自動檢測技術在連桿毛坯上的探索與應用
2016-06-21 15:06:29唐蘭晶白城中一精鍛股份有限公司
鍛造與沖壓 2016年19期
關鍵詞:檢測
文/唐蘭晶·白城中一精鍛股份有限公司
自動檢測技術在連桿毛坯上的探索與應用
文/唐蘭晶·白城中一精鍛股份有限公司
白城中一精鍛股份有限公司自1993年建廠以來,一直延續著20世紀90年代德國鍛造生產工藝,從渦流檢測到包裝都采用人工方式完成,隨著生產規模的不斷擴大,產品質量要求不斷提高,為了滿足生產、質量的需求,提高顧客滿意度,我公司在2015年自主研發建立了4條自動檢測線。本文將從“人工檢測線與自動檢測線工藝流程對比”、“自動檢測線彎厚檢檢測方法介紹”及“自動檢測線對比人工檢測線的優勢分析”三方面做介紹。
人工檢測線與自動檢測線工藝流程對比
圖1所示為人工檢測線流程圖,圖2所示為自動檢測線流程圖。通過對比可發現人工檢測線與自動檢測線主要有以下差異點:⑴調整檢測順序。將撓度檢測提前到渦流檢測之前,將重量檢測提前到探傷之前,人工檢測線這兩個檢測項目均在外觀檢測工序完成;⑵增加兩個檢測項目。分別是產品識別檢測和毛坯厚度檢測;⑶在撓度檢測、重量檢測、自動磁化、防銹油自動噴淋、烘干幾個工位實現自動化代替人工操作。圖3所示為自動檢測線全景圖。
彎厚檢檢測方法介紹
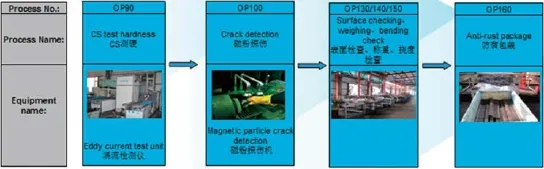
圖1 人工檢測線工藝流程圖
在自動檢測線中最大的亮點就是實現自動檢測厚度和彎曲(撓度),厚度檢測比較簡單,在此不做贅述,主要對連桿撓度的檢測方法做一下介紹。連桿的彎曲撓度是指連桿理論中心平面與聯接部分實際中心平面的最大差值,彎曲撓度的方向有上彎、下彎兩個方向。
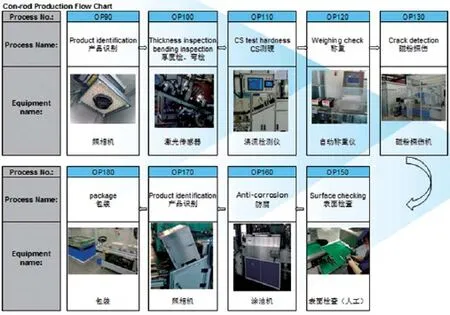
圖2 自動檢測線工藝流程圖

圖3 自動檢測線全景圖
連桿撓度人工檢測方法
使用彎檢工裝,并用專用量塊調整好彎檢工裝的檢測高度。操作者手工把連桿的一面水平放置在彎檢工裝的平面上。推動連桿,檢測連桿桿部(容易發生彎曲部位)是否可通過極限撓度量塊。因連桿各種誤差累計和檢測連桿撓度的基準變換,還需要將連桿翻轉180°,將另一面水平放置在彎檢工裝的平面上,再次檢測連桿是否可通過撓度量塊。雙面通過為合格工件,單面通不過,為不合格工件。圖4所示為人工檢測彎檢工裝。
影響連桿的彎曲撓度檢測因素較多,主要有:①聯接部分彎曲誤差;②連桿聯接部分外形誤差;③連桿大、小頭公共平面度誤差;④聯接部分中心與大、小頭公共平面的平行度誤差;⑤檢測過程中,檢測基準變化誤差;⑥連桿的最大彎曲撓度發生在連接部分靠近小頭處。人工檢測連桿優點在于量具結構簡單、操作方便;缺點在于操作者勞動強度大、檢測結果準確率低。

圖4 人工檢測彎檢工裝
連桿撓度自動檢測方法
采用自動檢測線檢測連桿撓度時,當工件進入檢測部件定位后,用激光微測儀,檢測連桿桿部長度約40~50 mm實際中心平面的彎曲撓度,如圖5所示。
激光微測儀由發射端、接收端構成。兩端之間有多條平行激光束。被測工件放置在激光束間,微測儀根據光束通過或遮擋,輸出多種不同的測試數據供用戶選擇、使用。

圖5 測量位置示意圖
為提高檢測精度,由位移傳感器按設定的數據間距X1、X2、X3……Xi的間距,發出采集△Y數據指令。激光微測儀根據指令完成多點連桿彎曲撓度△Y數據采集、傳輸。經計算機系統處理后得到連桿實測中心對稱平面曲線△Y。△Y曲線上的1點或多點超出△Ys(撓度上偏差)時,工件是上彎不合格工件。△Y曲線上的1點或多點超出△Yx(撓度下偏差)時,工件是下彎不合格工件。△Y曲線在△Ys、△Yx控制公差之間時,工件合格。圖6所示為實測彎曲撓度數據示意圖。
自動檢測方法有如下弊端:⑴檢測連桿厚度,實際上檢測的是高度,而非厚度,檢測值受定位基準影響,存在測量誤差;⑵檢測的撓度值是與連桿理論對稱平面對比得到,不可能所有的連桿都是理論高度,所以存在一定的測量誤差;⑶當連桿向下彎時,動態坐標系的原點建立在連桿厚度測量點上,它隨連桿的大頭厚度不同而不同,相對于固定坐標系是變化的,因此也存在一定的測量誤差。
目前,為了進一步提高檢測精度,我們正在研究另一種測量方法:微測儀由輸出1個檢測數據改為輸出2個檢測數據,在測量撓度的同時,檢測桿部相對于大小頭平面的對稱度。
自動檢測線對比人工檢測線的優勢分析

圖6 實測彎曲撓度數據示意圖△Y-連桿實測中心對稱平面曲線△Ys-撓度上偏差; △Yx-撓度下偏差YL-連桿理論對稱平面與檢測表面高度差
⑴增加產品識別裝置,杜絕混件現象發生。在檢測線入口和涂油機出口處,各增加了一臺照相機。通過設置產品標識和特征形狀,來區分產品的類型,排除人為因素影響,杜絕混件事件的發生;人工線完全靠人眼來識別,有些產品外形十分接近,只能通過零件號標識區分,容易誤判,造成混件。
⑵厚度檢、彎檢由設備代替人工檢測,降低漏檢風險。自動檢測線增加了一個厚度檢測裝置(圖7),對連桿大頭厚度進行100%檢測,厚度不合格件自動被剔除,從根本上避免以下兩個問題的發生:①防止錘前未熱壓件流入用戶。熱壓工序在切邊工序之后,風冷工序之前,采用人工擺件方式,存在漏熱壓風險,導致漏壓件流入客戶;②防止厚度不足件流入客戶。如果模鍛后毛坯尺寸偏薄沒有熱壓量或熱壓時能量過大,都將導致毛坯厚度不足,厚度不足件一旦流入客戶,就會導致加工余量不足,加工后有黑皮現象發生。
⑶由自動稱重儀代替了電子秤。自動檢測線采用自動稱重儀,不滿足工藝要求重量的產品將會被自動分選出來,防止人工漏檢情況的發生,并且檢測精度由原來的0.5g提高到現在的0.1g。自動檢測線與人工檢測線重量分選工位對比見圖8。
⑷提升生產效率,降低勞動強度。自動檢測線探傷工序磁化工位實現自動磁化,每次可磁化4件,而人工線每次只能磁化1件。自動檢測線保證磁化效果,提高生產效率,同時降低操作者勞動強度。自動檢測線與人工檢測線磁化工位對比見圖9。
⑸實現產品周轉不落地,降低磕碰傷風險。自動檢測線所有工序間流轉均通過傳送帶,產品周轉過程實現不落地;而人工線工序間全靠叉車周轉,自動檢測線降低了勞動強度,同時也降低了鍛件中轉過程的磕碰傷風險。自動檢測線與人工檢測線周轉裝置對比見圖10。

圖7 自動檢測線彎厚檢工位
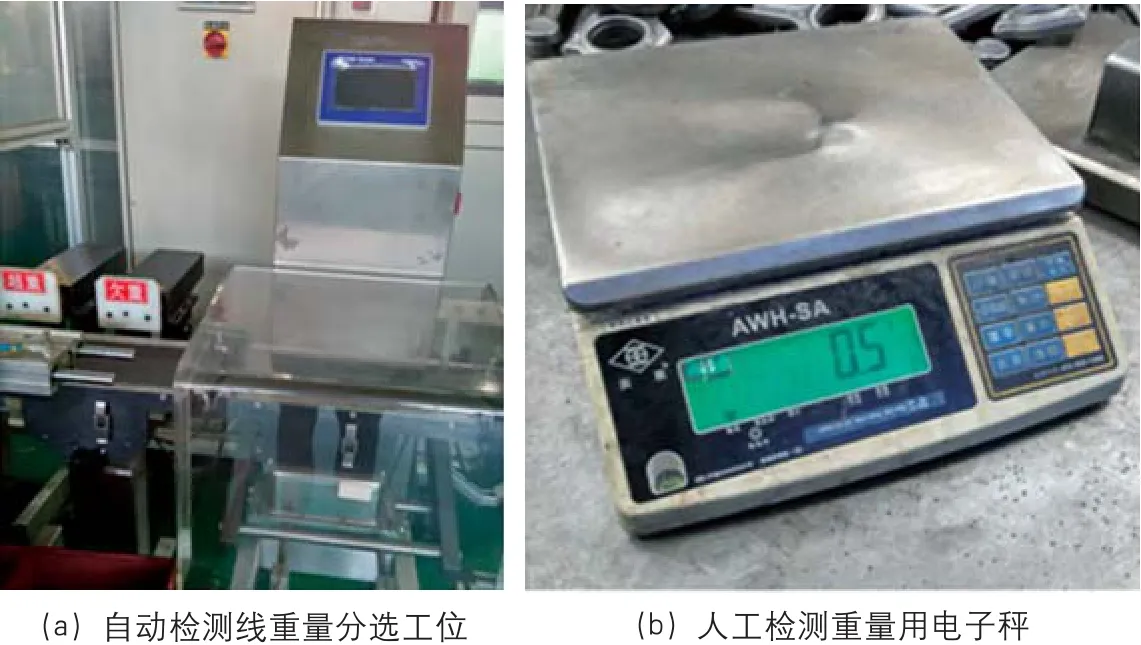
圖8 重量分選工位對比
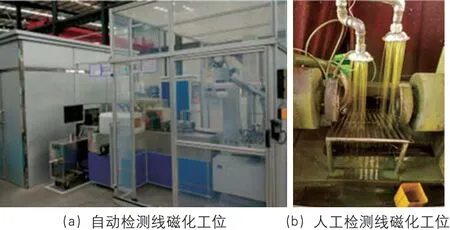
圖9 磁化工位對比
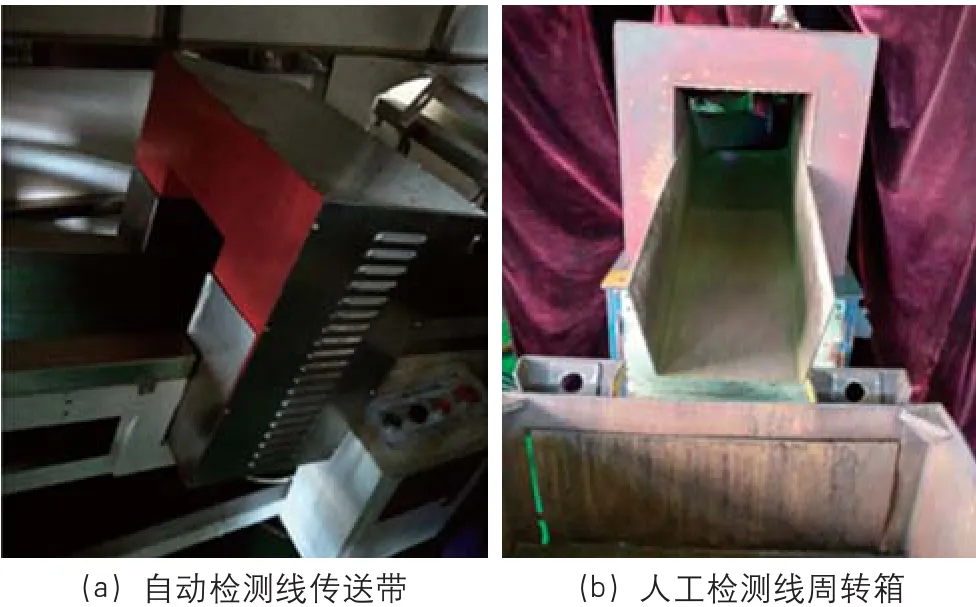
圖10 周轉裝置對比

圖11 涂油裝置對比
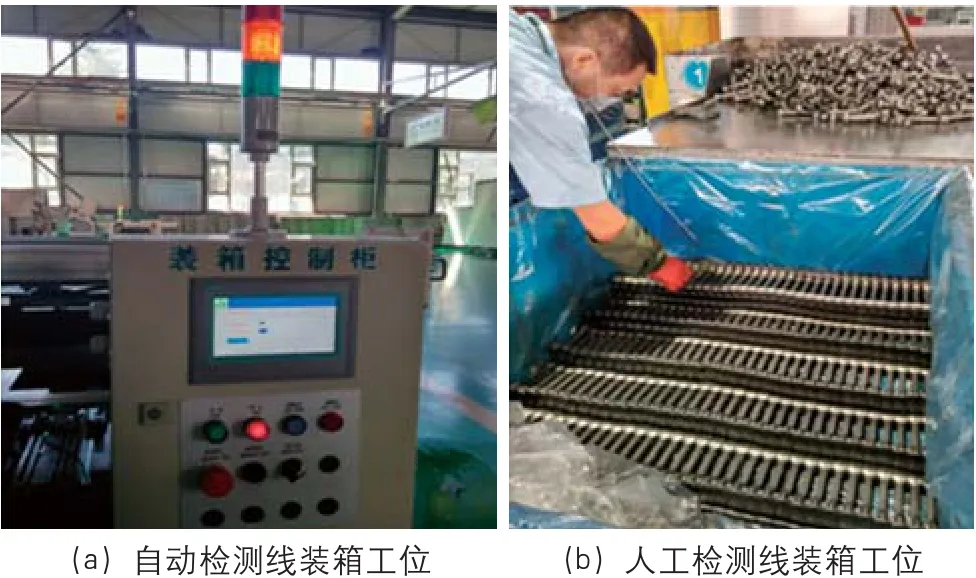
圖12 裝箱工位對比
⑹實現噴淋涂油并烘干,提高涂油質量。自動檢測線的防腐采用噴淋式涂油機且涂油之后有烘干功能,保證涂油均勻,且沒有多余油殘留,杜絕在客戶處箱底有積油、污染客戶現場的現象發生。自動檢測線與人工檢測線涂油裝置對比見圖11。
⑺保證裝箱數量準確。自動檢測線在裝箱控制柜系統里可以設置裝箱數量,如一箱計劃裝700件,在鍛件滿足700件時,蜂鳴器會自動報警提示。人工線完全靠人統計,有時會有多件或少件的風險,自動線完全消除了這種風險。自動檢測線與人工檢測線裝箱工位對比見圖12。
結束語
綜上所述,在連桿毛坯的出口檢測方面,自動檢測線具備以下優勢:⑴增加產品識別裝置,杜絕混件現象發生;⑵大部分工位由設備代替人工檢測,降低漏檢風險;⑶提高檢測精度,更好地保證質量;⑷提升生產效率,降低勞動強度;⑸實現產品全線周轉不落地,降低磕碰傷風險;⑹實現噴淋涂油并烘干,保證涂油均勻,且沒有多余油殘留,杜絕在客戶處箱底有積油、污染客戶現場的現象發生;⑺保證裝箱數量準確,杜絕多件、少件現象發生;⑻自動檢測線上每道檢測工序設有一組計數裝置(生產總數、每箱總數分別計數,均可單獨清零);⑼工件輸送線具有防堵塞自動報警、停車功能(前段自動停車,后段正常工作);⑽外觀檢測、磁粉探傷工位預留返修工件上線接口,以方便返工件的檢測。
隨著我國制造業自動化程度的提高,集合多種檢測功能的快速自動檢測設備才是我們真正所需要的,我們不僅追求高速、連續和大批量生產,還追求靈活、柔性生產。因此,自動化技術與現代企業的關系已經遠遠超越了為企業提高效益的范疇,而是成為企業賴以生存和發展的基礎之一。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48