汽車沖壓模具表面強化技術
2016-06-23 12:27:45章爽濱奇瑞汽車股份有限公司制造工程院
鍛造與沖壓 2016年4期
文/章爽濱·奇瑞汽車股份有限公司制造工程院
汽車沖壓模具表面強化技術
文/章爽濱·奇瑞汽車股份有限公司制造工程院
隨著汽車行業(yè)的發(fā)展,客戶對汽車安全性能的要求越來越高,這樣就促使了廠家大范圍的使用高強度和超高強度的鋼材,但是由于目前用的模具鋼本身強度及模具生產(chǎn)制造工藝的原因,無法滿足高強度和超高強度鋼零件的批量生產(chǎn),中國目前常用的模具材料為Cr12、Cr12MoV,最高硬度能達到(60±2)HRC,在實際生產(chǎn)中會出現(xiàn)鑲塊表面磨損失效產(chǎn)生拉毛而無法批量生產(chǎn),為此合理的表面強化技術就顯得尤為重要了。
沖壓模具傳統(tǒng)的強化處理技術
模具熱處理及表面強化是模具制造中的關鍵工藝之一,直接關系到模具的制造精度、力學性能、使用壽命以及制造成本,是保證模具質(zhì)量和使用壽命的重要環(huán)節(jié)。在實際生產(chǎn)中,由于熱處理不當所引起的模具失效居所有失效類型的首位。在模具設計制造過程中,若能正確選用鋼材,選擇合理的熱處理及表面強化技術工藝,對充分發(fā)揮材料的潛在性能、減少能耗、降低成本、提高模具的質(zhì)量和使用壽命都將起到重大的作用。當前模具熱處理技術發(fā)展較快的領域是真空熱處理技術和模具的表面強化技術。
汽車沖壓模具表面強化處理技術介紹
目前沖壓模具表面強化處理技術應用比較廣泛的大致有TD、CVD、PVD、鍍鉻以及超音速噴涂,模具表面強化處理技術能夠使模具材料擁有更好的性能,主要體現(xiàn)在有較好的耐磨性、抗粘附性、抗熱咬合性、耐熱疲勞及耐腐蝕性等等,較原材料性能有很大的提升。
⑴TD處理技術是由日本豐田中央研究所開發(fā)的,因此也稱為豐田擴散法,是用熔鹽浸鍍法、電解法及粉末法進行表面強化處理技術的總稱。過去有些文獻將TD處理稱為滲金屬處理,而實際應用最為廣泛的是熔化浸鍍法(或稱熔鹽浸漬法、鹽浴沉積法)在模具表面形成VC,NbC,Cr23C6-Cr7C3等碳化物超硬層的方法。經(jīng)TD法處理的模具表面形成5~15μm厚的VC等薄膜,可顯著提高模具表面的硬度、耐磨性、抗粘著性和耐蝕性等,從而大大提高了模具的使用壽命。
TD處理技術在使材料有更好的性能的同時,也存在一個問題,就是TD處理會引起模具鑲塊發(fā)生形狀和尺寸的變化。由于TD法處理溫度接近于鋼的淬火溫度,對于精度要求嚴格的工件,要特別注意防止變形,此時可以采取適當?shù)拇胧⒆冃慰刂频阶钚≈担热邕x用淬透性良好的鋼種作為基體材料,對精密的工件預先進行淬火、回火,采用低溫處理、高溫回火來調(diào)整殘余奧氏體量等。
⑵CVD即化學氣相沉積,是指在一定的溫度條件下,混合氣體與基體表面相互作用,使混合氣體中的某些成分分解,并在基體表面形成金屬或化合物等的固態(tài)膜或鍍層。
CVD法具有如下特點:可在大氣或低于大氣壓下進行沉積金屬、合金、陶瓷和化合物涂層,能在形狀復雜的基體上或顆粒材料上沉積涂層。涂層的化學成分和結構較易準確控制,也可制備具有成分梯度的涂層。涂層與基體的結合力高,設備簡單操作方便,但它的處理溫度一般為900~1200℃,工件被加熱到如此高的溫度會產(chǎn)生變形及內(nèi)部組織變化。
⑶PVD即物理氣相沉積技術,是指在真空條件下,用物理的方法,將材料汽化成原子、分子或使其電離成離子,并通過氣相過程,在材料或工件表面沉積一層具有某些特殊性能的薄膜技術。
PVD法的特點之一是沉積溫度低于600℃,它可在工具鋼和模具鋼的高溫回火溫度以下進行表面處理,故變形小,最適合尺寸形狀精密的模具。可不改變傳統(tǒng)的制造工藝,僅僅在最終加工后進行一次處理,但不能用于低溫回火材料。PVD法的主要問題是:涂層與基體間的結合強度較低,對于冷作模具,由于沉積層發(fā)生早期剝離而出現(xiàn)無效果的情況;另外由于涂鍍性能不好,還存在著難以適用于復雜形狀模具的特點,必須進行裝置上的一些改進,如采用多個蒸發(fā)源和被處理零件繞蒸發(fā)源旋轉(zhuǎn)等措施。
⑷電鍍(鍍鉻)技術一般適用于一體鑄造的模具,將即將電鍍的模具作為陰極,置于六價鉻的電鍍鍍液中,使模具表面生成鍍層。其中溫度、電流密度和鍍液的成分影響鍍層的性能和電流效率。因此,為了得到所需的沉積性能和電鍍速率,就要對這些參數(shù)進行嚴格控制。
汽車沖壓模具表面強化處理對比
對上述幾種常用的表面處理技術特性,分別從膜的種類、表膜的硬度以及膜厚等方面進行比較和總結,希望對同行業(yè)的冷作模具表面處理有個參考,見表1。
隨著汽車行業(yè)的發(fā)展,高強度鋼以及超高強度鋼的廣泛使用,中國冷作模具目前常用的模具材料Cr12、Cr12MoV越來越難滿足高強度鋼材的深拉深的成形工藝,制件拉毛以及模具本體的拉傷,使得冷作模具生產(chǎn)時效率極低且生產(chǎn)報廢率也極高。表1對目前相對比較成熟的表面處理技術做了個簡單的介紹,目前使用較多的有TD處理和電鍍鉻(Cr)表面處理多運用于冷作模具的成形類模具,例如拉深模(DR、FO),整形模(RST、CRST)以及翻邊模(FL、CFL)。
應用實例
下面用實際案例對冷作模具常用的一些表面處理技術加以介紹。
前縱梁模具表面處理實例
如圖1所示,利用PVD技術對前縱梁后部本體拉延鑲塊式模具進行表面處理。制件材料為SAPH440的酸洗鋼,料厚為2.0mm;失效問題是拉毛掉肉,模具鑲塊材質(zhì)為Cr12MoV。
注意事項:在PVD處理前對模具本體的鑲塊拼接處進行倒角,建議倒角R1~R2,這樣可以避免存在一定的斷差后鑲塊的邊角處相對圓滑點,能最大程度地減少在成形時對制件的損傷。TD處理后的鑲塊回廠后,需要對鑲塊的安裝面進行研合,安裝面的研合率至少要保證在90%以上,實際安裝后,應保證鑲塊間的斷差在0.5mm以內(nèi),以確保在生產(chǎn)的時候不會因斷差造成制件拉毛。
行李廂蓋外板模具表面處理實例
利用電鍍鉻技術對行李廂外板模具進行表面處理。制件材料為DC04,料厚為0.7mm,失效問題為拉毛;模具材質(zhì)為GGG70L,形式為一體鑄造。圖2所示是電鍍鉻處理后的模具表面。
注意事項:在選定模具做電鍍鉻之前,要檢查模具凹模和壓邊圈的研合率,對有硬點的區(qū)域重新研合,消除硬點,因為板料在沖壓成形時,硬點處摩擦力會比較大,會大大降低鍍鉻的使用壽命;檢查焊疤的焊接質(zhì)量;對于有焊接裂紋的,一定要重新補焊研合;在實際生產(chǎn)時,要做好對鍍層的保養(yǎng)工作,每次生產(chǎn)前都要對模具凹模進行除塵,防止有異物在模具內(nèi)而導致鍍層損壞。

表1 幾種表面處理技術對比
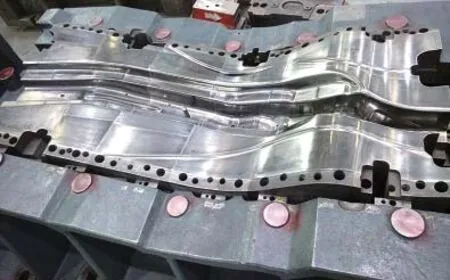
圖1 前縱梁后部本體凹模PVD實例圖

圖2 行李廂蓋外板凹模鍍鉻實例圖
結束語
模具的表面強化處理工藝比較多,在實際選擇時,可以根據(jù)模具結構(鑲塊式和一體鑄造式)來選擇不同的處理工藝。處理價格方面,一般TD和PVD處理比較昂貴,鍍鉻處理的價格要相對優(yōu)惠很多。若要是從使用壽命方面考慮,鍍鉻的使用壽命比較短,而TD處理的使用壽命是鍍鉻的好幾十倍。因此,怎樣選擇表面處理方式就要綜合考慮多方面的因素,選擇最適合自己的方法。