淺談苯乙烯裝置中廢氣壓縮機的檢修
2016-08-19 07:44:36白道平劉貫家王一哲宋學(xué)偉冉偉
天津化工 2016年4期
關(guān)鍵詞:測量
白道平,劉貫家,王一哲,宋學(xué)偉,冉偉
(天津大沽化工股份有限公司,天津300455)
淺談苯乙烯裝置中廢氣壓縮機的檢修
白道平,劉貫家,王一哲,宋學(xué)偉,冉偉
(天津大沽化工股份有限公司,天津300455)
本文主要介紹了廢氣壓縮機檢修的注意事項,對其中關(guān)鍵點轉(zhuǎn)子定位,齒側(cè)間隙,螺桿間隙比率的測量與調(diào)整方法,進行了分析。
廢氣壓縮機;轉(zhuǎn)子定位;齒側(cè)間隙螺桿間隙比率
1 廢氣壓縮機簡介
廢氣壓縮機在年產(chǎn)量50萬t苯乙烯裝置中是關(guān)鍵設(shè)備,其主要作用維持脫氫反應(yīng)器負壓條件,保證脫氫的負荷及轉(zhuǎn)化率[1]。
本公司所用廢氣壓縮機廠家是日本神鋼生產(chǎn)的,是無油雙螺桿壓縮機,壓縮機型號:KS80LNZ,螺桿直徑816mm,受工藝需求和綜合制造能力的影響,是目前全球直徑最大的在用螺桿壓縮機。轉(zhuǎn)子整體鍛造加工而成,殼體碳鋼基體堆焊不銹鋼316。
1.1廢氣壓縮機主要性能參數(shù)
排放氣:主要是氫氣,二氧化碳,甲烷。進口壓力:22.4kPa。出口壓力:190kPa。進口溫度:38℃。額定轉(zhuǎn)速(透平):7500r/min。能力:74000m3/h。額定功率(蒸汽透平):4200KW。出口溫度:150℃。
1.2雙螺桿壓縮機的工作原理及工作過程
雙螺桿式壓縮機是一種按容積變化原理工作的回轉(zhuǎn)式壓縮機,陰陽轉(zhuǎn)子,互相嚙合,旋向一左一右,陰轉(zhuǎn)子齒凹形,陽轉(zhuǎn)子齒凸型,將陰轉(zhuǎn)子齒槽與機體內(nèi)圓柱面,端壁面共同構(gòu)成工作容積視為基元容積,在入口處吸氣,在轉(zhuǎn)子旋轉(zhuǎn)過程中,基元容積縮小,壓縮氣體,在出口處排出氣體。噴油螺桿式壓縮機不設(shè)同步齒輪,一對轉(zhuǎn)子如一對齒輪,由陽轉(zhuǎn)子直接帶動陰轉(zhuǎn)子旋轉(zhuǎn)。無油螺桿式壓縮機轉(zhuǎn)子不直接接觸,動力傳遞通過同步齒輪完成。
1.3螺桿式壓縮機優(yōu)缺點
優(yōu)點:(1)無不平衡的質(zhì)量力,運行平穩(wěn),振動小,對基礎(chǔ)要求降低。(2)轉(zhuǎn)速高,使在同樣生產(chǎn)能力下,機器結(jié)構(gòu)容積小,重量輕。可制造功率大,結(jié)構(gòu)緊湊的螺桿壓縮機。(3)無磨損,干式壓縮機壓縮機轉(zhuǎn)子以非接觸方式運行,保證無磨損,壽命長,但機器壽命受軸承耐久性限制。(4)無油壓縮,干式螺桿壓縮機具有絕對無油壓縮,可用于輸送不能受油侵蝕氣體,具有平直的特性曲線,沒有喘振界限的優(yōu)點。
缺點:(1)效率較低,由于其內(nèi)部密封性不好和高的氣流速度,螺桿式壓縮機等溫效率比同等功率活塞式壓縮機低。(2)轉(zhuǎn)子制造復(fù)雜,支撐要求高。基于高的轉(zhuǎn)速和很小的間隙,螺桿壓縮機轉(zhuǎn)子必須高精度加工,齒廓形狀復(fù)雜,轉(zhuǎn)子需用專用銑刀加工,轉(zhuǎn)子配對不能隨便組合,所以損壞轉(zhuǎn)子常需成對調(diào)換。(3)噪聲大,需附帶特殊的吸氣和排氣消音器,以便將噪聲保持在允許限度之內(nèi)。
1.4苯乙烯裝置廢氣壓縮機檢修原因
廢氣壓縮機停車后,盤不動車,用乙苯浸泡,盤車仍然不動,根據(jù)檢修類似設(shè)備的經(jīng)驗看,最大可能出口轉(zhuǎn)子端面與殼體端面有碳化結(jié)焦聚合物,無法溶解,需要解體物理清理,同時借此機會解體檢查轉(zhuǎn)子及殼體堆焊層的附著情況。
1.5結(jié)構(gòu)分析
根據(jù)圖紙分析,壓縮機轉(zhuǎn)子兩側(cè)由徑向軸承支撐,在出口側(cè)有推力軸承定位轉(zhuǎn)子軸向位置,保證轉(zhuǎn)子與殼體端面間隙。在轉(zhuǎn)子尾端有非常精確的同步齒輪來保證轉(zhuǎn)子與轉(zhuǎn)子之間有很小間隙,從而沒有金屬接觸,同時轉(zhuǎn)子兩側(cè)碳環(huán)及干氣密封的軸封組件,保證軸承潤滑油不會進入腔室及壓縮氣體的外漏,進而保證介質(zhì)無油壓縮。
通過分析,壓縮機運轉(zhuǎn)穩(wěn)定性,與轉(zhuǎn)子間隙,轉(zhuǎn)子定位,齒輪間隙有很大關(guān)系,因此壓縮機檢修要做好以下關(guān)鍵點控制:(1)轉(zhuǎn)子軸向定位(轉(zhuǎn)子與殼體端面間隙和推力軸承間隙控制);(2)齒側(cè)間隙調(diào)整;(3)轉(zhuǎn)子間隙調(diào)整;(4)轉(zhuǎn)子,殼體的吊裝的穩(wěn)定性。因此,在拆解過程中要特別標(biāo)注幾個部位調(diào)整墊。
2 壓縮機解體
通過查看圖紙,分析結(jié)構(gòu),壓縮機機體解體遵循從兩端向中間,從上向下的解體順序。關(guān)鍵點有:(1)吊具的準(zhǔn)備,吊裝時保證平穩(wěn);(2)推力軸承間隙及轉(zhuǎn)子與殼體端面間隙調(diào)整墊的標(biāo)注。
2.1解體主要順序
聯(lián)軸器、盤車器→進出口側(cè)油箱上蓋、下蓋→推力軸承組件→上蓋螺栓拆卸及上蓋吊卸→轉(zhuǎn)子吊卸→轉(zhuǎn)子上齒輪,徑向軸承拆卸→軸封組件拆卸
2.2解體后發(fā)現(xiàn)問題
2.2.1殼體,轉(zhuǎn)子出口部位積聚聚合物較多,見圖1。
2.2.2轉(zhuǎn)子進口處部分有蜂窩狀,應(yīng)該是入口噴頭水汽蝕造成,轉(zhuǎn)子其它部位完好,見圖2。
2.2.3轉(zhuǎn)子及殼體堆焊層附著完好。

圖1 壓縮機下殼體

圖2 轉(zhuǎn)子汽蝕處
3 打磨,清洗
殼體及轉(zhuǎn)子的打磨清洗工作簡單,但影響很大。轉(zhuǎn)子表面及端部聚合物多,對后續(xù)轉(zhuǎn)子安裝,軸向定位調(diào)整,轉(zhuǎn)子間隙的測量有很大影響,轉(zhuǎn)子汽蝕處必須處理,否則在以后運行中可能產(chǎn)生金屬屑顆粒大,造成轉(zhuǎn)子損傷。這次檢修通過以下方法做好清洗,打磨工作。(1)高壓水槍,清洗殼體,轉(zhuǎn)子;(2)氣蝕處用角磨機打磨;(3)轉(zhuǎn)子表面及殼體表面用清洗劑,細砂紙等打磨干凈。打磨清洗檢驗標(biāo)準(zhǔn):無高點,毛刺,油污,用手觸摸表面光滑,且手上沒有明顯油污痕跡。
4 組裝
4.1組裝主要順序
轉(zhuǎn)子試裝→轉(zhuǎn)子正式安裝→推力軸承安裝→推力軸承,轉(zhuǎn)子與殼體間隙測量與調(diào)整→齒輪安裝,間隙測量與調(diào)整→螺桿間隙測量與調(diào)整→上蓋安裝→兩側(cè)油箱蓋安裝→聯(lián)軸器安裝→找正
4.2安裝過程中的關(guān)鍵點
4.2.1轉(zhuǎn)子試裝
轉(zhuǎn)子正式組裝前,轉(zhuǎn)子軸上零部件只帶徑向軸承試裝,并測量軸向竄向。試裝的目的一是確認(rèn)轉(zhuǎn)子能順利放下,在徑向軸承與殼體配合處不會卡住,二是確認(rèn)轉(zhuǎn)子可軸向移動,保證在間隙測量及調(diào)整時轉(zhuǎn)子軸向移動無問題,本次檢修確認(rèn)轉(zhuǎn)子與殼體軸向總間隙為3.51mm。
4.2.2吊裝工具及吊裝的控制
本次檢修正式吊裝時,在轉(zhuǎn)子軸封座與殼體配合處發(fā)生拉毛現(xiàn)象,轉(zhuǎn)子無法放入,分析原因一是轉(zhuǎn)子吊裝橫梁長度方面尺寸不夠,造成轉(zhuǎn)子吊裝時不平穩(wěn);二是在徑向軸承座及密封座與殼體配合處未涂抹潤滑劑,摩擦力過大,通過將吊裝橫梁孔向兩側(cè)擴孔改進,在吊裝時,保證平穩(wěn)、水平,以及在配合處涂抹防咬合劑,起潤滑作用,順利完成轉(zhuǎn)子及殼體的安裝。
4.2.3推力軸承及轉(zhuǎn)子與殼體端面間隙調(diào)整
推力軸承間隙對推力軸承瓦塊與推力盤間油膜的形成及承載能力影響很大,同時在運行中要保證轉(zhuǎn)子軸向位置,防止轉(zhuǎn)子軸向與殼體接觸,因此此間隙值必須在控制范圍內(nèi)。間隙通過調(diào)整墊片厚度方法來調(diào)整。
(1)推力軸承間隙調(diào)整方法
在轉(zhuǎn)子軸端部架設(shè)百分表,將轉(zhuǎn)子向推向進口測到止點,此時在工作位置,推力盤貼合內(nèi)測瓦塊,將百分表調(diào)零,將轉(zhuǎn)子拉向出口測到止點,推力盤貼合外側(cè)瓦塊,讀數(shù)即為推力軸承間隙。若測量間隙小于規(guī)定值,通過加墊片或更換厚的調(diào)整墊來調(diào)整;若測量間隙大于規(guī)定值,通過更換調(diào)整墊或研磨調(diào)整墊使厚度減薄方法改變。
(2)轉(zhuǎn)子端面間隙調(diào)整
測量轉(zhuǎn)子端面間隙時,首先為確保轉(zhuǎn)子向排氣側(cè)能移動到轉(zhuǎn)子與殼體貼上的止點處,將推力軸承座安裝,軸承座外側(cè)壓蓋不裝。在轉(zhuǎn)子軸端部架設(shè)百分表,轉(zhuǎn)子推向排氣側(cè)止點,百分表調(diào)零,反向推轉(zhuǎn)子到工作狀態(tài)(推力軸承內(nèi)側(cè)瓦塊與推力盤貼合),此時表讀數(shù)即為實測間隙X。若X小于規(guī)定值,則通過更換薄的調(diào)整板或通過研磨減薄調(diào)整板的方法改變,增大間隙。
說明:端面間隙(工作狀態(tài))要在實測推力軸承間隙+0.06到+0.11mm之間。因為轉(zhuǎn)子是靠推力軸承軸向定位,在推力盤與外側(cè)瓦塊貼合時,端面間隙要大于0.06mm,這樣才能防止轉(zhuǎn)子與殼體相蹭,而當(dāng)推力軸承在正常工作狀態(tài)(內(nèi)側(cè)瓦塊與推力盤貼合)時,轉(zhuǎn)子與殼體端面間隙最大值為推力軸承+ 0.11mm,保證效率。
本次檢修推力軸承間隙在規(guī)定范圍內(nèi),轉(zhuǎn)子端面間隙測量值大于規(guī)定值,分別在陽、陰轉(zhuǎn)子調(diào)整墊后加0.05和0.12mm厚調(diào)整墊,使間隙符合規(guī)定值。
4.2.4齒輪側(cè)隙及螺桿間隙的調(diào)整
齒輪側(cè)隙及螺桿間隙調(diào)整是壓縮機檢修中的關(guān)鍵部分,關(guān)系到壓縮機運行狀態(tài)的好壞。此型號壓縮機陽轉(zhuǎn)子齒輪為整體齒輪,陰轉(zhuǎn)子齒輪由一對雙片齒輪與固定輪轂三部分組成,通過定位銷定位,固定螺栓固定為一體。
4.2.4.1齒側(cè)間隙的測量與調(diào)整
合理的齒側(cè)間隙是穩(wěn)定運行的前提,且齒側(cè)間隙遠小于轉(zhuǎn)子間隙。如圖3所示,齒側(cè)間隙可通過改變兩片齒輪錯開的角度大小來調(diào)整。
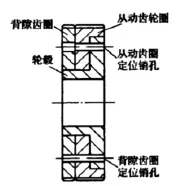
圖3 陰轉(zhuǎn)子齒輪示意圖
當(dāng)同步齒輪測得間隙大于規(guī)定值時,將背側(cè)齒圈沿轉(zhuǎn)動方向轉(zhuǎn)動,使兩片齒輪錯開角度增大,即可減小間隙,當(dāng)側(cè)得間隙小于規(guī)定值時,將背側(cè)齒圈沿轉(zhuǎn)動方向相反方向轉(zhuǎn)動,使兩片齒輪錯開角度減小,即可增大間隙。
測量調(diào)整方法:(1)使轉(zhuǎn)子在工作狀態(tài)位置,固定陽轉(zhuǎn)子,陰轉(zhuǎn)子可動;(2)在陰轉(zhuǎn)子及陽轉(zhuǎn)子側(cè)機殼架設(shè)表座,百分表分別測陰陽轉(zhuǎn)子齒輪移動,其中測陽轉(zhuǎn)子齒輪百分表用來確認(rèn)轉(zhuǎn)動陰轉(zhuǎn)子齒輪時,陽轉(zhuǎn)子齒輪不會發(fā)生轉(zhuǎn)動;(3)使陰轉(zhuǎn)子順時針轉(zhuǎn)動到止點,百分表調(diào)零,再逆時針轉(zhuǎn)動,讀數(shù)即為實測間隙值,測量4組;(4)如有偏差則進行調(diào)整。
本次檢修,齒輪無磨損,定位銷孔無磨損,及齒輪輪轂與軸配合無問題,若首次安裝無問題,本次檢修不會有太大變化,通過測量驗證,齒輪側(cè)隙在0°、90°、180°、270°時,分別為:0.05、0.04、0.05、0.03,要求范圍0.03~0.06,可見齒輪側(cè)隙在范圍內(nèi),未調(diào)整。
4.2.4.2螺桿間隙比率的測量與調(diào)整[2]
螺桿壓縮機兩螺桿轉(zhuǎn)子的葉面為共軛曲面,嚙合間隙分布在參與嚙合的轉(zhuǎn)子葉峰的兩側(cè),螺桿間隙的設(shè)定考慮溫度影響,預(yù)留熱膨脹間隙,考慮轉(zhuǎn)子扭轉(zhuǎn)變形使間隙變小的影響,規(guī)定期限內(nèi)齒輪側(cè)隙因齒面磨損增大的量,轉(zhuǎn)子間隙的余量。螺桿間隙比率指陽轉(zhuǎn)子凸面與陰轉(zhuǎn)子凹槽兩側(cè)間隙,一般間隙比率控制在0.8至1.2之間。
日本神鋼此型號壓縮機轉(zhuǎn)子直徑有816mm,較大,考慮到測量的準(zhǔn)確性,每一嚙合處取5個點,同時陽轉(zhuǎn)子,陰轉(zhuǎn)子齒數(shù)比4:6,陽轉(zhuǎn)子轉(zhuǎn)動2周,陰轉(zhuǎn)子轉(zhuǎn)動3周才能重復(fù)嚙合,測量間隙共組12次嚙合,考慮進口,出口不同點,需測24組數(shù)據(jù)。
調(diào)整原理:逆向法思考,調(diào)整陰陽轉(zhuǎn)子上下間隙,就是改變陰陽轉(zhuǎn)子的初始咬合相位角,因轉(zhuǎn)子周向定位靠同步齒輪確定,因此也是改變同步齒輪嚙合初始相位角,若改變齒輪嚙合相位角,只要使陰轉(zhuǎn)子齒輪圈與固定輪轂之間的初始相位角發(fā)生改變即可。因此,調(diào)整轉(zhuǎn)子間隙時固定陰轉(zhuǎn)子,松陰轉(zhuǎn)子齒輪圈與固定輪轂定位銷及固定螺栓,轉(zhuǎn)動齒輪圈,帶動陽轉(zhuǎn)子齒輪轉(zhuǎn)動,從而帶動陽轉(zhuǎn)子轉(zhuǎn)動,改變陰、陽轉(zhuǎn)子的咬合相位角改變轉(zhuǎn)子間隙,間隙合適時,固定齒輪圈和輪轂的固定螺栓及定位銷。
調(diào)整方法如下:(1)首先使轉(zhuǎn)子在工作狀態(tài)位置:推力盤緊貼內(nèi)側(cè)瓦塊,陰轉(zhuǎn)子固定,陽轉(zhuǎn)子可轉(zhuǎn)。(2)通過盤陽轉(zhuǎn)子使陽轉(zhuǎn)子齒輪貼合陰轉(zhuǎn)子齒輪圈,測量螺桿間隙,若S1/S2值不在規(guī)定值范圍,則需調(diào)整陰、陽轉(zhuǎn)子嚙合相位角。(3)松陰轉(zhuǎn)子齒圈固定螺栓,松齒輪圈與固定輪轂的定位銷。(4)若S1/ S2值過小,反向(順時針)盤從動齒輪圈,使陽轉(zhuǎn)子逆時針轉(zhuǎn)動,S1值變大,S2值變小,使間隙比率變大,反之,使間隙比率變小。(5)重新緊固固定螺栓,再次測量螺桿間隙比率,直到在規(guī)定范圍之內(nèi)。(6)試裝定位銷,若不合適,利用鉸刀鉸定位銷孔,裝定位銷。
5 檢修前后運行數(shù)據(jù)對比
通過對比檢修前后溫度,振動數(shù)據(jù),檢修后壓縮機運行更加穩(wěn)定。
6 總結(jié)
檢修前準(zhǔn)備不足,在材料,工器具方面,根據(jù)本次檢修,補足缺少工器具,專用材料。轉(zhuǎn)子正式吊裝時,發(fā)生拉毛現(xiàn)象,在通過改進吊裝橫梁,吊裝方法已解決。測量推力軸承間隙及轉(zhuǎn)子與墻板間隙及調(diào)整用時長。改進措施:提前溝通調(diào)整方法,專用墊片提前準(zhǔn)備。螺桿間隙調(diào)整用時長。改進:盤車時困難,阻力大,改進固定工裝解決。測量方法改進:由原來測量一組,調(diào)整一組,改為全部測量,調(diào)整最大數(shù)據(jù),測量后,再次測量。通過此次檢修,徑向軸承磨損接近限值,其它零部件基本無問題,主要問題在于產(chǎn)生聚合物,造成壓縮機抱死,在以后運行中,要盡量避免此類情況發(fā)生及落實好應(yīng)急預(yù)案。
總之,由于是第一次檢修,在廠家指導(dǎo)下進行,從檢修準(zhǔn)備,進度安排,檢修標(biāo)準(zhǔn),現(xiàn)場施工,大型機組吊裝,施工過程中溝通協(xié)調(diào),試運行方面,都做了周密安排,保證了檢修工作順利完成。
10.3969/j.issn.1008-1267.2016.04.015
TP051.21
B
1008-1267(2016)04-0045-04
2016-01-11
白道平(1987~)男,本科,工程師。主要從事設(shè)備維修工作。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00
