基于生產(chǎn)改造的數(shù)控銑床手輪加裝策略研究
2016-09-20 09:20:15劉紅艷苗雅麗張明偉
新鄉(xiāng)學(xué)院學(xué)報 2016年3期
劉紅艷,苗雅麗,張明偉
(濟(jì)源職業(yè)技術(shù)學(xué)院機(jī)電工程系,河南濟(jì)源459000)
基于生產(chǎn)改造的數(shù)控銑床手輪加裝策略研究
劉紅艷,苗雅麗,張明偉
(濟(jì)源職業(yè)技術(shù)學(xué)院機(jī)電工程系,河南濟(jì)源459000)
以某單位XK713數(shù)控銑床為例,在充分了解該銑床硬件結(jié)構(gòu)的基礎(chǔ)上,制定了“硬件連接→地址分配→PMC程序編寫→參數(shù)設(shè)定→功能驗(yàn)證”的手輪加裝策略,該策略對舊數(shù)控銑床的手輪加裝具有一定的指導(dǎo)意義。
手輪;數(shù)控銑床;改造
某單位有一臺山東威達(dá)重工股份有限公司生產(chǎn)的XK713數(shù)控銑床,操作系統(tǒng)是FANUC 0i Mate-MD。由于種種原因,該銑床未配備手輪,一直通過“手動+倍率”按鍵進(jìn)行定位操作,存在著操作麻煩、生產(chǎn)效率低等問題,直接影響企業(yè)生產(chǎn),因此企業(yè)決定對該銑床加裝手輪。經(jīng)查該銑床使用的是0i用I/O單元,其電路板上留有手輪接口,這些符合手輪改裝的軟、硬件條件,因此,可以對該銑床進(jìn)行手輪改裝。
1 手輪的工作原理
手輪是數(shù)控機(jī)床上重要的硬件構(gòu)成之一,由于其可以實(shí)現(xiàn)機(jī)床的精確定位,且操作起來靈活方便,因此在很多操作中,手輪都是默認(rèn)的最佳選擇。使用手輪時,首先選擇“手輪工作模式”,其次選擇進(jìn)給軸,最后選擇進(jìn)給倍率,這樣才能使手輪在工作模式下按照指定的X軸、Y軸、Z軸方向精確地移動到目標(biāo)點(diǎn)。當(dāng)操作者選擇與上述三種功能對應(yīng)的旋鈕時,手輪信號作為機(jī)床側(cè)的輸入信號(X信號)被傳遞至可編程機(jī)床控制器(簡稱PMC),經(jīng)過控制程序處理后,PMC將相應(yīng)的X信號轉(zhuǎn)換成G信號并傳送至計算機(jī)數(shù)控裝置(簡稱CNC)。在完成坐標(biāo)軸控制處理后,CNC將狀態(tài)信號以F信號的形式反饋回PMC,PMC繼而控制伺服電機(jī)拖動工作臺實(shí)現(xiàn)精確定位。最后,PMC將控制信號完成情況以Y信號的形式反饋到機(jī)床控制面板上,便于操作者了解機(jī)床的運(yùn)行情況。具體的信號流程見圖1。

圖1 手輪信號傳遞圖
2 數(shù)控銑床手輪加裝的策略
在舊銑床上加裝手輪,首先要充分了解銑床的硬件結(jié)構(gòu),特別是銑床I/O模塊的數(shù)量和類型,因?yàn)檫@將影響PMC中手輪信號地址分配的問題。然后結(jié)合廠家要求,編寫相應(yīng)的梯形圖,并將與手輪有關(guān)的銑床參數(shù)設(shè)置正確,只有這樣才能保證加裝的手輪正常工作。
根據(jù)上述分析,進(jìn)一步觀察XK713銑床可以發(fā)現(xiàn),在該銑床的操作面板上沒有預(yù)留加裝手輪的位置,因此需要在操作面板上鉆一個小孔,以方便手輪線從操作面板后面引出。該銑床只使用了一個0i用I/O單元,可將手輪連接在其JA3接口之上,并將其作為0組0座1槽進(jìn)行I/O模塊的地址分配。由于在銑床的原始梯形圖中找到了手輪功能指令G43.2,且廠家不要求在手輪上加裝“急停”功能,故針對PMC的程序編寫只需考慮實(shí)現(xiàn)手輪的“軸選”和“倍率選擇”兩大功能即可。另外該銑床與手輪相關(guān)的參數(shù)也都沒有進(jìn)行設(shè)置,需進(jìn)一步完成相關(guān)設(shè)置。
綜上所述,針對XK713數(shù)控銑床手輪加裝的工作流程可以設(shè)計為“硬件連接→地址分配→PMC程序編寫→參數(shù)設(shè)定→功能驗(yàn)證”。
2.1硬件連接
“硬件連接”環(huán)節(jié)主要是完成手輪信號線與數(shù)控銑床的連接,包括手輪接線以及手輪與數(shù)控銑床I/O側(cè)接線兩方面的內(nèi)容。手輪接線是將手輪各功能的信號線連接到銑床的相應(yīng)端口。由于手輪要實(shí)現(xiàn)產(chǎn)生脈沖、選擇坐標(biāo)軸、選擇放大倍數(shù)等相關(guān)功能,故與之對應(yīng)的信號線相對較多,共12根(見表1)。在接線的過程中要參照說明書將信號線正確連接,同時要將COM點(diǎn)作為手輪開關(guān)公共點(diǎn)接入,否則開關(guān)無法正常工作。實(shí)物連接圖見圖2。
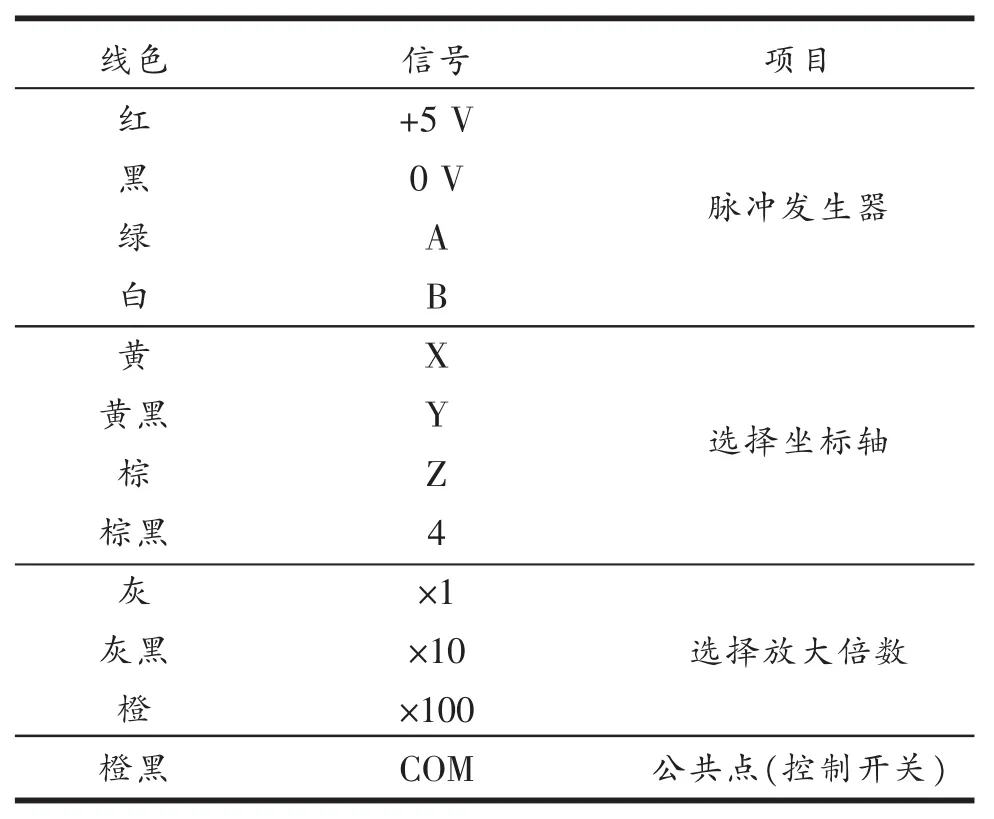
表1 手輪綜合接線表
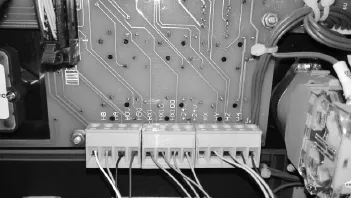
圖2 手輪接線實(shí)物圖
手輪與數(shù)控銑床I/O側(cè)接線主要是將手輪與I/O模塊進(jìn)行連接。手輪信號要傳遞至PMC,必須通過I/O模塊上的JA3接口。手輪側(cè)的接線原理圖見圖3,實(shí)物連接見圖4。

圖3 JA3手輪管腳連接圖

圖4 手輪側(cè)連接實(shí)物圖
2.2地址分配
FANUC系統(tǒng)規(guī)定,手輪必須連接在某一I/O模塊之上,并在PMC中為該模塊分配一定的物理地址,然后才能通過I/O LINK總線實(shí)現(xiàn)與PMC之間的數(shù)據(jù)傳輸。因此,在完成手輪的硬件連接之后,接下來就是為I/O模塊分配地址。
能夠連接手輪的I/O模塊很多,分配原則都一樣,但有一點(diǎn)需要注意,即手輪必須連接在離系統(tǒng)最近的一個16 B(OC02I)大小的I/O模塊的JA3接口上[2]。本次改裝的數(shù)控銑床采用的是0i用I/O單元,且其后不再連接其他I/O模塊,因此,其地址分配可作如下設(shè)定:X從X0開始,通過銑床面板輸入0.0.1.OC02I;Y從Y0開始,通過銑床面板輸入0.0.1./8。若將帶有手輪接口的多個I/O單元連接到同一個I/O LINK上,又使第二個或以后單元上的手輪接口有效,可通過參數(shù)7105#1及參數(shù)12305~12307設(shè)定第一、第二和第三手輪的X地址[3]。
在模塊地址分配完畢后,將其保存到F-ROM中,然后使銑床斷電再上電,分配的地址才能生效。另外模塊要優(yōu)先于系統(tǒng)通電,否則系統(tǒng)通電時將無法檢測到該模塊[2]。
在PMC中為連接手輪的I/O模塊分配完地址之后,通過旋轉(zhuǎn)手輪上的“進(jìn)給軸選擇”旋鈕和“進(jìn)給倍率”旋鈕,可以在PMC信號中找到其所對應(yīng)的X信號(銑床側(cè)信號),這些信號為后續(xù)的梯形圖編程做好了鋪墊。手輪功能程序地址見表2。
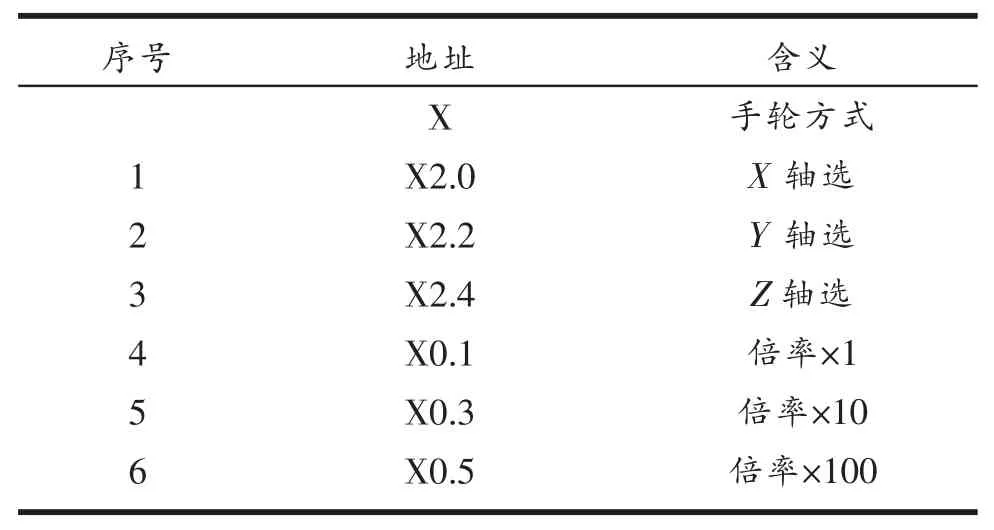
表2 手輪功能程序地址
2.3PMC程序編寫
由于手輪的主要功能是對工作臺移動方向進(jìn)行控制和實(shí)現(xiàn)高精度定位,因此,在編寫PMC程序時必須實(shí)現(xiàn)手輪的“軸選”和“倍率選擇”兩大功能。結(jié)合表2對來自銑床側(cè)X信號的定義,配合中間繼電器R的選用,再根據(jù)PMC傳遞至CNC的手輪進(jìn)給軸選擇信號G18.0~G18.3和手輪進(jìn)給倍率信號G19.4、G19.5,編寫手輪的PMC程序。圖5是實(shí)現(xiàn)手輪“軸選”功能的PMC程序,圖6是實(shí)現(xiàn)手輪“倍率選擇”功能的PMC程序。需要指出的是,手輪進(jìn)給軸選擇信號G18.0~G18.3和手輪進(jìn)給倍率信號G19.4、G19.5是由FANUC公司定義好的,編程人員不可改動。來自銑床側(cè)的X信號則是由銑床生產(chǎn)廠家定義的,編程人員只要找到就行了。
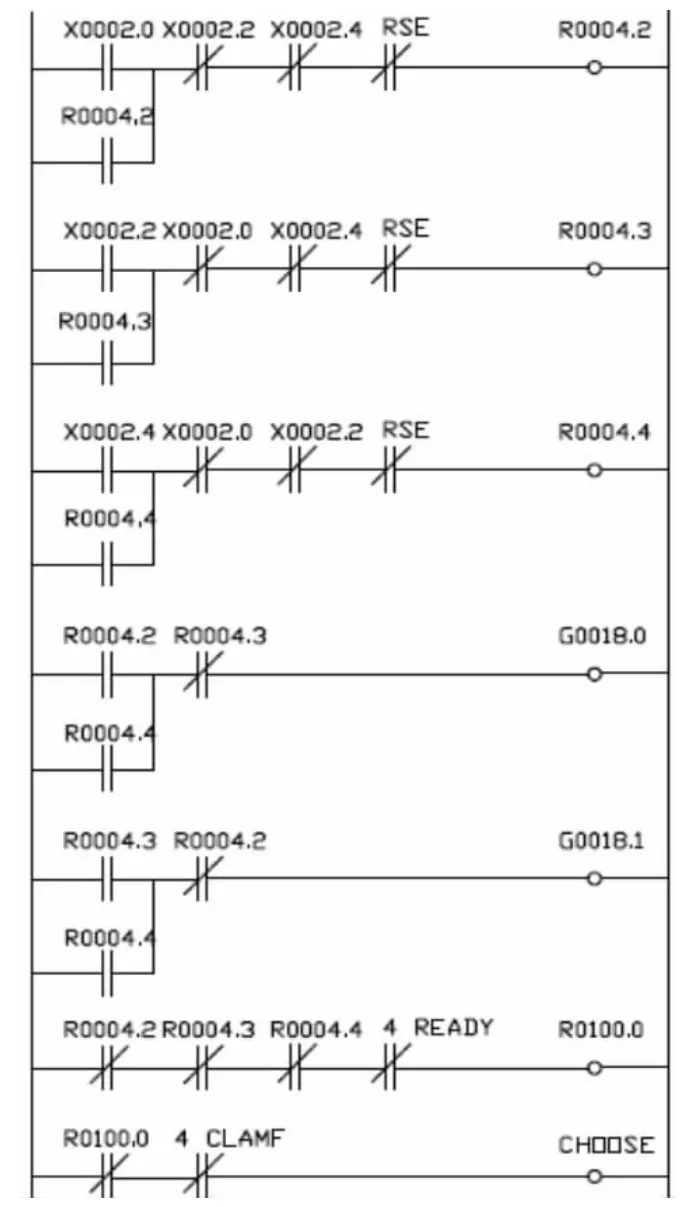
圖5 實(shí)現(xiàn)手輪“軸選”功能的PMC程序
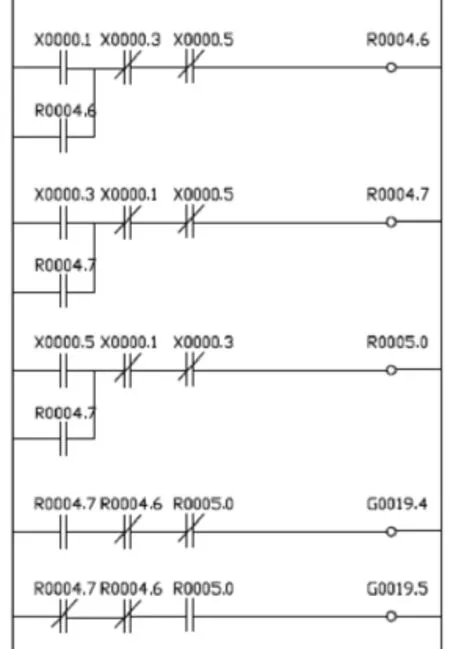
圖6 實(shí)現(xiàn)手輪“倍率選擇”功能的PMC程序
2.4參數(shù)設(shè)定
在完成PMC程序的編寫之后,需關(guān)機(jī)重啟銑床,然后對與手輪有關(guān)的系統(tǒng)進(jìn)行參數(shù)設(shè)定,通過參數(shù)設(shè)定使數(shù)控系統(tǒng)與手輪及其各種功能更好地匹配。與手輪相關(guān)的參數(shù)設(shè)定見表3。將上述參數(shù)設(shè)定完成后需關(guān)機(jī)重啟。

表3 與手輪相關(guān)的參數(shù)設(shè)定
2.5功能驗(yàn)證
在完成上述所有操作后,將數(shù)控銑床“工作方式”旋鈕轉(zhuǎn)到“HANDLE”檔位,即可進(jìn)行手輪功能驗(yàn)證。
3 總結(jié)
對于舊銑床的手輪加裝,需要在分析原有銑床硬件的基礎(chǔ)上,仔細(xì)考慮手輪與I/O模塊的連接方式、I/O點(diǎn)數(shù)的設(shè)定、PMC程序的編寫等問題,另外還要注意銑床參數(shù)對手輪功能的影響。本文結(jié)合XK713數(shù)控銑床進(jìn)行手輪改裝的策略具有一定的代表性,改裝后的銑床大大提高了生產(chǎn)效率,滿足了企業(yè)的生產(chǎn)需求。參考文獻(xiàn):
[1]何四平.數(shù)控機(jī)床進(jìn)給手輪功能裝調(diào)方法的分析[J].天津職業(yè)大學(xué)學(xué)報,2013(10):80-82.
[2]關(guān)薇.數(shù)控機(jī)床裝調(diào)與維修[M].北京:北京交通大學(xué)出版社,2013:50-51.
[3]朱強(qiáng),趙宏立.數(shù)控機(jī)床故障診斷與維修[M].2版.北京:人民郵電出版社,2012:74-75.
【責(zé)任編輯黃艷芹】
Research on the Strategy of Installation Program of Hand Wheel of CNC Milling Machine Based on the Production Transformation
LIU Hongyan,MIAO Yali,ZHANG Mingwei
(Department of Mechanical and Electrical Engineering,Jiyuan Vocational and Technical College,Jiyuan 459000,China)
Taking a XK713 CNC milling machine as an example,a handwheel installation strategy of“hardware connection→address allocation→PMC programming→parameter setting→function verification”is made in this paper.This strategy has a certain guiding significance for handwheel installation of old CNC milling machine.
hand wheel;CNC milling machine;transformation
TG659
A
2095-7726(2016)03-0048-04
2015-12-12
劉紅艷(1980-),女,河南濟(jì)源人,講師,碩士,研究方向:機(jī)械電子和數(shù)控加工。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(shè)(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
鑿巖機(jī)械氣動工具(2016年3期)2016-03-01 04:00:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
