數控銑中級工考證的解構研究
2016-09-26 09:22:20劉建煒喬龍陽陳上濤陳柏良
裝備制造技術 2016年7期
劉建煒,喬龍陽,陳上濤,陳柏良
(陽江職業技術學院機電系,廣東 陽江529500)
數控銑中級工考證的解構研究
劉建煒,喬龍陽,陳上濤,陳柏良
(陽江職業技術學院機電系,廣東 陽江529500)
數控銑中級工考證有理論也有實踐,是對學生綜合能力的考察。從歷年實操題型中解構并提取了共性特征,對其中的難點進行分析和總結,并用實際案例對解構進行驗證,得出了更加合理的中級工考證模式。
中級工;共性特征;解構
數控銑中級工技能考證,是對學生專業學習成果的綜合檢驗,它反應了識讀圖,工藝制定,編程,加工操作,檢測等整個制造流程的內容,有理論也有實踐,非常的豐富和綜合,但也相對瑣碎和細致,需要有一定的理論知識和熟練的操作技能才能順利過關[1-2]。現時的技能考證有三個模塊,影響通過率的往往是實操環節,基于此本文從歷年題型入手解構提取共性并對難點分析,以得到更合理的考證和訓練模式[3]。
1 解構共性特征
1.1零件的分析
歷年考證零件以2D輪廓、孔等特征形成,一般分布在兩個大面上,也有部分特征分布在側面上的。
形狀上較為簡單,對學生的識讀圖紙有一定的要求,模型一般可以通過特征的加減布爾運算得到。總體來說對識圖和建模要求一般,經過訓練都能達到要求,難度不大。
1.2加工的分析
毛坯的設定為四個側面有余量而兩個大面到數。特征分布在兩個不同的面上,加工時需多次的裝夾。對細節掌握要比較到位,否則難以保證相關尺寸。
形狀和特征為2D輪廓類,加工的刀具較單一,一般選擇平底立銑刀和孔類刀具即可完成加工。
對于誤差上的要求,需要一定的工藝分析能力才能實現。同一面上的特征誤差,由對刀精度和機床保證(編程無誤下)。
不同面的特征行位誤差考察學生對零件的各基準的理解,有一定難度。
這一環節需要學生具有較好的工藝分析能力,才能較好的完成加工。
總的來說,中級技能實操環節對學生的考察是很全面的它涉及了建模,工藝制定,編程和加工檢測整個的制造環節。通過上述分析,可知對工藝的制定及落實編程環節是難點。
2 難點分析
2.1工藝的制定
一般依照先簡后繁,精基準先行的原則來確立工藝順序[3]。可以匯成工序工步表,指導后續編程。
2.2基準的確立(坐標系的選擇)
編程環節中首要任務就是確立基準,建立坐標系。這一步關乎后續的裝夾和對刀,需要有通盤考慮,合理的選擇。
在基準的確立上,學生往往難以結合零件圖進行分析,容易以僵化的思維,生搬硬套脫離圖紙的要求。
結合標注的尺寸要求可以確定出加工的工序基準,從而確定出坐標系。一般以精度高和多個尺寸引出的同一基準作為坐標系選取的參考。如果零件具有對稱特征,也可四邊分中頂面為0,從而讓誤差均勻化。
2.3裝夾
確立好加工順序和選擇好坐標系之后,就能確立裝夾的具體方案,裝夾的位置,具體裝夾的深度,露出加工的高度等。可以畫出草圖
2.4編程的細節
2.4.1建立程序組
把工藝方案中工序工步對應在程序組中并細化,就得到了該零件的程序框架,后續只要修改編程參數,優化程序即可。
2.4.2邊界的應用和建立
2D程序的編程是以邊界來驅動生成刀路,邊界的理解和正確的使用尤為重要。這又往往是學習的難點。邊界是控制刀具加工范圍的,那就有橫向和縱向(即X-Y平面)的范圍和高度方向(Z向)的范圍,邊界可以控制橫向和縱向的范圍及高度方向的起始范圍,終止位置的范圍由底面選項控制。高度方向的范圍容易理解和控制,它反應的是刀具高度起始切削位置和終止位置。橫向和縱向的范圍通過邊界控制時,根據邊界的開放性和封閉性可以控制刀具行走于左右側和內外側。開放邊界的左右側按照刀具行走控制,封閉邊界的內外側按照材料側來控制,需要結合是毛坯和部件邊界來具體區分,封閉的部件邊界內部為材料側時,刀具在邊界外部切削,反之亦然,毛坯邊界正好相反。這樣的話,通過邊界和創建的線就可以很好的控制刀具的刀具路徑在各位置切削。
2.5精度的保證
由于訓練過程有意無意的簡化和忽略精度,及不考慮裝配性,導致對于精度的控制能力較弱。
尺寸公差按照誤差的分布有正向,負向公差和對稱公差這幾類。對于這些尺寸公差的控制需要結合形狀內、外種類進行。方法有幾種:建模時取中間尺寸,編程環節修改刀具尺寸或修改余量。
建模時取中間尺寸,會有尺寸換算,模型通用性也較差。修改刀具尺寸和余量可以簡化編程和提高程序易用性(公差不合要求可直接修改),可較好的實現精度控制。
3 案例驗證
3.1零件分析
選取往年考證零件如圖1,進行驗證。由零件圖知,此零件為典型的2D輪廓件,特征分布在頂面和側面上具有一些對稱性。頂面上有64×(64~63)凸臺,其由兩部分組成:32×64×8和32×63×7高差為1,二者上各有一距中心橫向20和縱向15的20 ×20倒圓腔體和直徑Φ6的孔。側面為60×11 ×25的腰形槽。
頂面形狀基準為中心,中心可由基準A,B確立,基準B與側面C垂直,側面形狀由底面和兩側面中心確立。據此就可以建模和確立編程坐標系。
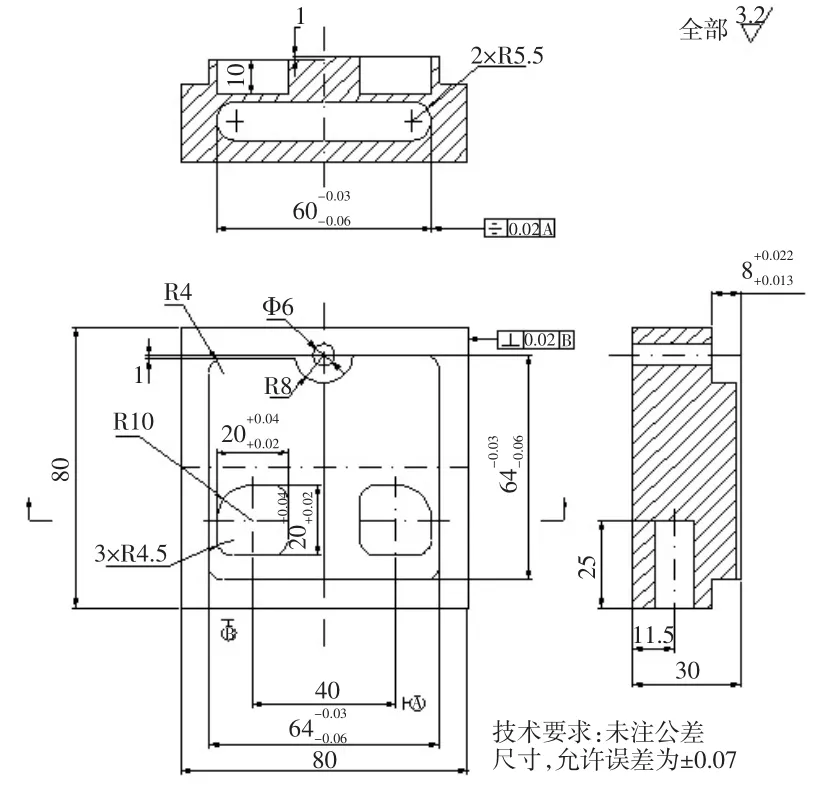
圖1 往年考證零件圖
3.2工藝的制定
由給定的毛坯為81×81×30且對磨兩面,基準A,B有垂直度要求,且關乎腰形槽的對稱度及頂面形狀的位置,須優先確立。由此即可得出加工順序:A面的加工,C面的加工,A面形狀腰形槽的加工,頂面形狀的加工。這樣需要四次裝夾完成加工。考慮外形的對稱性,加工好C面之后,將腰形槽在C面上加工,后續調整位置加工頂面形狀,可減少一次裝夾。據此可以得到該零件的工序工步形成表1.
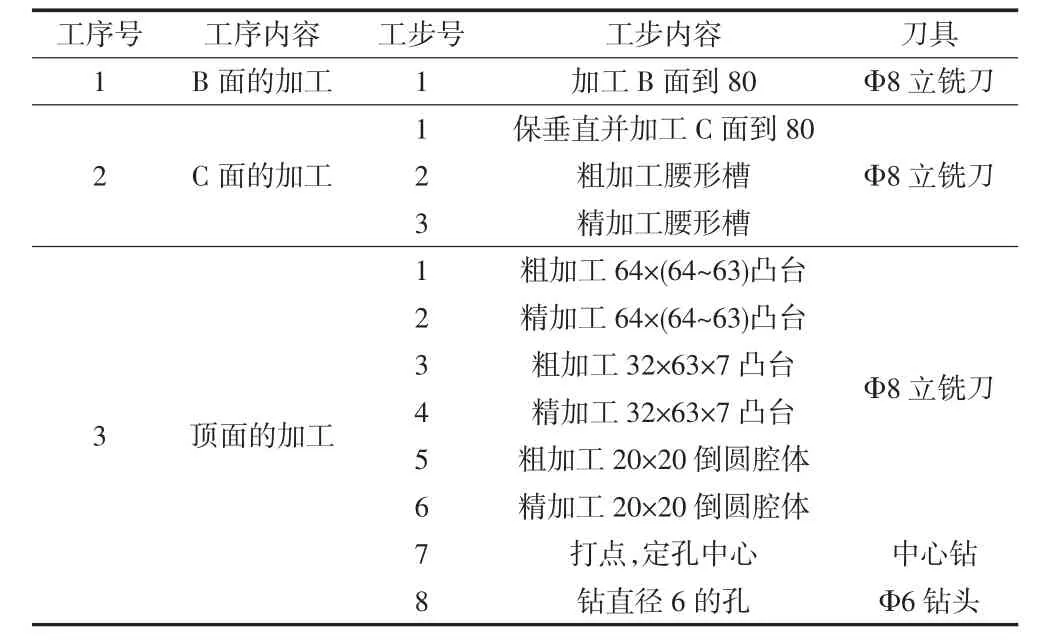
表1 數控加工工序工步
3.3基準的確立
在確立好該零件的工藝路線后,各工序的坐標系和對刀方法也就好確定了。
工序1只需確立Z向,取頂為零保證高度。X,Y向無具體要求只需加工到,簡單起見中心為XY的0點,取單邊偏移得到0位。
工序2工步1可按工序1一樣完成設定坐標系和對刀。剩余兩個工步,腰形槽的X向基準是A,Y向基準是底面這一大面,Z向取頂為零。對刀時X向以加工過的側面作為單邊偏移得到0位,Y向以底面偏移得到0位,Z向取頂為零。
工序3頂面形狀基準為中心,中心可由基準A,B確立。坐標系建立在中心,Z向取頂為零。對刀時X,Y向以加工過的側面作為單邊偏移得到0位,Z向取頂為零。
3.4裝夾
工序1,2裝夾長邊匹配X向,露出超過1 mm的加工位置。工序2裝夾時需找正,以保證兩側面的垂直度。工序3露出超過8 mm的加工位置且裝夾超過3 mm以上。
3.5編程的細節
頂面形狀的32×63×7凸臺部分由于有R8的圓弧,需要建立邊界否則會有材料切不到。
為保證精度,簡單起見通過修改切削參數中的余量來實現,其中需要處理的形狀對應的尺寸有外形尺寸:凸臺外形為負向公差,凸臺高 為正向公差。內形尺寸:腰形槽為負向公差,腔體為正向公差。其中外形尺寸負向公差為可看作過切把余量調成負值,正向公差看作欠切余量調成正值,值取公差中間值。內形尺寸正好反之。凸臺外形余量調為-0.045,凸臺高 余量調為0.0175。內形尺寸:腰形槽余量調為-0.045,腔體余量調為-0.03.
4 考證模式
綜上可以得到考證模式如下:
(1)看圖,制定工藝,編寫工序工步表。
(2)確立基準建立坐標系,選取對刀方法。
(3)選擇裝夾,并畫草圖。
(4)建模,編程(參照步驟1中工序工步表建立程序組框架,參照步驟2中建立坐標系等)建立程序框架
(5)完善細節,優化參數(調整精度,進退刀等)
5 結束語
從零件特征的分析和加工環節的分析,提取了歷年數控銑中級工技能考證的實操題型共性特征,并對其中的難點進行解構,以期得到更加合理的中級技能考證的考試模式和實訓訓練模式。后續結合實際案例對難點的解構進行了驗證。這對于今后的訓練和備考都有一定的啟發,鑒于此以下兩個方面可作為著力點:參照共性特征開發訓練題庫;針對性的強化零件分析,工藝規劃能力。
[1]中國就業培訓技術指導中心.數控銑工(中級)[M].北京:中國勞動社會保障出版社,2008.
[2]程豪華.數控技術專業人才培養方案[M].北京:機械工業出版社,2013.
[3]楊燦明.大學本科生考取數控車中級工職業資格證書的探索[J].廣東工業大學學報:社會科學版,2009,9(B06):225-227.
[4]王先奎.機械制造工藝性學[M].北京:機械工業出版社,2014.
Research on the Deconstruction of the Intermediate Work of CNC Milling
LIU Jian-wei,QIAO Long-yang,CHEN Shan-tao,CHENG Bo-liang
(Department of Mechanical and Electrical Engineering Yangjiang Vocational and Technical College,Yangjiang Guangdong 529500,China)
The numerical control milling intermediate work research has the theory also to have the practice,is the investigation to the student's comprehensive ability.From calendar year practical questions of deconstruction and extracts the common features.On one of the difficulties of analysis and summary,then of deconstruction is verified by a real case,obtains the more reasonable intermediate textual research mode.
intermediate workers;common characteristic;deconstruction
C712
A
1672-545X(2016)07-0267-03
2016-04-27
劉建煒(1985-),男,江西興國人,碩士,工程師,研究方向先進制造技術。