拉深件之凸緣起皺的原因分析
2016-09-26 09:21:48陳洪艷王正東
裝備制造技術 2016年7期
關鍵詞:變形
陳洪艷,王正東
(廣東省工業貿易職業技術學校,廣東 佛山528000)
拉深件之凸緣起皺的原因分析
陳洪艷,王正東
(廣東省工業貿易職業技術學校,廣東 佛山528000)
圓筒形拉深件,在常規的拉深過程中容易產生起皺和拉破的現象。針對圓筒形拉深的起皺的原因進行分析,通過對圓筒形件的起皺的原因進行分析,針對起皺的現象提出解決方案,從增加壓邊圈、采用合理的拉深系數和間隙等方面來進行解決。通過合理的拉深工藝,來提高拉深件的質量。
拉深;起皺;拉深系數;壓邊圈;間隙
圓筒形拉深件在日常生活常有,比如做飯用的鍋、盆,喝水用的杯子、飯盒等,絕大多數是用模具對鋼板拉深而成。板料在壓力的作用下,隨凸模引導凹模內成形,由于模具幾何結構尺寸、接觸摩擦和壓邊力等因素的影響,在金屬的成形過程中常發生起皺現象,為了得到高質量的鈑金產品,必須克服和抑制成形過程中起皺的發生。
拉深是在壓力機的壓力作用下,利用拉深模具將平板坯料或空心工序件制成開口空心零件的加工方法。在拉深過程中使用的拉深模具、拉深方式、材料等不同,對拉深坯料時所產生的缺陷的形式也不同。拉深過程中對零件造成主要的缺陷形式有兩種:起皺和破裂。在此只針對坯料凸緣起皺的原因進行分析,并提出防止起皺的措施。
1 圓筒形拉深件的形成過程
利用模具裝平板料壓制成開口空心件的沖壓過程稱為拉深,如圖1所示。
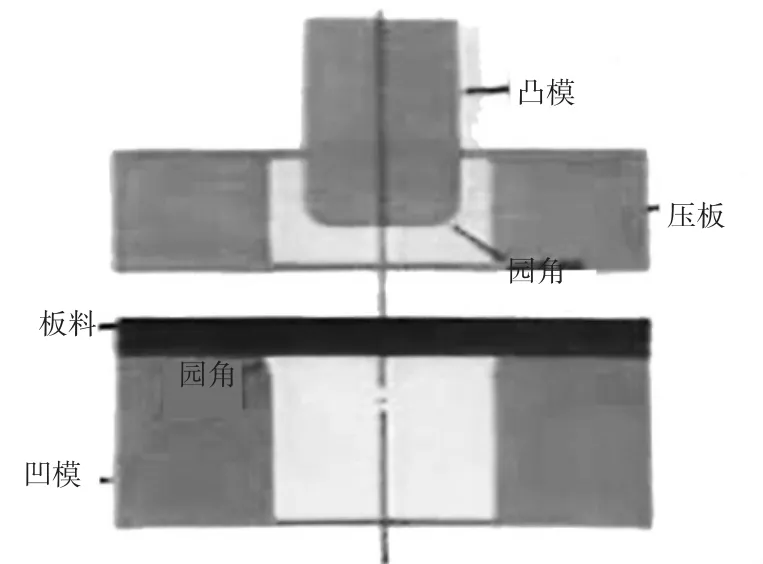
圖1 圓筒形件拉深圖
圓筒形拉深件的形成是利用模具,將平板料置于凹模上,在壓力機的作用下,置于凹模上的板料會順著凹模口被壓入凹模內,從而形成一個圓筒形的拉深件。拉深件的形成過程可通過拉深時金屬的流動變化情況來觀察,從而了解在拉深過程中材料的受力情況。如圖2所示[1]。

圖2 坯料形成過程中的受力情況
從拉深坐標網格試驗和拉深過程中坯料的應力與應變狀態圖中可以總結出:圓筒形拉深件在拉深的過程中,由于壓力機是對部分板料施加壓力,所以造成與壓力塊接觸的板料中心部分底部基本不變形,稱為不變形區;而與壓力塊不接觸的凸緣部分(即為D-d環形部分),在拉力的作用下,發生變形,該部位稱為主要變形區。在拉深的過程中,由于模具壓入板料的作用力,使板料凸緣區的金屬內部產生內應力,在徑向拉應力和切向壓應力的作用下,徑向伸長,切向縮短,并不斷地被拉入凹模中形成筒壁,直到平板毛坯完全變成圓筒形工件。因此,圓筒形拉深件的拉深過程是將板料的凸緣部分材料逐漸轉移到筒壁部分的過程。由于凸緣部分的板料在拉深的過程中,在徑向產生拉應力,該部分的材料發生塑性變形,當該部分的壓應力大于其材料的穩定極限時,該部分的材料變生了起皺現象。
在拉深的過程由于受力位置和加工方式的不同,坯料起皺部位各有不同,比如,凸緣起皺、局部起皺等,如圖3所示,不同部位的起皺對產品的影響各不相同,這里只針對某種情況下坯料凸緣起皺的形式進行分析[1]。

圖3 不同部位的起皺
2 某一方形零件拉深時凸緣起皺原因分析
方形零件在拉深的過程中產生凸緣部分的起皺現象(如圖4所示),影響零件的使用。針對方形零件凸緣部分產生起皺進行分析。

圖4 方形拉深件起皺
拉深件的起皺是指在拉深時板料出現波紋狀皺折。板料在模具的作用下發生變形,產生了拉深件,在徑向拉應力的作用下,厚度方向的壓縮力、剪切力、拉伸力和彎曲力等外力組成的壓應力達到或超過其材料的穩定極限時,起皺便產生了。圓筒形的拉深件的主要變形區在凸緣部分,而該變形區的切向壓縮是主要變形,當較薄的板料遇到較大的切向壓應力時,該部分材料便會失穩而在凸緣的整個周圍產生波浪形的連續彎曲,該現象稱為起皺。而當凸緣的外邊緣部分的切向壓應力為最大時,該部分的起皺也首先發生,所以起皺首行發生的是在凸緣的最外邊緣。同時,材料的相對厚度t/D越小(即材料越薄),越容易發生起皺。板料在拉深過程中,除壓應力引起皺以外,還有共它應力成分引起起皺,其形狀各不相同。
根據以上分析,拉深件在拉深過程中是否起皺主要由以下因素來決定:
(1)板料的薄厚程度。板料在拉深過程中,凸緣部分的起皺在很大程度上與板料的厚度有關,當板料越薄時,板料的抗失穩能力就越低,就越容易起皺,這與板料拉深過程中的板料的相對厚度t/D決定的。
(2)拉伸系數m.板料的拉深時采用的m越小,變形程度就越大,凸緣部分在壓力圈的作用下,產生的切向壓應力也隨之增大,抗失穩的能力就越差,所以板料就出現起皺現象[1]。
(3)壓邊圈的壓料力。在拉深件采用壓力圈時,如采用的壓料力過小時,壓邊圈無法控制板料厚度方向的失穩,也就造成了起皺的現象[2]。
判斷工件在拉深時是否起皺的極限條件,可按下式計算:

式中:t為坯料厚度;m為首次拉伸系數;D為坯料直徑。
(4)材料的性能。材料的彈性模量和硬化模量越小,抗失穩的能力就起小。抗失穩能力隨著拉深的進行而增加。
3 如何預防拉深件凸緣部分起皺的措施
(1)采用壓邊圈時,控制好壓邊力。圓筒形的拉深件在拉深過程中,一般采用壓邊圈來防止其凸緣部位的變形,而作用于壓邊圈上的壓邊力在拉深過程中不宜過大或過小,當壓邊力過大時,板料與凹模間的摩擦會增大,從而引起板料的徑向拉應力也隨之增大,從而板料發生破裂。當壓邊邊過小時,壓邊圈對凸緣部分的作用力小,從而引起凸緣部分失穩,引起起起皺。因此,拉深開始時就應施加壓邊力,且在拉深過程中對壓邊力進行隨機調節和控制。判斷起皺過程中的壓邊力過大還是過否,可以從皺的位置來觀察,比如:起皺在凸緣四周均勻產生時,以應判斷為壓邊力不足。壓邊力偏低時,折皺會在四周增高。逐漸提高壓邊力,就可消除折皺提高壓邊力。因此在拉深過程中,應保持大小適當的壓邊力,根根凸緣部位的變形情況來重新調整壓邊圈子,使壓邊力控制在板料允許變形程度之內[3]。
(2)選擇合理的工藝拉伸系數。拉深系數越小,變形程度越大,就易起皺拉裂。在圓筒形拉深件中,最容易使拉深系數影響的是凹凸模圓角半徑。板料在拉深過程中,板料隨凸模向凹模里壓入,在板料向凹模壓入處和凸模壓板料應采用圓角過渡。根椐圓角越大,板料對凹凸模口的摩擦力就越小,所以,在凹凸模圓角半徑允許的情況下,凹凸模圓角半徑越大越好。同時,采用適當的凹模圓角半徑R,既可提高壓邊圈的作用,又能降低極限拉深系數。拉深系數可查表[1]。
(3)采用合理的拉深模間隙Z.拉伸間隙過大,進料過多,也易起皺。因此除控制好拉深時壓力,還應采用采用合理的拉深模間隙Z[4].
(4)提高材料本身抗失穩的能力。在拉深過程中,抵抗失穩能力是隨著拉深的進行而增加的,凸緣寬度變小,即凸緣變形區的相對厚度在增大。而厚度方向的變形取決于板料的徑向拉應力和切向壓應力的比例關系,在越靠近邊緣的部位,板料就會增厚,當拉深變形程度較大,板料又比較薄時,則在坯料的凸緣部分,特別是外緣部分,在切向壓應力作用下可能失穩而拱起形成起皺。為了防止起皺,在生產實踐中通常采用壓邊圈。在雙動沖床的拉深模的剛性壓邊圈,主要靠調整壓邊圈與凹模表面間隙保證起皺,而用于單動沖床的彈性壓邊圈,常用橡膠、彈簧、氣墊等[3]。
4 結束語
在拉深過程中,拉裂和起皺是在拉深件中最常見的現象,為保證拉深件的質量就應防止拉深件的拉裂和起皺。為防止拉深件的皺,需采用加大壓邊力措施,但又恰好能使材料變薄。因此,在實際生產中,根據實際情況進行分析,如果在拉深件的表面形成波紋形狀,說明壓邊力太小,應適當的增大壓邊力。除此之外,還應考慮材料本身抗失穩的能力,采用壓邊圈的方法防止起皺。通過對零件其進行綜合分析,采用合理的工藝措施,可以得到精度較高、質量較好的工件。
[1]任建偉.模具工程技術基礎[M].北京:高等教育出版社,2009.
[2]蘇偉.模具概論[M].北京:人民郵電出版社,2009.
[3]翁其金.冷沖壓技術[M].北京:機械工業出版社,2002.7.
[4]許樹勤.模具設計與制造[M].北京:北京大學出版社,2008.
The Analysis of the Causes of Deep Drawing of a Convex Cause Wrinkles
CHEN Hong-yan,WANG Zheng-dong
(Industrial trade Vocational School of Guangdong Province,Foshan Guangdong 528000,China)
Cylindrical deep drawing parts,in the deep drawing process of the conventional prone to wrinkle and break down.For the cause of the wrinkling of the cylindrical deep drawing is analyzed,based on the cylindrical parts to analysis the cause of wrinkling,propose solutions for the phenomenon of wrinkling,from increasing pressure to coil,adopting reasonable drawing coefficient and clearance to solve.Through rational deep drawing process,to improve the quality of deep drawing parts.
stretching;wrinkling;pressure to coil;clearance
TG302
B
1672-545X(2016)07-0144-03
2016-04-30
陳洪艷(1984-),女,江西高安人,助講,本科,模具制造工技師,主要從事模具專業和機械專業教學工作;王正東(1979-),男,寧夏西吉人,講師,本科,高級技師,數控銑工技師,高級鉗工,主要從事機械專業教學與研究工作。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36