強捻紗面料漿紗工藝研究與實踐
2016-09-06 03:26:35王艷芳
西部皮革 2016年16期
關鍵詞:工藝
王艷芳
(山東科技職業學院,山東 濰坊 261053)
?
強捻紗面料漿紗工藝研究與實踐
王艷芳
(山東科技職業學院,山東 濰坊 261053)
強捻紗面料的生產,會遇到紗線捻縮扭結的問題,嚴重影響各個工序的生產。本文通過對漿紗工藝調整,適當提高漿紗的被覆性,控制漿紗各段張力,特別是經紗退繞時的伸長、漿槽中的浸漿伸長等研究與實踐,防止強捻經紗在熱濕環境中捻縮扭結,從而為正常的漿紗、織造提供有利條件。
強捻紗;退繞張力;漿料;漿紗工藝
通常我們說的強捻紗,一般是指捻系數比正常紗捻系數要高的多的紗線。目前還沒有具體標準。有的強捻紗,捻系數比常規紗線要高一倍。捻系數超過一定值后,紗線強力反而會減弱,重量CV%值和強力CV%值不勻率也會增加。紡織生產中,強捻紗用于機織緯紗的比較多,能夠使布面產生起皺的獨特風格。但也有的用于經紗上,改變織物的風格,使得織物更爽滑。強捻紗做經紗,織物生產難度加大,產品的技術含量和附加值較高,但產品質量難以控制,企業必須具備一定的技術能力和管理經驗,使強捻紗做經紗時,能夠順利進行織造。
1 強捻紗捻縮扭結成因及危害
1.1捻縮扭結原因
以紡織原料中的棉纖維為例。纖維結構內部的大分子靠氫鍵維持連接。給纖維束施加一定的外部扭力,由于纖維表面的結構特點及外部扭力的作用,使得紗線內纖維之間的抱合力加大,纖維的形態發生扭曲變形。外加的扭力越大,這種變形和扭曲越難以穩定,以至于紗線在兩端握持狀態下,發生嚴重捻縮扭曲,影響后道工序加工生產。
1.2對生產的危害
強捻紗捻縮和扭結現象,一是會在整經過程中產生扭結,增加紗線斷頭,其次,會在漿紗干分絞時控制不當,極易產生斷頭,嚴重的造成整幅經紗斷裂,無法正常生產;另外,還會在織造時造成斷頭或產生經縮次布,影響產品的質量和企業效益。
2 解決途徑
下面以巴厘紗C9.7t×(C9.7t+OOLMAX75D)吸濕排汗色織面料的生產為例,探討該產品生產過程中解決強捻紗捻縮扭結的途徑及實施措施。
2.1對強捻紗采用熱濕定型,穩定紗線捻度
為防止強捻紗的捻縮扭結現象,可對強捻紗進行熱濕定型。這是因為纖維在熱濕加工中,由于水的潤滑性,延遲了纖維間抱合,熱能會使氫鍵變得活躍、甚至斷裂,打破了大分子原有的平衡狀態,在新位置上經過干燥、冷卻后分子結構形狀被固定,從而使得紗線中纖維的扭曲狀態被固定下來。但隨著捻度內應力減弱或消失,退捻產生的捻縮和扭結現象相應消失,強捻紗線再次進入熱濕環境,氫鍵活躍、斷裂,原有平衡再次被打破,纖維大分子吸水膨脹松弛,在捻度內應力的作用下,又發生捻縮和扭結現象。所以說,熱定型,在一定程度上可以減少強捻紗線的捻縮扭結。
2.2改進漿紗工藝等
強捻紗一般強力較常規紗線大,表面3mm以上有害毛羽較少,耐磨性增強。上漿率可比相同線密度的普通紗降低5%左右。經過染色后的強捻紗,纖維伸直平行度高,內部結構緊密,原本狹小的纖維間空隙內,又被染料大分子所占據,妨礙了紗線對漿液的吸附。這就需要在選擇漿料時,應用低粘高濃的漿料,保證漿液的有效滲透和良好被覆,防止因漿液滲透不利,被覆過多,造成分絞時導致漿膜破裂,再生的有害毛羽增多現象。另外適當增加壓漿輥壓力,促進漿液的滲透。
3 漿紗工藝參數選擇
3.1漿料配方的選擇
色織強捻紗做經紗,先要煮練,去除纖維表面的棉蠟,然后再進行漂白、染色等處理。在前期處理過程中,機械損傷及化學染料的作用,降低了紗線斷裂強力,紗線的耐磨性也下降,強力不勻率增大,對后道工序生產極為不利。所以,要通過優選漿料配方,改進漿紗工藝參數,適當增強漿紗的斷裂強力,提高漿紗質量。
根據強捻紗的特點和織造難度,采用“中濃度、低粘度、中壓力,以被覆為主,兼顧滲透,適中PVA”的上漿工藝。VOILECPT50色織紗的漿料配方見表1。

表1 漿料配方
3.2漿紗工藝流程
3.2.1調漿工藝流程
首先根據漿紗工藝的要求,準備好漿料。開動高壓調漿桶電器旋鈕,設定調漿溫度(一般不超過115°C)。加入調漿用水到一定值,開動低速攪拌器,并將各類漿料按順序慢慢倒入調漿桶后,開啟蒸汽閥門和高速攪拌器,待溫度達到設定溫度,自動停止加溫,進入燜漿(大約10-15min)。這時需關閉高速攪拌器。燜漿結束后,將漿液輸送到常壓調漿桶內,開動低速攪拌,將助劑投入。燜漿10分鐘左右,對調漿桶內的漿液質量進行檢測,包括漿液固體量、漿液粘度、漿液溫度、實際調漿體積等,作好記錄,檢測漿液質量合格后待用。
3.2.2漿紗工藝參數
采用津田駒三漿槽漿紗機進行上漿,車速為55m/min,漿槽溫度為92℃-95℃。漿紗工藝參數見表2。
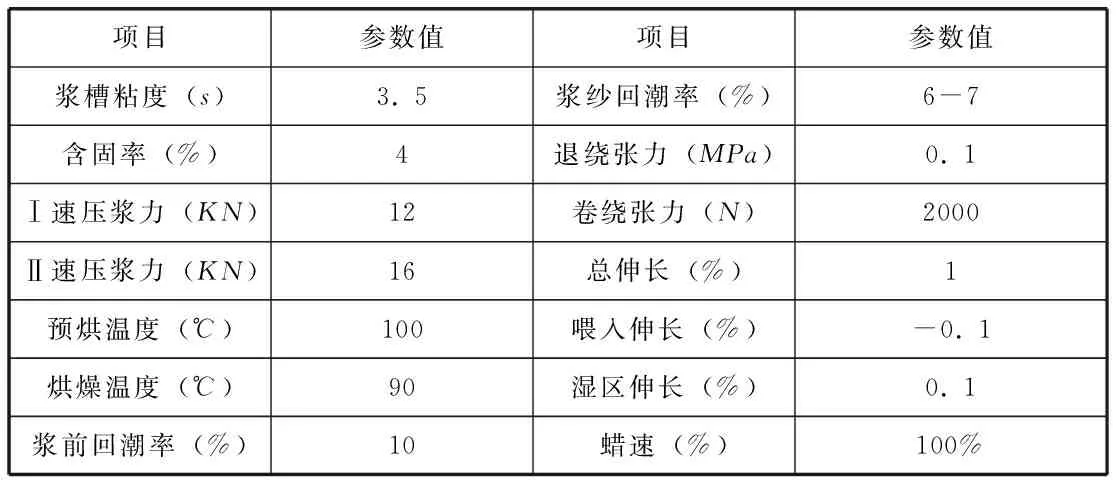
表2 漿紗工藝參數
3.3提高漿紗質量的技術措施
調漿時采用高壓調漿桶,嚴格操作流程,保證漿料糊化均勻,漿液粘度穩定;漿紗起機打絞線之前,先在經軸紗頭表面粘貼一層膠帶紙,使紗面保證平整,無斷頭;由于是強捻紗,漿紗過程中一定注意漿紗各個區域經紗張力的控制,不至于出現打絞現象,經紗進入喂入裝置并進入漿槽前,張力偏小掌握,保證經紗進入漿槽時具有較好的漿液浸透;漿紗前紗線保證有適當的回潮率,使經紗進入漿槽后便于浸透;必須使用濕分絞棒,有利于貼服毛羽和保護漿膜;采用后上蠟,進一步使經紗平滑及毛羽貼伏;漿紗回潮率要合適,一般偏大掌握,有利于穩定捻度。
3.4漿紗質量分析
上漿前后經紗的縱向、橫向形態如圖1所示。
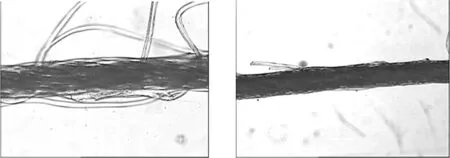
圖1 縱向(原紗,放大40倍) 圖2 縱向(漿紗,放大40倍)
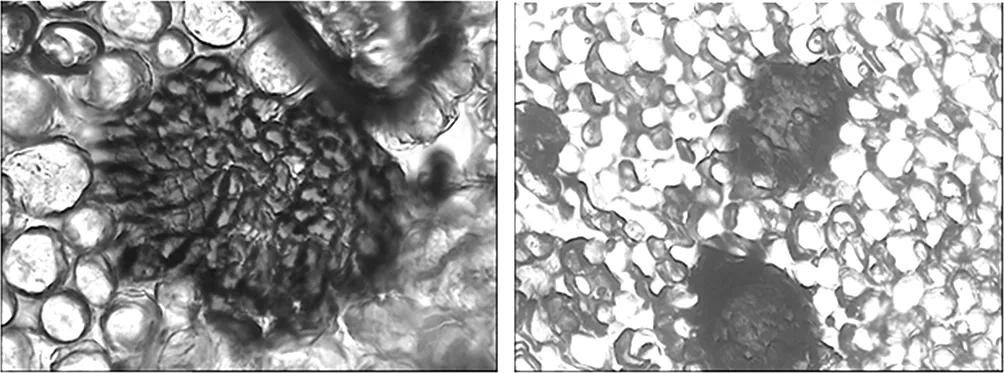
圖3 橫向漿紗切片(放大200倍) 圖4 橫向漿紗切片(放大80倍)
經紗上漿前后性能指標對比見表3。

表3 上漿前后性能指標對比

表4 上漿指標情況
由圖1和圖2經紗上漿前后的縱向形態特征對比可以看出,上漿后毛羽貼伏。由圖3和圖4漿紗切片看出,漿膜被覆較為完整,漿液具有一定程度的滲透。
由表3和表4可知,經紗采用該漿紗工藝上漿后,漿紗增強率11.5%,減伸率為6.9%,說明漿紗保伸性能較好;耐磨性顯著提高;3mm有害毛羽降低率為77.8%,毛羽貼伏良好。以上結果說明,上漿后強捻經紗各性能指標均有明顯改善,為織造工序提供了良好的保障。
3.5織造情況
采用日本津田駒織機織造,織造情況見表5。

表5 織造質量指標
由跟蹤記錄數據可知,當織機速度為700r/min時,織造效率高達95.4%。采用該漿紗工藝,有效的提高織造效率。
4 結語
漿紗工序是前織準備工序的關鍵工序。對于強捻紗色織物的生產尤為重要。強捻色織紗,捻系數大,紗線結構緊密,在經軸退繞時由于捻縮扭結嚴重,影響生產,所以漿紗前要做好經紗的烘干定型,減少扭結現象。在漿紗過程中,以“重被覆,兼顧滲透”的工藝路線,適量使用PVA,提高漿紗質量,滿足織造工序的要求,提高企業生產效率和經濟效益。
[1]唐京榮,吳艷菊.細號強捻織物無PVA上漿工藝研究[J].棉紡織技術,2009,37(12):
[2]史博生,鄭力.PR—Su漿料完全取代PVA上漿的丁藝探討(上)[J].棉紡織技術,2008,36(6):24-28.
[3]李順利,潘鵬,高建民等.特細號強捻股線的織前準備工藝配置[J].棉紡織技術,2008,36(8):59-61.
[4]殷翠紅,趙洪,鄭建秀,陳帥;緊密紡特細號高密色織物漿紗要點分析[J].棉紡織技術,2012,40(7):56-58.
[5]倪成彪,宋瑞忠,熊森;精梳純棉雙層雙向強捻織物設計[J].上海紡織技術,2015,43(2):38-40.
[6]高用華.做好縐布品種品牌的生產實踐[J].天津紡織技術,2013,(4).
Strong twist yarn fabric sizing technology research and practice
WANG Yan-fang
(Shandong Vocational College of Science &Technology,Shandong,Weifang 261053)
Strong twist yarn fabrics production,will meet the yarn twist contraction kink problem,seriously affect the process of production.This paper sizing process adjustment,improve the sizing covering appropriately,tension control sizing paragraphs,especially when the warp unwinding of elongation and the leaching pulp slurrytank elongation,research and practice,to prevent the strong twisting warp twist contraction,secure in the hot wet environment so as to provide favorable conditions for normal sizing and weaving.
Strong twist yarn;Unwinding tension;Slurry;Sizing technology
王艷芳,女,山東青州人,山東科技職業學院學院紡織服裝系副教授,工學碩士,主要研究領域為紡織新產品開發,工藝設計。
TS105
A
1671-1602(2016)16-0014-02
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52