工藝尺寸鏈的分析與計算
2016-12-08 08:27:25鄭艷銘
中國新技術新產品 2016年20期
鄭艷銘
(沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
工藝尺寸鏈的分析與計算
鄭艷銘
(沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
摘要:本文針對工程實際中尺寸鏈換算的主要形式進行了分析和論述,對各種不同類型尺寸鏈的計算方法進行了總結,并對計算機輔助計算尺寸鏈的應用存在問題提出了自己見解,為尺寸鏈的分析與計算技術的發展指明了方向。
尺寸鏈;基準;自動計算
尺寸鏈是由一組相互連接的尺寸形成封閉的尺寸組。在工程設計和制造中經常用尺寸鏈來進行工藝尺寸換算,控制關鍵尺寸的公差,從而保證產品的制造精度。尺寸鏈的分類方法有很多種,按其空間位置的構成,可以分為線性尺寸鏈(一維)、平面尺寸鏈(二維)和空間尺寸鏈(三維)。無論是哪種類型的尺寸鏈都具有如下特點:
(1)封閉性:組成尺寸鏈的各個尺寸按一定順序構成一個封閉系統。
(2)相關性:尺寸鏈中其中一個尺寸變動,將影響其他尺寸變動。
1.工藝尺寸換算主要形式
在產品的制造過程中,由于產品的復雜性,需要很多工序才能完成,由于加工基準的轉換,使工藝尺寸換算在工藝過程設計中占有重要的地位。尺寸換算主要有以下幾種形式:
(1)原始基準與設計基準不重合:圖1中A為設計基準,B為加工面,C為原始基準,尺寸H必須通過換算后求出。
(2)間接測量:圖2中工序原始尺寸為200+0.1,B為加工面,若要對該尺寸直接測量比較困難,因此將一個芯軸安裝在零件上,與零件內部的定位面接觸,借助基準A進行間接測量。尺寸L為固定長度。通過測量H來間接保證工序尺寸
(3)多尺寸保證:圖3中小孔在粗加工階段已經加工完成,主設計基準A在最后面加工保證,與主設計基準有關的尺寸有4個:12±0.1。兩個工序中,小孔中心與左端面的距離不變,因此H值由個尺寸共同來保證。

圖1 原始基準與設計基準不重合
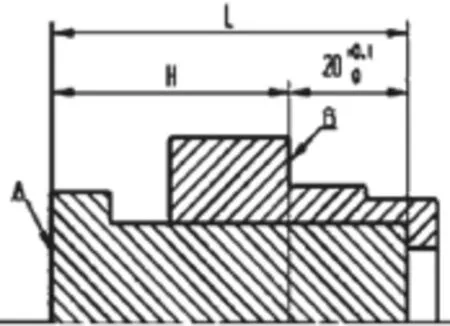
圖2 間接測量
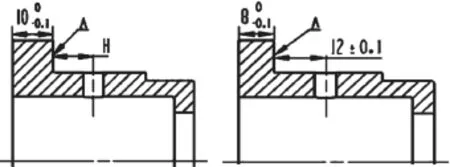
圖3 多尺寸保證
2.線性尺寸鏈計算
線性尺寸鏈也是我們平常接觸最多的一類尺寸鏈。各類已知的文獻中都是以線性尺寸鏈為案例進行分析說明。復雜零件會涉及到不同工序的尺寸組成一個尺寸鏈,相互關聯的尺寸數量比較多。
線性尺寸鏈的各個組成尺寸方向都在同一方向,因此計算方法簡單。尺寸鏈由組成環和封閉環組成。組成環又分為增環和減環。在計算尺寸鏈的過程中正確區分增環、減環和封閉環是保證尺寸鏈計算正確的前提條件。封閉環是由其他尺寸間接形成的尺寸,在一個尺寸鏈中只有一個封閉環。增環和減環的區分主要看該尺寸對封閉環的影響。當組成環增大,封閉環也增大時,該組成環就是增環;反之,當組成環減小,封閉環減小時,該組成環就是減環。增環、減環和封閉環之間存在如下關系:

3.非線性尺寸鏈計算
平面尺寸鏈和空間尺寸鏈可以歸結為非線性尺寸聯,其計算方法相同。和線性尺寸聯的區別在于空間維度不同,但是通過分析和計算都可以轉化為一維的線性尺寸鏈。
平面尺寸鏈和空間尺寸鏈的尺寸類型不再是單一的線性尺寸,通過角度的變化,使線性尺寸的方向發生了變化,使尺寸鏈的變化不再保持單一的方向,使空間維度由一維變為二維,甚至三維。本文以平面尺寸鏈為例進行著重說明。
圖4所示為實際生產過程中零件的某加工工序相關尺寸,右側為尺寸鏈示意圖。設計圖紙要求的尺寸為A1,在實際加工工序中為方便測量,轉化為直接測量A2。為使A1滿足設計圖紙的需求,需要計算A2的尺寸公差。這就需要找出A2與A1的關系。從尺寸鏈示意圖中可以看出在由A1、A2和△組成的尺寸鏈中,A1為封閉環,A2和△為組成環,并存在如下關系:

△值是通過投影矢量關系的分解轉化的,可以用已知的線性尺寸和角度表示出來:

可以推算出A1=A2-A3/tgθ
從圖2中箭頭的方向能看出尺寸鏈的增環和減環,和封閉環A1方向相反的△為減環,和封閉環A1方向一致的A2為增環。按線性尺寸鏈的計算方法,可以算出:

以上方法是利用矢量分解,將平面尺寸轉化為相互垂直的兩個方向的線性尺寸鏈,再按需要選擇一個方向的線性尺寸鏈進行計算。對空間三維尺寸鏈的計算方法可以采用相同的方法,先將尺寸分解為相互垂直的3個平面尺寸鏈,再選擇需要的平面,繼續進行分解為線性尺寸鏈。
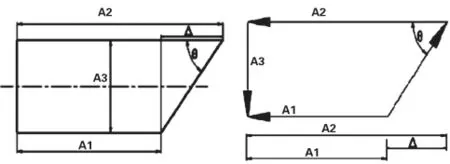
圖4 平面尺寸鏈實例
4.尺寸鏈計算技術的發展需求
尺寸鏈計算過程簡單,但在實際工程應用中還會涉及到很多問題,在尺寸鏈的計算中還有很多參數是未知的,如工序余量的確定,公差如何進行分配、增減環的判斷等。這些不確定的因素需要技術人員具有一定的工程實際經驗。同時在制造企業中尺寸鏈的計算還采用手工計算的方式,非常容易出錯,自動化程度亟待提高。很多機構的研究人員正在研究尺寸鏈的自動計算,也開發出多種尺寸鏈計算工具,但都處于原型系統狀態,應用率很低。隨著計算機技術的發展,尺寸鏈自動計算工具應該結合工藝設計軟件進行開發完善,針對以下問題開展研究:
(1)尺寸鏈計算類型單一化。目前大多數工具僅僅局限于線性尺寸鏈的計算,應增加尺寸鏈計算類型如平面尺寸鏈和空間尺寸鏈等。
(2)自動化程度低。應提高自動化程度,減少人工輸入,自動判斷增環、減環及其方向。
(3)提高公差分配功能。
[1]王先逵.機械制造工藝學[M].北京:機械工業出版社,2000.
[2]曹偉,等.工藝尺寸鏈的應用實例[J].機電工程技術,2013.
[3]劉永平.基于UG二次開發平面尺寸鏈的計算與研究[D].沈陽:沈陽航空航天大學,2014.
TH162
A
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
