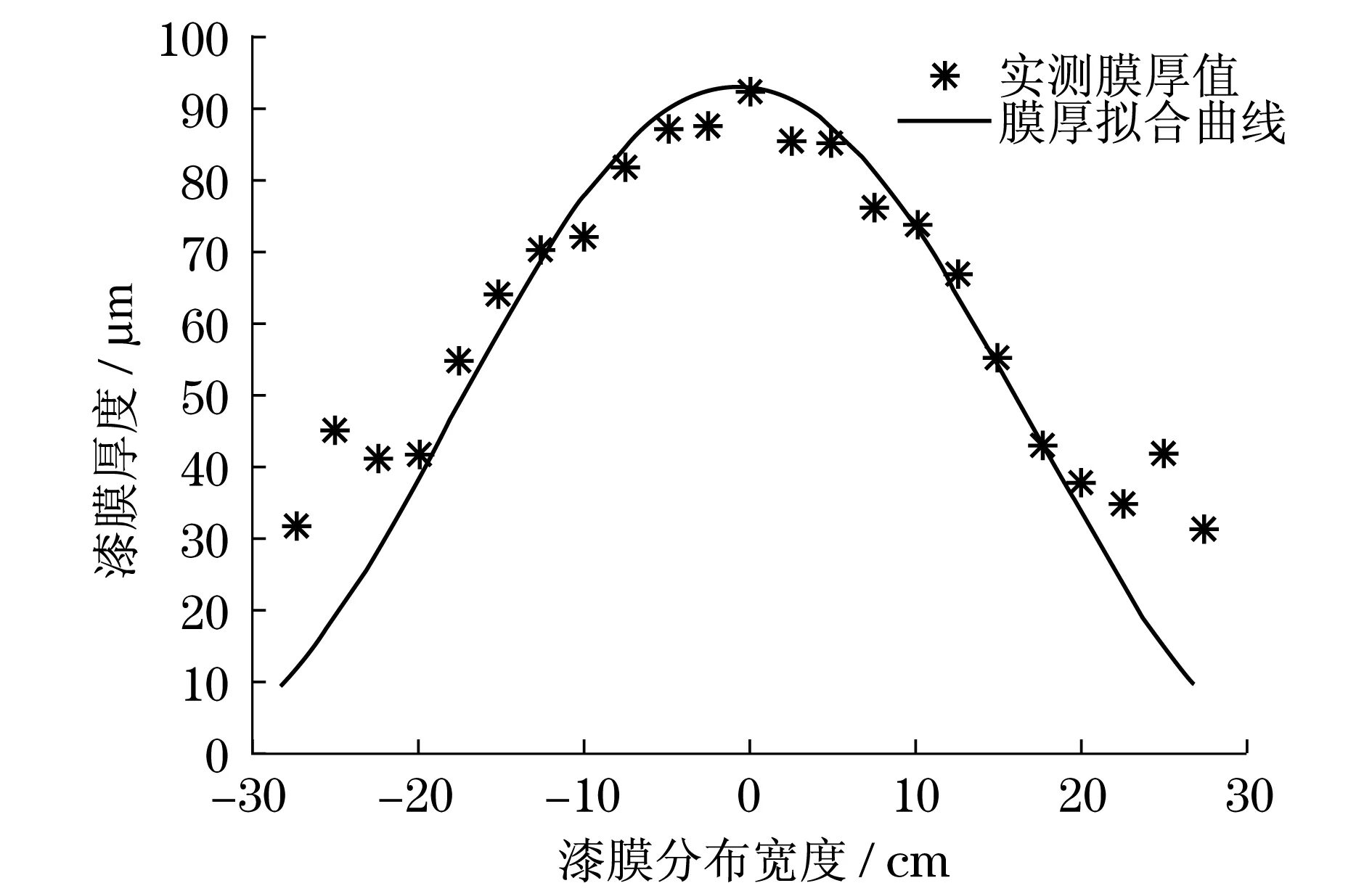
圖2 基準狀態下實測膜厚與擬合膜厚分布Fig.2 Experimental and fitting thickness curves in standard condition
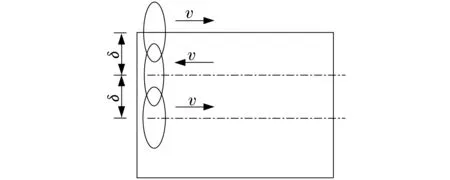
圖3 平面噴涂軌跡Fig.3 Schema of painting trajectory
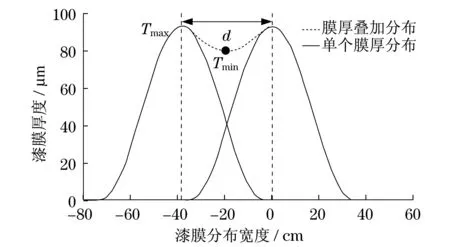
圖4 疊加膜厚示意圖Fig.4 Overlapped thickness
通過以上分析,漆膜疊加厚度分布模型Td(x)表達式可以表示為
(4)
2 基于AMPSO算法的噴涂參數優化問題求解
根據所得漆膜疊加厚度分布模型,為了在約束條件范圍內求解出符合目標函數的噴涂參數,本文采用AMPSO算法進行優化.
2.1 目標函數
(1) 噴涂質量函數
噴涂質量是指機器人作業后,整個漆膜覆蓋范圍內漆膜厚度的均勻程度.機器人在噴涂過程中按規劃的軌跡運動,在任意相鄰兩道油漆之間有疊加部分,而疊加區域的寬度將影響膜厚均勻程度,因此,在設置噴涂質量函數時,選取疊加區域膜厚作為研究對象,取膜厚的方差作為評價指標fq,其表達式為
(5)

(2)噴涂效率函數
噴涂效率是指機器人完成所有噴涂任務所需要耗費的時間.在確保噴涂質量的同時,若提高噴涂效率有利于企業縮短制造周期降低成本.在長為L寬為W的待噴涂區域中,噴涂效率函數fe如下:
(6)
式中:t為噴涂時間;n為噴漆覆蓋整個噴涂區域所需噴涂次數,表達式所得n值若為小數則向上圓整.
2.2 約束條件
在噴涂機器人參數優化中,約束條件主要包括漆膜厚度要求,機器人作業能力約束等.
為了滿足船東對船舶防腐蝕能力的要求(Tmin),同時兼顧企業效益(Tmax),因此膜厚應滿足Tmin≤T≤Tmax;根據機器人作業能力(vmax),并避免機器人頻繁加減速,保證噴涂效率(vmin),因此速度約束為vmin≤v≤vmax;由于當前所使用爬壁式噴涂機器人,在機器人運動時,相鄰軌跡相隔過近可能導致機器人碾壓油漆,因此限定噴涂軌跡間距>min.
2.3 算法選用
粒子群算法(Particle Swarm Optimization,PSO)由Kennedy和Eberhart提出用于解決大規模優化問題,具有收斂速度快、全局尋優能力強等特點.
粒子群中每個粒子代表一個可能解,粒子具有位置和速度兩個特征.粒子通過迭代尋找最優解,每次迭代時粒子通過跟蹤個體極值和全局極值更新速度和位置[],更新公式如下:
(7)

(8)
PSO運行速度快,但易陷入早熟收斂.因此引入變異操作,根據群體適應度值的方差σ2及當前最優解的大小確定當前最優粒子的變異概率Pk[9].適應度值方差σ2體現了粒子群中所有粒子的收斂程度,σ2越大表明粒子群處于隨機搜索狀態,反之則趨向收斂,變異概率計算公式如下:
(9)

(10)
AMPSO實際上是在PSO的基本框架中增加了隨機變異算子,通過對全局極值的隨機變異來提高PSO跳出局部最優解的能力,不僅有很強的全局搜索能力,而且能有效避免PSO的早熟收斂問題.
2.4問題求解流程
基于AMPSO算法的噴涂參數優化問題求解流程如圖5所示:

圖5 AMPSO流程圖Fig.5 Flow chart for AMPSO
具體過程如下:
(1) 確定待優化參數取值區間,隨機初始化粒子群中粒子的位置和速度.
(2) 根據所取的適應度函數計算初始粒子群的適應度值.
(3) 將粒子群當前位置設置為初始粒子群中最佳粒子位置.
(4) 將粒子群中所有粒子進行如下操作:①根據式(7)和(8)更新粒子的速度和位置;②若粒子適應度值好于的適應度,則設為新位置;③若粒子適應度值好于的適應度,則設為新位置.
(5) 計算群體適應度方差,并根據等式(9)計算變異概率Pk.
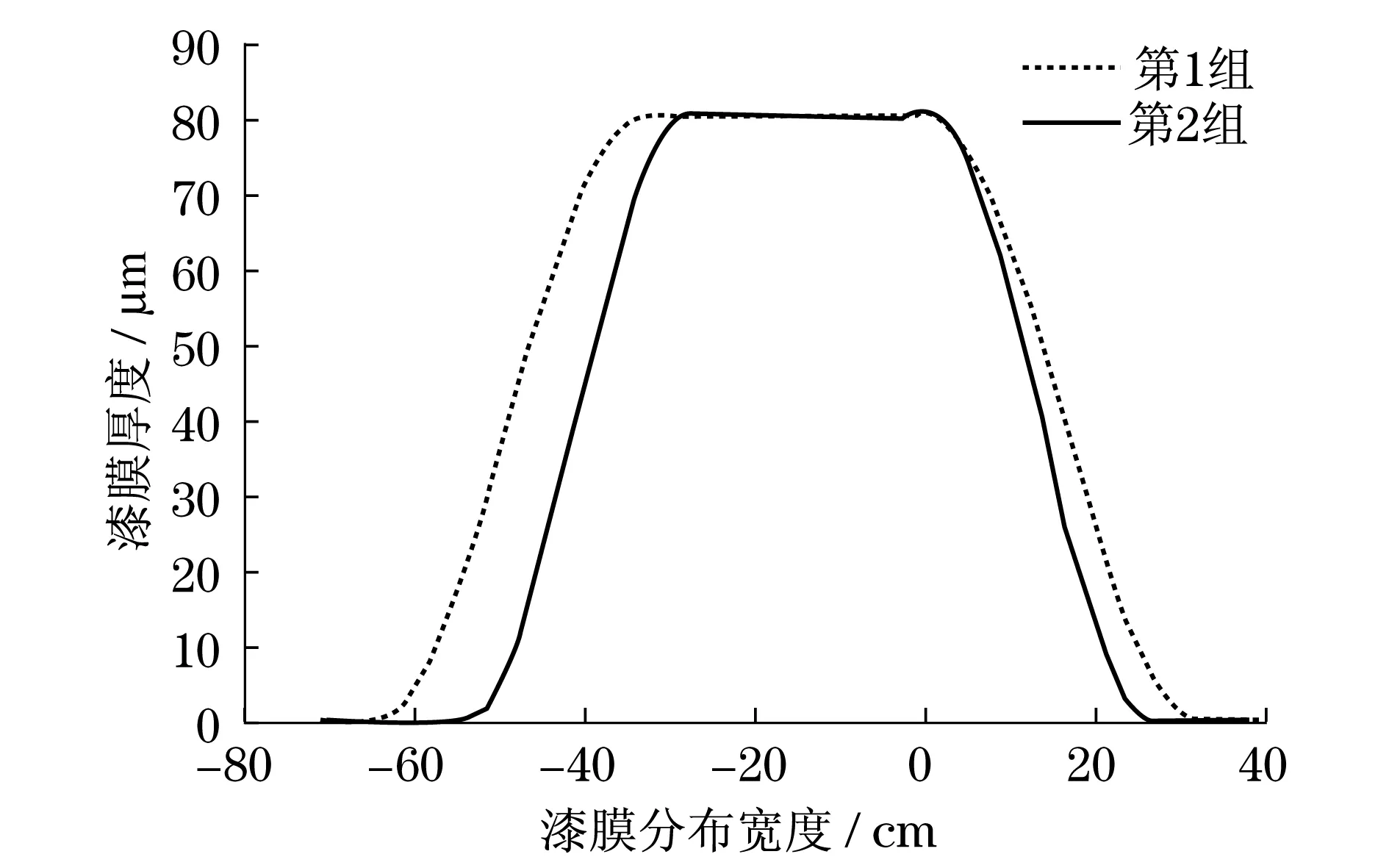
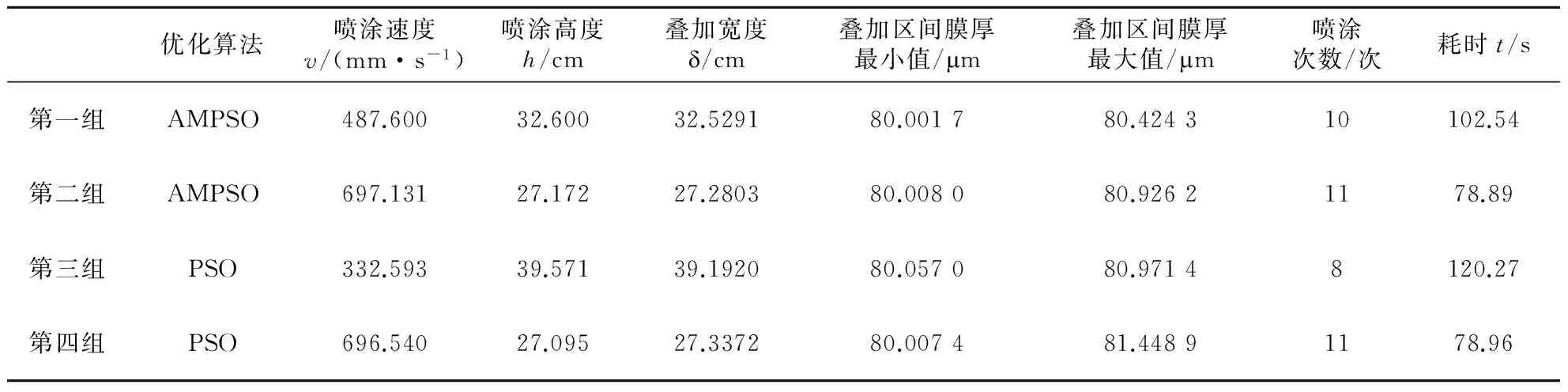
(6) 生成隨機數r,若r (7) 判斷是否滿足終止條件,若是,轉向步驟8,否則轉向步驟4. (8) 輸出,結束. 3.1 實例仿真 本文依托“面向大型船舶的智能噴涂機器人研發及應用”等項目的實施,研究噴涂機器人在船體外表面噴涂問題.為了模擬機器人在船體分段上的噴涂作業,本文采用長5 m寬3 m的平板模擬分段,并要求85 μm>T>80 μm,>10 cm,100 mm·s-1 由前文所述,設置種群粒子數n=100,Gmax=500,wmax=0.95,wmin=0.4,c1=c2=1.494 45,Pmax=0.4,Pmin=0,粒子維度為3.經AMPSO優化分別得到兩組參數:第1組v1=487.6 mm·s-1,h1=32.6 cm,1=32.529 cm;第2組v2=721.232 mmη,h2=26.7998 cm,2=26.7421 cm.兩組參數對應的膜厚如圖6所示. 圖6 第1、2組參數噴涂膜厚示意圖(兩道疊加)Fig.6 Schema of thickness distribution of Set 1 and Set 2 parameters(two strokes overlapped) 作為對比,采用PSO算法對噴涂參數優化,優化得到第3組參數v3=332.593 0 mm·s-1,h3=39.570 7 cm,3=39.192 0 cm;第4組v4=683.680 6 mm·s-1,h4=27.555 0 cm,4=27.283 7 cm,算法適應度值如圖7所示. 圖7 算法適應度值對比Fig.7 Fitness value of PSO and AMPSO 3.2 結果分析 4組優化值的相關參數對比如表1所示: 表1所示采用4組優化參數噴涂的膜厚均能滿足生產要求.比較不同優化目標,第1組和第3組參數噴涂時,在膜厚均勻性方面分別好于第2組和第4組參數;第2組和第4組參數噴涂時,噴涂次數雖有所增加,但耗時明顯小于第1組和第3組參數,噴涂效率分別提高了23.06%和34.34%. 表1中AMPSO和PSO優化后噴涂參數的噴涂質量和噴涂效率兩方面比較,第1組參數的膜厚均勻性和噴涂效率均好于第3組參數,第2組參數的噴涂效率略優于第4組參數,且膜厚均勻性也好于第4組參數.由圖5(b)可知,在優化得到第2組和第4組參數時,PSO算法在第80代收斂,而AMPSO需要403代時才得到最優個體.因此,雖然AMPSO的運算量大于PSO,但優化結果好于PSO,從參數優化的結果比較,AMPSO好于PSO,而從運算效率來看,PSO要好于AMPSO. 表1 噴涂參數優化對比 本文針對船舶工業噴涂機器人噴涂參數優化問題,建立可預測不同噴涂參數下膜厚分布的漆膜厚度分布模型并完善膜厚分布表達式;引入AMPSO根據船舶工業噴涂作業特點設置優化目標及約束條件,得到機器人最優噴涂參數組合,通過實例仿真驗證了參數合理性;采用文中方法結合船舶工業生產實際,將得到不同型號噴嘴對應的膜厚分布公式,減少獲取最優噴涂參數所需的試驗次數,降低企業生產成本. [1] ARIKAN M A S,BALKAN T.Process modeling,simulation,and paint thickness measurement for robotic spray painting[J].Journal of Robotic Systems,2000 (17): 479-494. [2] SUH S H,WOO I K,NOH S K.Development of an automatic trajectory planning system (ATPS) for spray painting robots[C]//Proceedings of IEEE International Conference on Robotics and Automation,Piscataway:IEEE,1991:1948-1955. [3] 張永貴.噴漆機器人若干關鍵技術研究[D].西安: 西安理工大學,2008. ZHANG Yonggui.Study on some key techniques tor spray-painting robot[D].Xi′an:Xi′an University of Technology,2008. [4] 陳偉.噴涂機器人軌跡優化關鍵技術研究[D].鎮江: 江蘇大學,2012. CHEN Wei.Research on key techniques of robotic spraypainting trajectory optimization[D].Zhenjiang:Jiangsu University,2012. [5] 李發忠,趙德安,姬偉,等.面向凹凸結構曲面的噴漆機器人軌跡優化研究[J].江蘇科技大學學報:自然科學版,2008,22(4):64-67. LI Fazhong,ZHAO De'an,JI Wei,et al.Trajectory optimization of spray painting robot for concavo-convex surfaces[J].Journal of Jiangsu University of Science and Technology:Natural Science,2008,22(4):64-67. [6] 邵振華,周波,孟正大,等.針對規則化工件曲面的噴涂軌跡規劃研究[J].計算機技術與發展,2015,25(3):6-10. SHAO Zhenhua,ZHOU Bo,MENG Zhengda,et al.Research on path planning of spray paint-ing for standardized workpiece[J].Computertechnologyanddevelopment,2015,25(3):6-10. [7] 魏士博.噴漆漆膜厚度控制算法研究及優化[D].武漢: 武漢理工大學,2013. WEI Shibo.Painting film thickness control algorithm research and optimization[D].Wuhan:Wuhan University of Technology,2013. [8] KENNEDY J,EBERHART R.Particle swarm optimization[C]//Proceedings of IEEE International Conference on Neural Networks,Piscataway:IEEE,1995: 1942-1948. [9] 呂振肅,侯志榮.自適應變異的粒子群優化算法[J].電子學報,2004,32(3): 416-420. Lü Zhensu,HOU Zhirong.Particle swarm optimization with adaptive mutation [J].Acta Electronica Sinica,2004,32(3): 416-420. Painting parametric optimization using AMPSO algorithm on ship painting robots MA Shu-mei,LUO Xi,LI Ai-ping,ZHOU Yun-wen (College of Mechanical Engineering,Tongji University,Shanghai 201804,China) Optimize the painting velocity,height and trajectory pitch,an optimization approach is proposed based on adaptive mutation particle swarm optimization (AMPSO) algorithm to realize best painting quality and efficiency.Based on the film thickness distribution model (FTDM),the relationship between the parametersand film thickness is proposed.By establishing the overlapped FTDM,the film thickness and robot working capacity is treated as constraints.By simulating the robot painting process on ship outer surfaces and comparing with the traditional PSO algorithm,the validity and rationality of AMPSO are verified,whereas such weaknesses of PSO algorithm as premature convergence can be improved. painting robot; painting parametric optimizing; PSO algorithm; shipbuilding industry 上海經信委資助項目(滬CXY-2013-25);上海科委資助項目(14111104400). 馬淑梅(1968-),女,副教授.E-mail:mashumei@tongji.edu.cn TP 242.2 A 1672-5581(2016)02-0125-063 實例仿真及結果分析

4 結語
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38房地產導刊(2022年5期)2022-06-01 06:20:14建材發展導向(2021年12期)2021-07-22 08:06:48建材發展導向(2021年7期)2021-07-16 07:07:52中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50數學物理學報(2020年2期)2020-06-02 11:29:24光學精密工程(2016年6期)2016-11-07 09:07:19核科學與工程(2015年4期)2015-09-26 11:59:03
