淺談數控車實訓教學中加工路線的確定
2016-11-19 15:48:25劉一波
職業·中旬 2016年4期
劉一波
摘 要:本文介紹了學生在數控車實訓教學中進給路線的選擇方法,同時也對數控車削中三種不同的退刀方式進行了對比。學生在實際車削加工中合理選擇加工路線是提高加工效率、保證加工質量,降低成本的有效途徑,從而進一步提高學生的實訓技能。
關鍵詞:數控車實訓 加工路線 換刀點
學生在數控車實訓過程中,為了更好地實現高效加工,必須進行合理地編制加工程序。為了進一步提高加工效率,學生在編程過程中要綜合考慮刀具進給路線的選擇,以及合理確定換刀點位置,以確保安全的情況下縮短換刀時間,從而提高實訓項目的加工效率。
一、合理確定進給路線
在數控車實訓教學中,學生通過粗車—半精車—精車的加工順序,來逐步提高實訓項目的加工精度。粗車是為了將工件表面上的大部分加工余量在較短的時間內加工完成,一方面是為了提高金屬切除率,另一方面是為了使精車的加工余量更加均勻。此實訓環節主要是讓學生將所編制的加工程序能達到減少循環走刀次數,提高加工效率的目的,學生在對實訓項目編程時應合理選擇其走刀方式。在軸套類零件加工時,盡量選擇軸向走刀、徑向進刀的走刀路線,加工盤類零件時,盡量選擇徑向走刀、軸向進刀的走刀路線。
在實際車削加工中,為進一步提高加工效率,盡量縮短進給路線,減少加工時間。在保證加工安全的情況下,要合理地選擇進刀點,避免空行程走刀路線的產生。
二、合理選擇退刀路線
學生在零件車削加工過程中,為了確保刀具與工件發生碰撞,也要合理選擇退刀路線。當零件切削加工結束后,刀具都是以G00快速移動方式返回到刀具的起始位置的。學生在選擇退刀路線時應考慮以下兩個方面:其一,保證加工安全,避免刀具在退刀過程中與工件發生碰撞;其二,縮短退刀時間,使刀具退刀的路線短,提高加工效率。
在數控車削實訓過程中,由于每個實訓項目所要加工的部位各不相同,所以退刀路線也隨之不同。數控車床通常選用以下三種退刀路線。
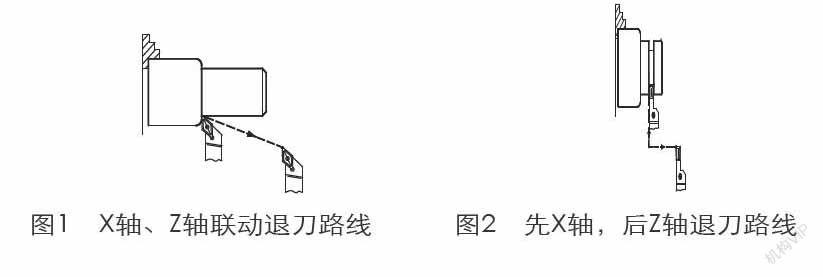
1.X軸、Z軸聯動退刀路線
X軸、Z軸聯動退刀路線,如圖1所示。此種退刀路線行程短,這種退刀方式適合于加工圓柱表面時的退刀。學生在選用這種退刀方式時應注意,如果車削階梯軸時,刀具應車出階臺部分后再進行退刀。
2.先X軸,后Z軸退刀路線
先X軸,后Y軸退刀路線,如圖2所示。是指刀具先沿經X軸向退刀后,到達指定位置時再沿Z軸向退刀。此種退刀方式多應用于為外輪廓的切槽加工時的退刀。學生在編輯加工程序時,一定要注意要將切刀退出槽外后再進行Z軸退刀。
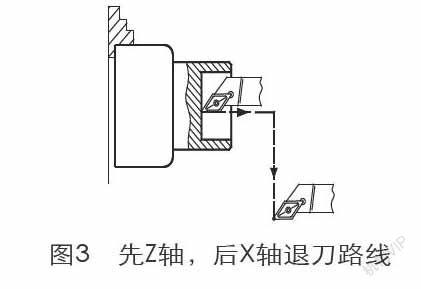
3.先Z軸,后X軸退刀路線
先Z軸,后X軸退刀路線的順序與上一種退刀方式正好相反,使刀具退刀Z軸安全位置后,再退X軸,如圖3所示。這種退刀方式應用于內孔的車削加工時的退刀。學生要保證編輯的程序Z軸方向退到安全距離后再退X軸方向。
三、合理確定換刀位置
此部分內容是學生在實訓中必須要掌握的重點內容之一。設置數控車床刀具的換刀點是編制加工程序過程中必須考慮的問題,換刀點最安全的位置是換刀時刀架或刀盤上的任何刀具都不與工件或機床其他部件發生碰撞的位置。
學生往往會在編輯程序時忽略此問題,造成刀具與工件發生碰撞,對機床造成損壞。一般的,在單件小批量生產中,我們習慣把換刀點設置為一個固定點,其位置不隨工件坐標系的位置改變而發生變化。換刀點的軸向位置由刀架上軸向伸出最長的刀具(如內孔鏜刀、鉆頭等)決定,換刀點的徑向位置則由刀架上徑向伸出最長的刀具(如外圓車刀、切槽刀等)決定。
在大批量生產中,為了提高生產效率,減少機床空行程時間,降低機床導軌面磨損,有時候可以不設置固定的換刀點,每把刀各有各的換刀位置。這時,編制和調試換刀部分的程序應該遵循兩個原則。
(1)確保換刀時刀具不與工件發生碰撞。
(2)力求最短的換刀路線,即所謂的“跟隨式換刀”。
學生在實訓過程中要嚴格遵守換刀點設定原則,確保實訓加工安全。
四、小結
學生在實訓加工中首先要合理地確定加工路線,其次要考慮數值計算要簡單,走刀路線盡量短以及換刀位置合理等方面。合理地選擇加工路線對保證實訓項目加工精度和表面粗糙度,以及充分發揮數控車床的加工效率十分重要,從而也進一步提高了學生的實訓技能。
參考文獻:
[1]羅繼紅.淺談數控車削加工技巧[J].新課程(下), 2013(5).
[2]胡小波.淺談數控車床加工程序的編制[J].裝備制造技術,2007(11).
(作者單位:遼寧軌道交通職業學院)
