CO2氣體保護(hù)焊焊接工藝參數(shù)選擇
2016-12-01 07:53:04郭石宇火箭軍工程大學(xué)士官學(xué)院
消費(fèi)導(dǎo)刊
2016年10期
關(guān)鍵詞:焊縫
郭石宇 火箭軍工程大學(xué)士官學(xué)院
CO2氣體保護(hù)焊焊接工藝參數(shù)選擇
郭石宇 火箭軍工程大學(xué)士官學(xué)院
CO2氣體保護(hù)焊是利用CO2作為保護(hù)氣體的熔化極電弧焊方法。CO2氣體保護(hù)焊比其他的電弧焊方法有更大的適應(yīng)性、更高的效率、更好的經(jīng)濟(jì)性以及更容易獲得優(yōu)質(zhì)的焊接接頭。CO2氣體保護(hù)焊時要正確選擇焊接工藝參數(shù),從而獲得優(yōu)質(zhì)焊縫,提高焊接質(zhì)量。
CO2氣體保護(hù)焊 工藝參數(shù)
CO2氣體保護(hù)焊的焊接工藝參數(shù)主要包括焊絲直徑、焊接電流、電弧電壓、焊絲伸出長度、電源極性、氣體流量和焊接速度、焊槍傾角、噴嘴至焊件的距離等。
一、焊絲直徑
焊絲直徑是根據(jù)焊件厚度、施焊位置及質(zhì)量要求為依據(jù)選擇,見表1。
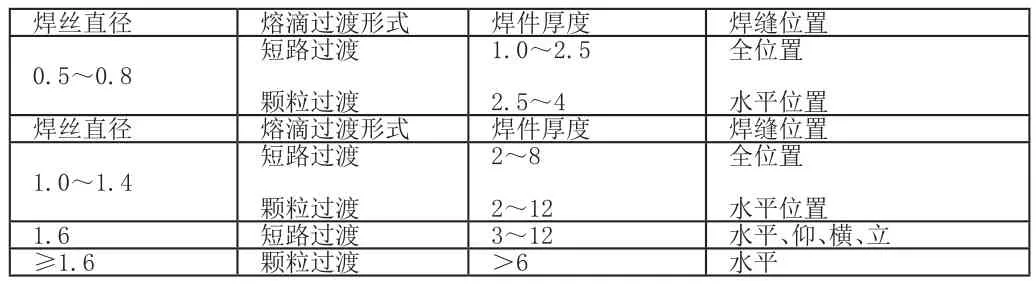
表1 CO2氣體保護(hù)焊不同直徑焊絲的適用范圍
二、焊接電流
焊接電流應(yīng)根據(jù)焊件厚度、焊絲直徑、坡口形狀、施焊位置及熔滴過渡形式來確定。焊絲直徑與焊接電流的關(guān)系見表2。
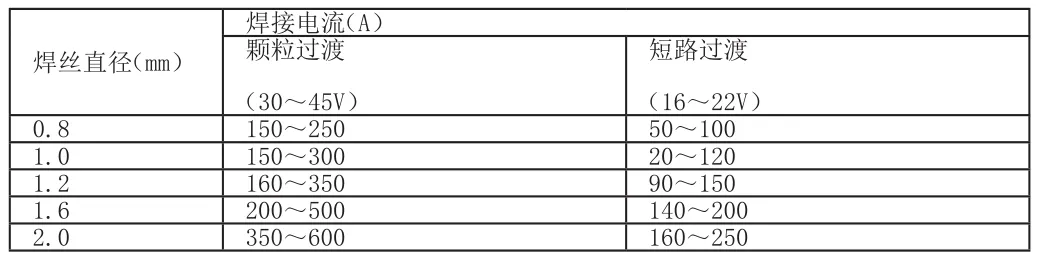
表2 CO2氣體保護(hù)焊不同直徑焊絲焊接電流的適用范圍
三、電弧電壓
電弧電壓是影響熔滴過渡、飛濺大小、短路頻率和焊縫成形的重要因素。通過細(xì)絲焊接時電弧電壓為16V~24V,粗絲焊接時電弧電壓為25V~36V。當(dāng)采用短路過渡時,電弧電壓與焊接電流有一個最佳配合范圍,見表3。
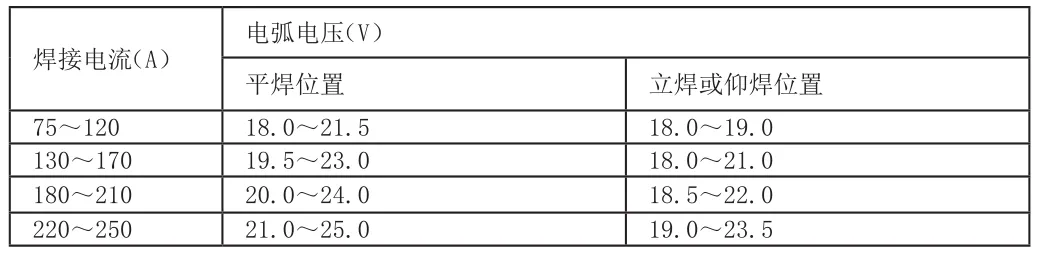
表3 CO2氣體保護(hù)焊不同直徑焊絲焊接電流與焊接電源的配合
四、焊接速度
焊接速度對焊縫的成形有一定影響,應(yīng)根據(jù)焊件材質(zhì)的性質(zhì)、厚度和冷卻條件等來選擇。一般焊接速度在15m/h~40m/h范圍內(nèi)。
五、焊絲伸出長度
焊絲伸出長度是指從導(dǎo)電嘴到焊絲端部的距離,一般約等于焊絲直徑的10倍,且不超過15mm。……
登錄APP查看全文
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
燕山大學(xué)學(xué)報(2014年2期)2014-03-11 15:28:16