某型飛機腹鰭的無損檢測與修理
2016-06-27 01:57:28徐進軍
長沙航空職業技術學院學報 2016年2期
王 江,徐進軍,江 茫
(長沙航空職業技術學院, 湖南 長沙 410124)
某型飛機腹鰭的無損檢測與修理
王江,徐進軍,江茫
(長沙航空職業技術學院, 湖南 長沙 410124)
摘要:在對某型飛機腹鰭的無損檢測過程中,發現了面板與蜂窩層的分層損傷。按照飛機結構修理標準工藝相關規定,對損傷區采用鋪層打磨蜂窩全厚度尺寸挖補法進行修理,以恢復其氣動外形和結構強度并對修補效果進行射線檢測評估。實驗結果表明,該檢測、修理程序合理、可靠,對保障飛機蜂窩復合材料結構件的檢測與修理具有重要作用。
關鍵詞:飛機腹鰭;無損檢測;分層損傷;修理
腹鰭是布局在飛機機身的氣動部件,其主要作用是側滑時增加飛機航向穩定性,尤其在大迎角飛行中,能有效減緩飛機的飄擺,因而該部件對高機動飛機飛行來講是不可缺少的。飛機腹鰭在服役過程中,由于疲勞、老化等原因,容易產生蒙皮基體損傷、蒙皮纖維斷裂、分層損傷和蜂窩芯層脫粘等損傷。因此,為保證飛機的飛行安全,在飛機的大修期間,必須建立相應的無損檢測技術對飛機腹鰭進行100%的無損探傷[1-4]。
目前,用于飛機腹鰭無損檢測的方法主要有渦流探傷、超聲波探傷、射線、微波、聲發射檢測、紅外熱成像等方法。如果發現損傷,必須選取相應的修理方式及時進行修復[5-8]。
1腹鰭常見損傷及原因
在制造過程中由于加工工藝、方法不當可能造成:氣層、層合剝離、蜂窩形變、多層開裂,接合面分離、異物夾雜、鼓包等損傷類型;在飛機機動飛行時產生的疲勞裂紋和腐蝕磨損。通過對多起飛機翼面復合材料損傷進行統計,如表1所示,造成這些損傷的典型原因是由于維護不當、FOD(外來物)撞擊、磨損,鳥擊、雷擊損傷,砂石、疲勞和過熱,液壓油滲漏腐蝕等。
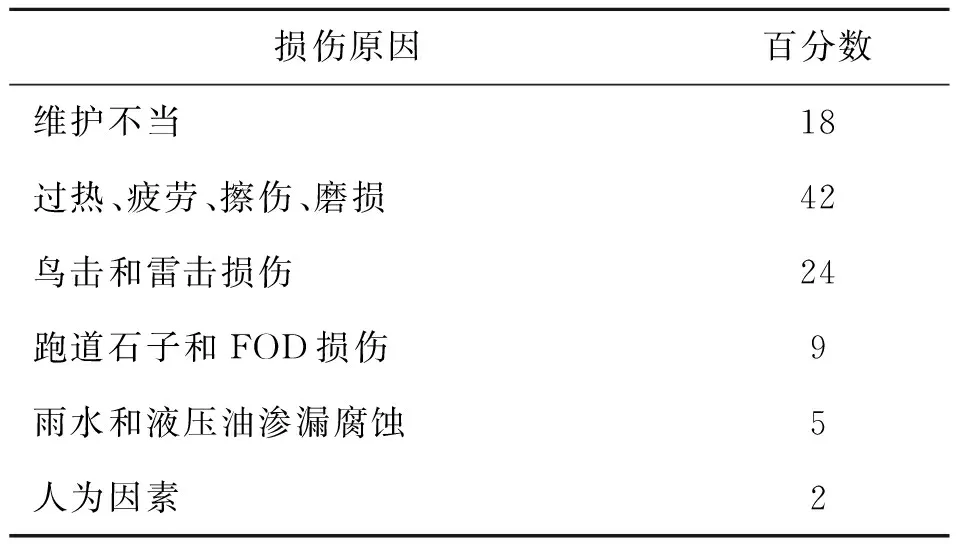
表1 飛機翼面復合材料損傷分布
2無損檢測與修理
2.1無損探傷
無損檢測技術(Non-destructive Testing ,NDT)是在不損害結構外形、材料特性、工件功能特性的前提下,用于檢測部件特征質量,確定部件性能達到工程技術要求,是否能滿足繼續服役的技術方法。是檢驗產品質量、保證產品使用安全、延長產品壽命的可靠技術手段。復合材料確定進行修理之前,必須對損傷和缺陷進行檢查評估。表 2列出了針對某型飛機腹鰭的各種檢測方法可檢的損傷及檢測結果的可靠性。
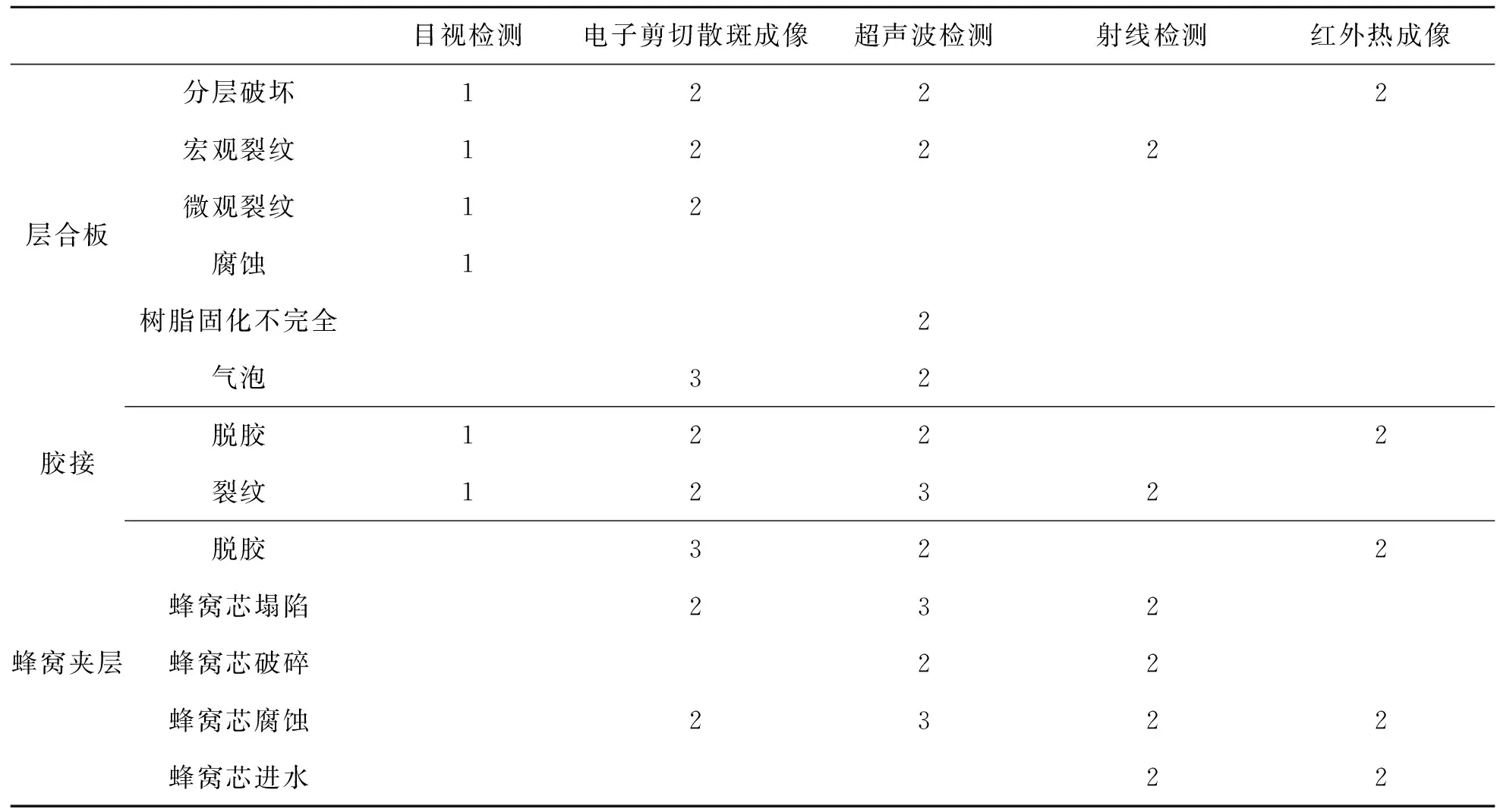
表2 各類損傷檢測結果
注:1-可檢表面損傷 2-可能檢測,但不可靠 3-檢測結果可靠
結合本型腹鰭的損傷類型,在滿足無損檢測探傷的檢測靈敏度條件下,還應當考慮經濟因素。因此,主要選擇目視檢測方法檢測飛機腹鰭的表面,超聲波、射線檢測方法檢測工件內部。
2.2損傷評估
飛機腹鰭復材部件的損傷評估主要包括五個部分,整體損傷評估、損傷定位、表面鋪層厚度識別、確定修復區、允許修復的限制區。通過分析腹鰭在機體上安裝位置,材料類型,氣動載荷系數,損傷區域范圍等作為參考來綜合評估損傷確定維修的必要性。把損傷分為翼面允許損傷、可修復損傷和不可修復換新件三類。
分層損傷區域最小外圓直徑小于30mm,對于復合材料腹鰭這類損傷一般不會降低過多結構件的強度;在以交變循環正應力氣動載荷為主的作用下,如果分層范圍比較小,表層應變水平比較低,可以不加修理,這就可以理解為翼面允許損傷。但是,如果發生在高應力區的大面積分層必須修理和排除。當損傷的大小超過了相關允許的標準時,其維修的可靠性下降影響飛行安全且維修成本大幅度升高,一般只能按功能號更換新件。例如按波音BAC5000規定損傷界定的標準是以新腹鰭制件面積的 15%作為分界線,如果超過面積的 15%時就應當換新。這種情況下,可認為不可修復損傷。
2.3損傷修理
腹鰭復合材料修理分為航線臨時性修理和基地永久性修理。飛機腹鰭的修理必須滿足恢復腹鰭結構的氣動外形、恢復其結構承載能力和抗扭性能、修理后結構重量增加較小、不得損傷周邊區域,因此必須對飛機腹鰭的結構修理進行探討和研究。
復合材料結構的修理方法分為非補片式修理方法和補片式修理方法,不同的修理方法適用范圍見表3。常用方式有粘接劑刮涂拋光法、單雙側貼補法、部分或者全厚度尺寸挖補法等。
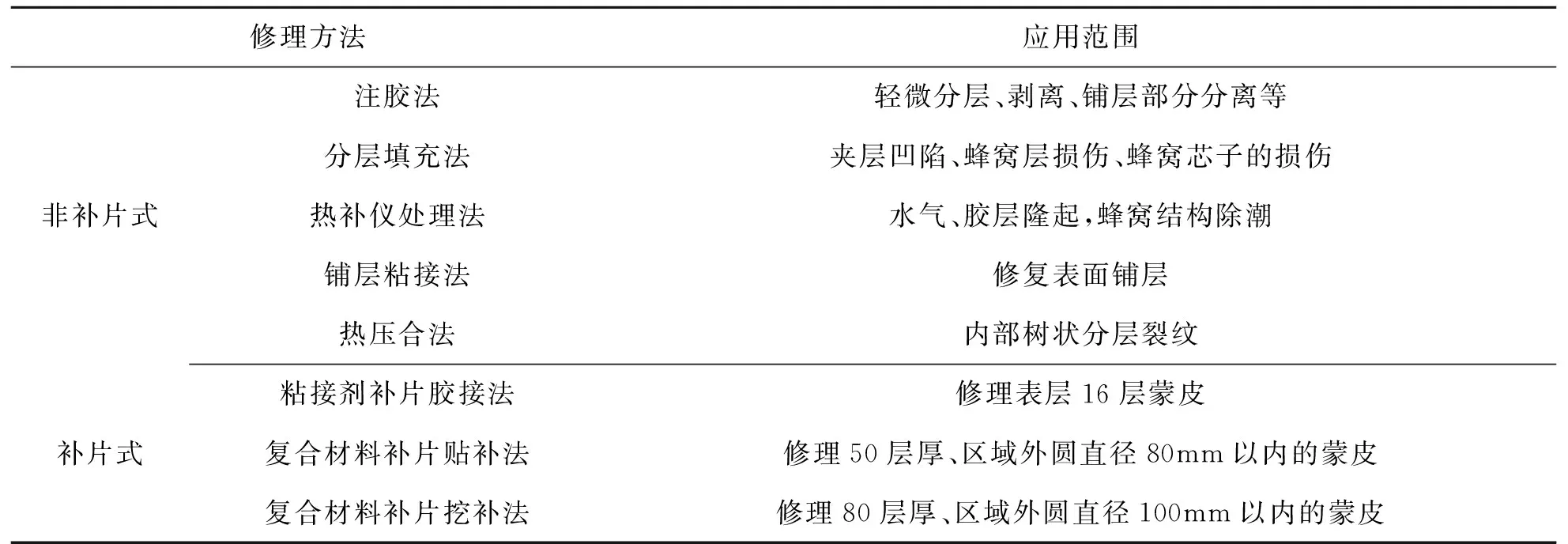
表3 不同的修理方法適用范圍
2.4 結構部件修理的檢測
損傷結構區域永久性修理完成之后必須再次無損檢測,主要是評估修理后飛機的結構強度是否滿足飛機飛行的安全標準,滿足飛機的適航性要求。修理后的檢測主要包括外觀檢驗,內部缺陷檢測,性能檢測。
3某型腹鰭無損檢測與修理
飛機服役時間跨度長,飛行上萬個小時,腹鰭的密封膠老化性能下降,在滲水,大幅度溫度變化等因素的共同作用下,容易造成內部積水,積油進一步引起增重、脫膠、內部腐蝕等損傷,從而危及飛機的飛行安全。因此,在飛機定期大修期間,必須對腹鰭進行100%無損檢測。我們主要選擇目視檢測方法檢測飛機腹鰭的表面,超聲波、射線檢測方法檢測工件內部。
3.1超聲波檢測
超聲波是指頻率大于或等于20 kHz的聲波,超聲波檢測是利用超聲波在材料及其缺陷的聲學性能差異對超聲波傳播波形反射情況和穿透時間的能量變化來檢驗材料內部缺陷的無損檢測方法。當超聲波在介質中傳播時,在異種材料介面將發生回波、折射和畸變等復雜的波型轉換,使超聲波被吸收和散射,接收分析反射信號即可實現對缺陷的檢測。并根據超聲波信號在材料內部缺陷區域和正常區域的反射方向、衰減強度變化差異來確定缺陷的類型、位置和大小。
由于在役飛機腹鰭常見的損傷為低應力沖擊在夾層復合材料表面會目視不可檢的損傷,并在層合區形成圓錐形的分層。針對這類與工件表面平行的缺陷,A型脈沖反射式的超聲波檢測具有較高的靈敏度。因此,選用了由北京某研究所研制的FCC-D復合材料超聲檢測儀和針對腹鰭的結構特點配套了專用的超聲波水膜聚焦換能器。根據儀器波形顯示信號發現缺陷,利用聚焦探頭的聚焦特性以打點的描繪形式來確定損傷的范圍。
通過超聲波檢測,確定腹鰭的面板與蜂窩層產生了分層損傷,呈不規則圓形,最大直徑約為41mm,會影響氣動性能,需要局部修理。
3.2修補
該型腹鰭是典型的蜂窩夾芯結構(見圖1),蜂窩由折疊成120°的玻璃纖維布粘接組合構成,經切割修整成玻璃布蜂窩芯材,通用正六邊形,鋪層面板為3層玻璃纖維布粘接層壓板。腹鰭蜂窩夾芯結構從機身連接部位一直延伸到腹鰭安定面邊緣,厚度從根部到外緣呈楔形形狀。
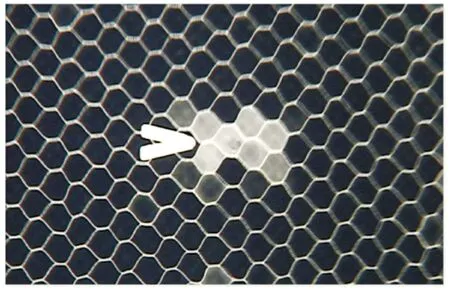
圖1 蜂窩夾芯結構含水
根據該型飛機飛行有關標準以及結合實際修理情況對該分層區域采用階梯型全厚度挖補法進行修補。
1)清除損傷部分
在腹鰭損傷區域表面用水彩筆確定出直徑45mm英寸的圓形損傷切割線,打磨范圍區直徑約為240mm英寸并注意分離打磨區和用膠布保護未打磨區。用帶保護支架的氣動切割刀按照單側面板與蜂窩芯逐層切割的方式去除鋪層和蜂窩的損傷部分,注意保護另一面。
2)表面處理
用砂紙打磨去除腹鰭表面的油漆層,表面的清潔如圖2所示。注意打磨時必須順著表面纖維方向進行,以免損傷纖維層。
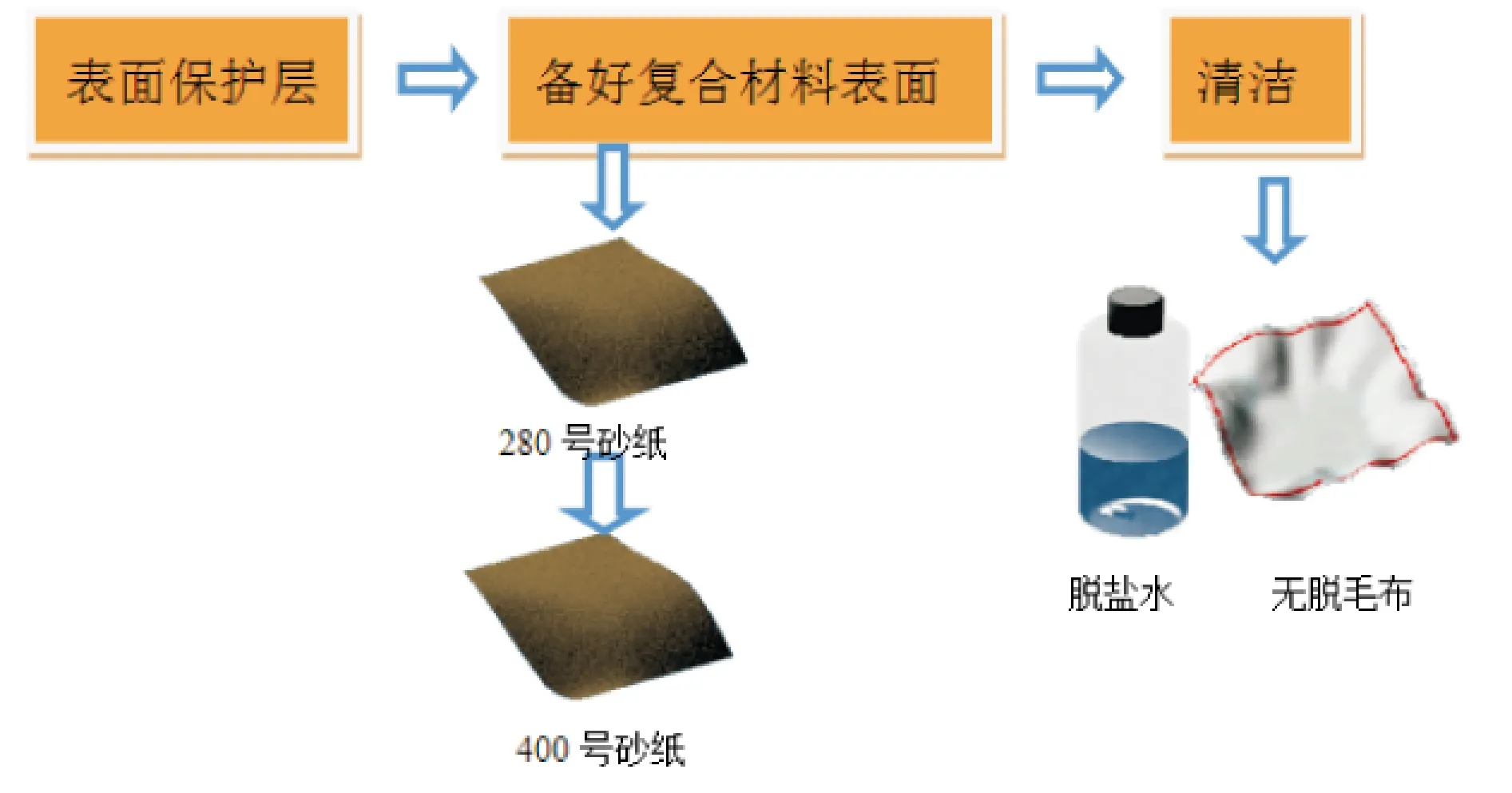
圖2 表面的清潔
3)修理前的打磨
在表面畫線,如圖3所示。將修理區域周邊粘貼上膠帶,保護周邊復合材料。用專用砂片使用氣動打磨機進行打磨,首先去除漆層,按等間距等厚度進行階梯型斜面打磨,如圖4所示。將裸露的蜂窩芯切除。在內部用一個小磨輪除去任何殘留的蜂窩芯,之后用吸塵器清理掉修理區的磨屑。
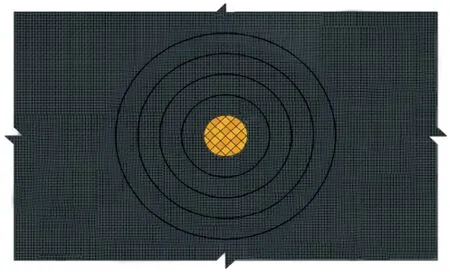
圖3 畫線
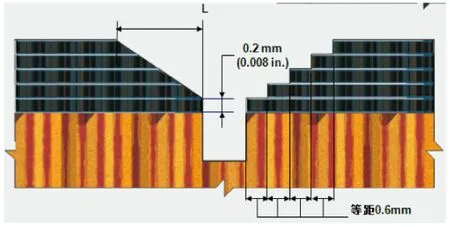
圖4 階梯打磨截面
4)蜂窩部分的修理
首先確定填充夾芯蜂窩尺寸。蜂窩材料與原材料保持一致,平面尺寸與打磨尺寸一致略小(1~2)mm。最大高度為40mm,高度應與原夾芯高度一致,并按照原夾芯的斜度進行切割,以便適應安定面的楔形變化。蜂窩沿展向為楔形形狀制作填充夾芯塞。清潔干凈后塞入蜂窩,周圍間隙用膠膜、發泡膠填充。打磨掉多余的部分清潔好后即完成蜂窩的修理,蜂窩修補如圖5所示。
5)鋪層的制作
按照膠粘面積的大小和層數預制玻璃纖維布浸帶并兩面進行清洗和風干,然后選用同型號的膠粘劑調配好。將膠混合均勻后,剪出各個鋪層。在玻璃纖維布上進行雙面涂覆,膠層厚度以0.1~0.12 mm為宜。鋪設時注意纖維的方向。
6)鋪層膠接
準備修理鋪層模板,在模板上面各層位置層次關系標出鋪層編號及方向。修理鋪層前4層與切口在同樣的尺寸,而修理后續鋪層應當延伸到蜂窩芯的邊緣。稱量所用鋪層碳布的質量,稱量同等質量的樹脂各組份。按說明書混合樹脂,注意應在樹脂適用期內完成全部操作。用刮板刮平,去除多余粘接劑,趕出其中的氣泡,防止起皺。
7)加強
提高修補過渡區域粘接強度,上下相鄰的兩層搭接。保證附加層與面板搭接寬度至少20 mm。
8)后處理
夾芯塞和面板鋪層完畢后,堅強固化效果必須使用熱補儀加熱保溫或者放置電熱毯。在支撐板外部下蒙皮上制作一個真空袋。在真空袋上鋪設兩層玻璃布后扣上熱補儀加溫罩。在整個固化過程中應施加和保持0.3壓力真空。固化溫度80-900C,保持2—4h,完成之后噴涂保護漆層。在修補的過程中,必須注意操作方式和工藝,以免造成人為差錯或損傷(見圖6a-h)。

(a) 鋪層不均勻 (b) 熱電偶壓痕 (c) 溫度過高 (d)未恢復緊固件孔

(e) 表面刮花 (f) 未恢復打磨 (g) 過渡打磨 (h)過渡切割
全厚度蜂窩挖補修理如圖7所示,經過合理的修補之后,還必須對修理區域進行質量評估。
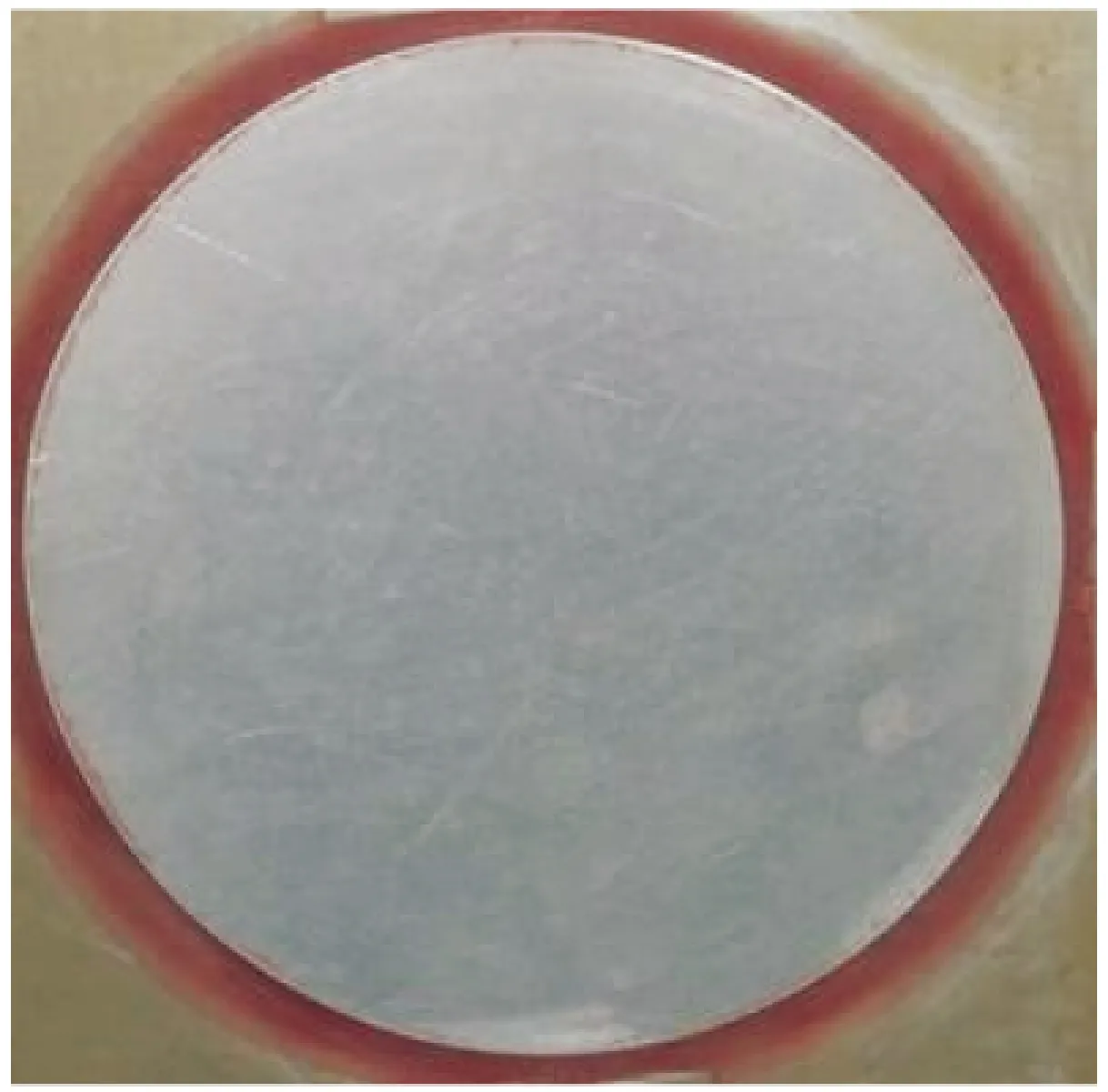
圖7 全厚度蜂窩挖補修理
3.3 修補區域質量評估
修補過程中可能造成,氣孔、缺膠等面積型缺陷一般NDT檢測有三種類型。
第一種:選用X射線照相技術。對修補區域進行質量檢測鑒定,X射線使用較少,主要用于疊加兩個板的影像顯示,產生黑度差異如圖8所示。
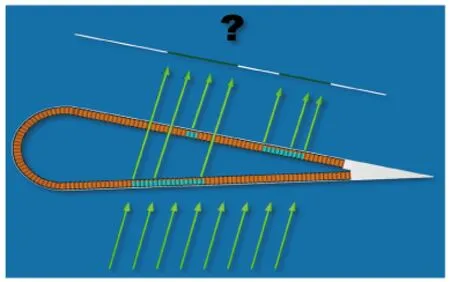
圖8 X射線檢測影像黑度差異示意圖
第二種:DR檢測技術。如果修補區域存在氣孔或者缺膠這類體積型缺陷,由于缺陷處對射線的衰減要低于完好區域,因此在缺陷處的圖像顯示與其周邊一定會有黑度差異。圖9所示為檢測過程中對完成腹鰭損傷修理區域的DR檢測圖像。示意圖中可以看出,修補區域圖像標識的特征區域(紅圈區域)與周邊完好處不存在明顯反差,說明修補膠接過程操作可靠。結合其它的性能測試手段,保證了修補質量,滿足了使用要求。
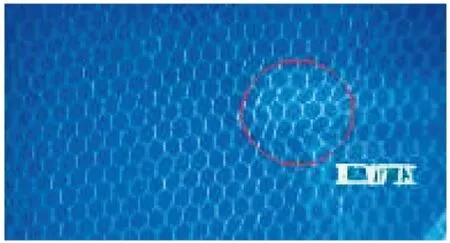
圖9 修補區域的DR檢測圖像
第三種:熱成像技術。飛機腹鰭區域在受到紅外輻射時,溫度升高,隨溫度升高輻射能量就會增加,輻射波長減小。紅外測溫技術是根據材料發出電磁輻射的強度作為溫度的函數。最終維修件輻射強度和溫度變化即能顯示內部損傷修復情形,見圖10。適用于對溫度敏感的氣泡和裂紋積水損傷修復后的檢查。
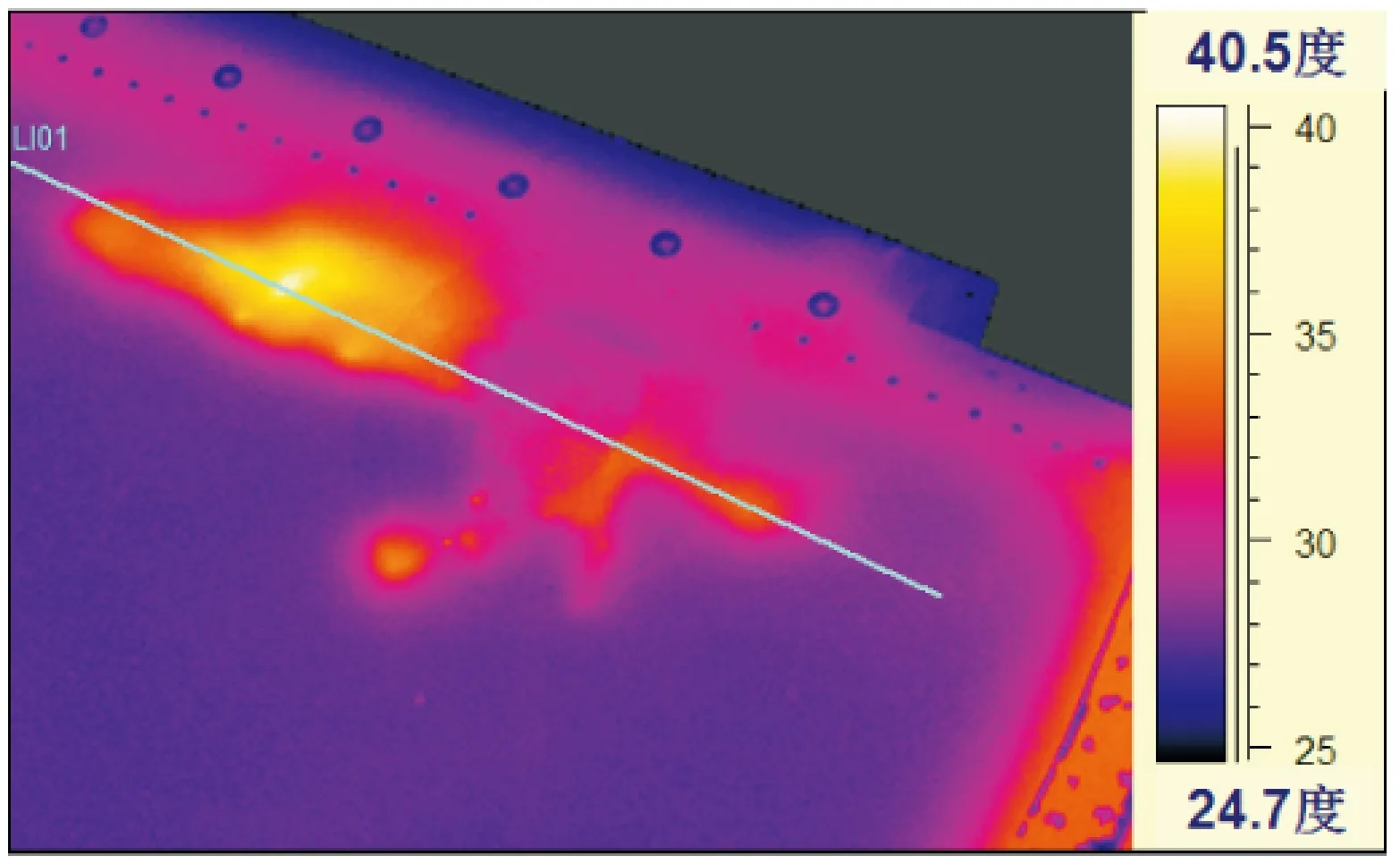
圖10 損傷修復區域熱成像
4結論
在飛機大修期間,首先必須對飛機腹鰭進行100%無損檢測。如果發現損傷,必須確定缺陷的類型和大小,然后按照標準選用合理的修理方法。通過對某型飛機腹鰭分層損傷進行無損檢測對損傷進行評估,確定維修方案和維修計劃。按永久性修理對飛機腹鰭損傷區進行階梯型全厚度挖補法修理方法修復,取得了較好的效果,滿足了飛行要求。在進行飛機腹鰭結構修理時,需要特別注意的是修理過程環境的清潔,一定要保證施工區域的無塵環境。按照規定細心操作,加強過程檢查做好記錄,防止造成返工和人為因素造成的損傷。
參考文獻:
[1] 周圣林, 董一平. 飛機復合材料的 NDT 方法研究[J]. 飛機設計, 2007,27(6):43-47.
[2] 徐進軍, 江茫. 大修飛機機翼蒙皮超聲波檢測方法[J]. 中國科技博覽, 2015,(41):313-313.
[3] 張海兵, 孫金立, 張浩然. X射線成像技術在飛機復合材料檢測中的應用[J]. 航空維修與工程, 2009,(6): 81-82.
[4] 徐麗, 張幸紅, 韓杰才.航空航天復合材料無損檢測研究現狀[J]. 材料導報, 2005, (8):79-82.
[5] 劉道慶, 張樹勇, 焦韻忠. 復合材料修理技術淺論[J]. 飛機設計, 2005,(2):36-40.
[6] 彭名鵬. 復合材料結構損傷檢查[J]. 航空維修與工程, 2013,(1): 45-47.
[7] 于克杰, 李艷. 某飛機腹鰭安定面貫穿性損傷膠接修理[J]. 粘接,2015,(2): 63-65.
[8] 陳忠明, 王向明. 某型飛機腹鰭故障攻關實例[J]. 飛機設計, 2001,21(3):69-72.
[編校:張芙蓉]
Repairing and Non-destructive Testing of the Ventral Fins on One Type Aircraft
WANG Jiang,XU Jinjun,Jiang Mang
(ChangshaAeronauticalVocationalandTechnicalCollege,ChangshaHunan410124)
Abstract:In the process of non-destructive testing of an aircraft pelvic fins, delamination damage between the panel and the honeycomb layer was found. In accordance with the relevant provisions of the standard process of aircraft structural repair, the damage area was repaired using overlay layer by layer thickness polished honeycomb full size patching repair method to restore its aerodynamic shape and structural strength, and the repair effect was X-ray detected and evaluated. Experimental results show that the testing and repair procedures are reasonable and reliable, which will play an important role on ensuring the detection and repair of aircraft honeycomb composite structure.
Key words:the ventral fins;non-destructive testing;delamination damage;repairing
收稿日期:2016-01-27
作者簡介:王江(1986- ),男,江西高安人,研究方向為飛機結構附件修理方面研究。
中圖分類號:V250.2
文獻標識碼:A
文章編號:1671-9654(2016)02-039-06