中徑規(guī)測量誤差分析
2016-05-30 05:55:50司磊
科技創(chuàng)新導(dǎo)報(bào) 2016年14期
司磊
摘 要:該文介紹了中徑規(guī)的使用背景、它的結(jié)構(gòu)以及使用方法,重點(diǎn)分析計(jì)算了中徑規(guī)測量中徑值的公差范圍,對(duì)其測量的數(shù)據(jù)進(jìn)行誤差分析。通過分析計(jì)算可知,使用中徑規(guī)測量數(shù)據(jù)的不確定度遠(yuǎn)小于測量極限誤差,符合誤差理論,說明在輔以檢驗(yàn)螺紋的螺距、齒高、錐度等各單項(xiàng)參數(shù)的情況下,通過使用中徑規(guī)檢驗(yàn)石油油套管中徑值代替量規(guī)檢驗(yàn)緊密距滿足生產(chǎn)實(shí)際需要,中徑規(guī)測量的數(shù)據(jù)精度是滿足加工要求的。
關(guān)鍵詞:石油油套管 中徑規(guī) 公差 不確定度
中圖分類號(hào):TG85 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1674-098X(2016)05(b)-0042-03
隨著石油工業(yè)的發(fā)展,石油油套管需求越來越大,提高油套管產(chǎn)品質(zhì)量保障石油勘探開發(fā)的安全進(jìn)行是石油油套管行業(yè)面臨的一個(gè)重大問題。以前,油套管質(zhì)量主要通過量規(guī)以及其他單項(xiàng)檢測儀器來控制,隨著檢測技術(shù)的發(fā)展,越來越多的油套管加工企業(yè)使用中徑規(guī)進(jìn)行中徑值控制,進(jìn)而代替量規(guī)檢測緊密距。使用中徑規(guī)面臨的一個(gè)問題,就是它檢測的是單項(xiàng)參數(shù)——中徑值這一項(xiàng)參數(shù),而量規(guī)檢測的緊密距,代表的是一個(gè)綜合參數(shù),只要量規(guī)旋緊在油套管上緊密距合格,它代表了中徑、螺距、錐度、齒高等各項(xiàng)參數(shù)綜合起來是合格的,不僅僅代表中徑是合格的。因此在使用中徑規(guī)測量參數(shù)時(shí),一定要配合螺距表、齒高表以及錐度儀等單項(xiàng)參數(shù)儀一起檢測,每個(gè)單項(xiàng)參數(shù)合格,才能保證油套管質(zhì)量整體合格。
既然中徑規(guī)檢測有局限性,為什么越來越多的油套管加工企業(yè)選擇中徑規(guī)輔以其他單項(xiàng)參數(shù)儀共同檢測,逐漸替代了量規(guī)的使用呢?主要原因有以下幾點(diǎn):一是不僅量規(guī)的制造成本較高,而且量規(guī)檢測范圍單一,一種規(guī)格的檢測量規(guī)只能檢測同種規(guī)格的油套管,一旦生產(chǎn)的油套管規(guī)格多所需的檢測量規(guī)就多,相比之下,中徑規(guī)的檢測范圍大。使用量規(guī),檢測工作量大保養(yǎng)不好的話磨損非常厲害,而且必須送到API組織認(rèn)可的僅有幾家地區(qū)規(guī)校準(zhǔn)機(jī)構(gòu)重新校對(duì);二是使用量規(guī)檢測勞動(dòng)強(qiáng)度大、檢測效率低,像9-5/8"、13-3/8"以上尺寸的量規(guī)非常重,工人使用起來不方便,使用不當(dāng)還會(huì)把加工合格的油套管劃傷甚至損壞;三是使用中徑規(guī)輔以其他單項(xiàng)參數(shù)儀共同檢測,并沒有增加其他單項(xiàng)參數(shù)檢測量,因?yàn)樵谑褂昧恳?guī)檢測緊密距時(shí),螺距、齒高、錐度等參數(shù)也是必檢項(xiàng),同時(shí)由于使用中徑規(guī)的方便,可以提高中徑值的檢測頻次,更加保證油套管質(zhì)量;此外,中徑規(guī)校準(zhǔn)核對(duì)只需送往國家認(rèn)可的校準(zhǔn)機(jī)構(gòu)校對(duì)即可,校準(zhǔn)機(jī)構(gòu)多,校準(zhǔn)工作方便。因此,近些年使用中徑規(guī)的油套管企業(yè)越來越多,這是中徑規(guī)的優(yōu)勢(shì)所在。
1 中徑規(guī)的組成及使用方法
1.1 中徑規(guī)的組成
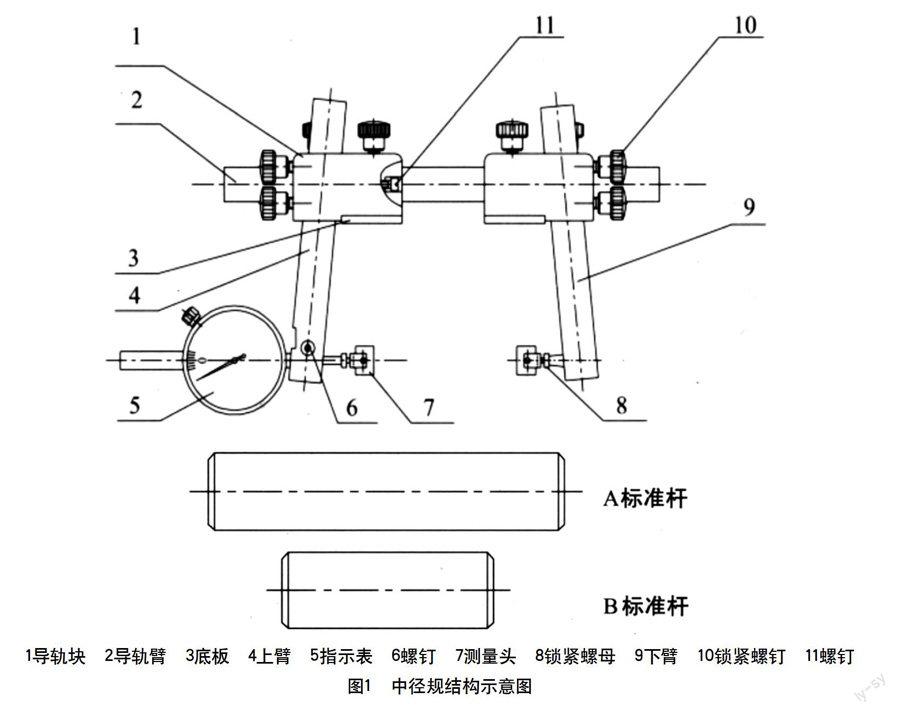
中徑規(guī)的組成如圖1所示(因內(nèi)、外螺紋中徑規(guī)組成和使用方法一樣或類似,此處僅以外螺紋中徑規(guī)為例)。
1.2 中徑規(guī)的使用方法
如圖1所示,松開導(dǎo)軌塊1側(cè)面的鎖緊螺釘10,將B標(biāo)準(zhǔn)桿置于底板3和測量頭7之間,通過調(diào)節(jié)測量頭7的高度和滑動(dòng)下臂9,使B標(biāo)準(zhǔn)桿端面分別和底板3、測量頭7的側(cè)面緊密貼合,鎖緊螺母8和鎖緊螺釘10,取下B標(biāo)準(zhǔn)桿。上臂4重復(fù)上述過程。
松開導(dǎo)軌塊1上方的鎖緊螺釘10,將A標(biāo)準(zhǔn)桿置于兩測量頭7之間,滑動(dòng)導(dǎo)軌塊1,使兩測量頭7的工作面和A標(biāo)準(zhǔn)桿的端面緊密貼合,同時(shí)使指示表5的測桿有適當(dāng)?shù)膲嚎s量,鎖緊鎖緊螺釘10,轉(zhuǎn)動(dòng)表圈使刻度盤零線和指針重合,鎖緊表圈,取下A標(biāo)準(zhǔn)桿。
將設(shè)定好的測量儀水平放置,兩個(gè)測量頭與被測外螺紋牙頂緊密接觸,將底板3緊貼螺紋管端面,以下臂9上的測量頭為支點(diǎn),在水平位置兩邊轉(zhuǎn)動(dòng)測量儀,指針在某一刻線轉(zhuǎn)過后反方向轉(zhuǎn)動(dòng)時(shí),記錄此時(shí)偏差值。旋轉(zhuǎn)測量儀90°再一次測量,指針在某一刻線轉(zhuǎn)過后反方向轉(zhuǎn)動(dòng)時(shí),記錄此時(shí)偏差值。將兩個(gè)偏差值取平均值為中徑偏差(如最大值為+0.02,最小值為-0.06,則平均中徑偏差為-0.02),最大值減去最小值為橢圓度公差(如最大值為+0.02,最小值為-0.06,則橢圓度公差為+0.08)。按以上方法在管端圓周360°不同位置多次測量,找出真正的最大值和最小值,力求結(jié)果更準(zhǔn)確。
2 中徑規(guī)中徑公差的確定
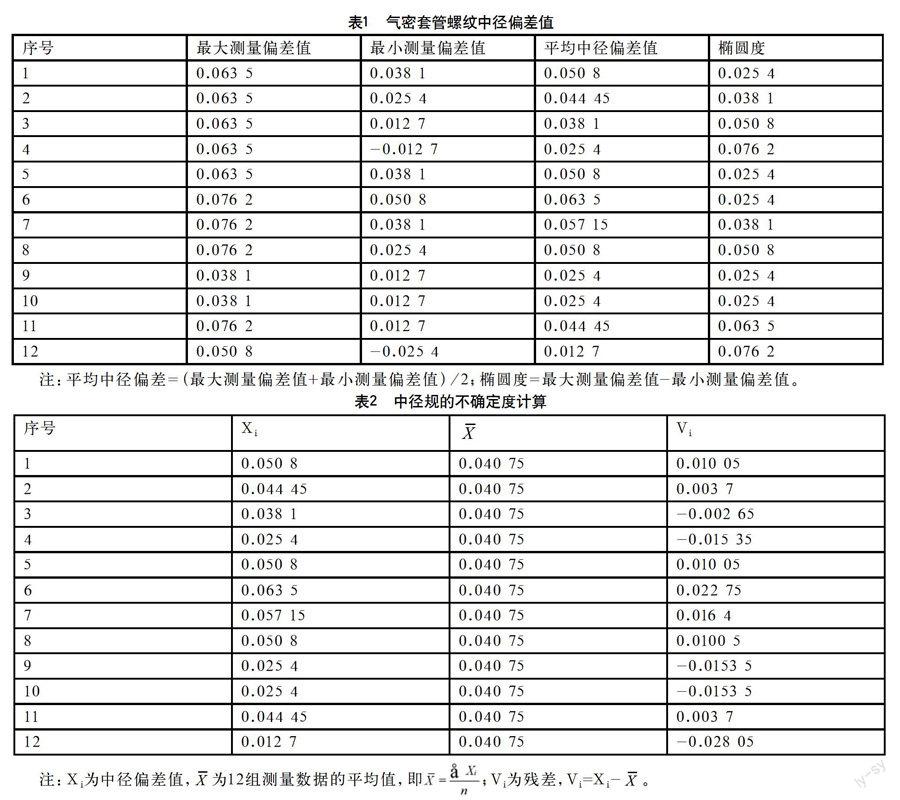
以中徑規(guī)實(shí)測9-5/8"某特殊氣密套管螺紋為例進(jìn)行中徑公差的確定,中徑偏差值如表1所示。
中徑公差的確定,就是將螺紋緊密距允許偏差,轉(zhuǎn)化為中徑允許偏差,即將軸向偏差轉(zhuǎn)化為徑向偏差,計(jì)算公式為:中徑允差=緊密距允差×錐度值(不考慮錐度、齒高、螺距對(duì)緊密距的影響)。
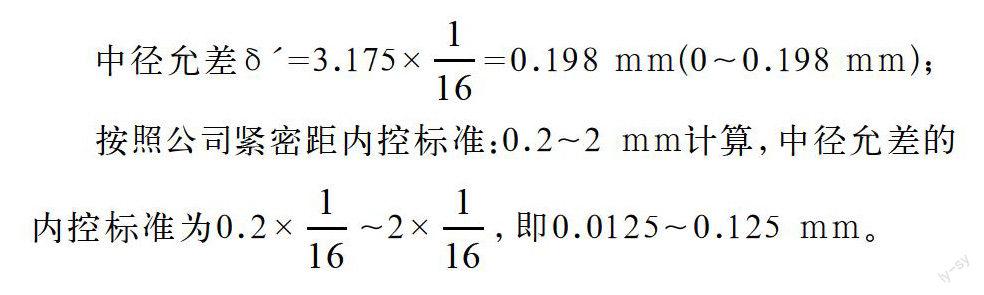
以9-5/8某特殊氣密套管螺紋為例進(jìn)行計(jì)算,該螺紋類型是4牙類偏梯形螺紋,有專門的密封結(jié)構(gòu),不靠螺紋密封,錐度為1∶16。參照API Spec 5B中5牙偏梯形螺紋緊密距允差范圍:0~+1/2p(p為螺距)[1],可知該氣密套管螺紋緊密距允差范圍是0~3.175 mm。
中徑允差δˊ=3.175×=0.198 mm(0~0.198 mm);
按照公司緊密距內(nèi)控標(biāo)準(zhǔn):0.2~2 mm計(jì)算,中徑允差的內(nèi)控標(biāo)準(zhǔn)為0.2×~2×,即0.0125~0.125 mm。
3 中徑規(guī)誤差分析
中徑規(guī)在測量中會(huì)產(chǎn)生誤差,主要有中徑規(guī)校準(zhǔn)塊制造誤差,軸向標(biāo)準(zhǔn)棒制造誤差,指示表的示值誤差等。雖然操作人員的操作水平和測量環(huán)境也會(huì)影響測量結(jié)果,但是只要正確操作,該兩項(xiàng)誤差相對(duì)前面3種主要誤差幾乎可以忽略不計(jì)。
查閱相關(guān)文獻(xiàn)[2]可知,測量量具的允許誤差應(yīng)在被測工件允許誤差的1/10~1/3之間。以此次試制加工的9-5/8"類
偏梯形特殊螺紋為例,中徑規(guī)標(biāo)準(zhǔn)桿制造誤差δx為±0.001 mm,指示表的示值誤差δy為±0.0254 mm(0.001in),中徑規(guī)軸向校準(zhǔn)塊制造誤差δz為±0.001 mm。
中徑規(guī)不確定度的含義是指由于測量誤差的存在,對(duì)被測量值的不能肯定的程度。反過來,也表明該結(jié)果的可信賴程度。它是測量結(jié)果質(zhì)量的指標(biāo)。不確定度愈小,所述結(jié)果與被測量的真值愈接近,質(zhì)量越高,水平越高,其使用價(jià)值越高;不確定度越大,測量結(jié)果的質(zhì)量越低,水平越低,其使用價(jià)值也越低。在報(bào)告物理量測量的結(jié)果時(shí),必須給出相應(yīng)的不確定度,一方面便于使用它的人評(píng)定其可靠性,另一方面也增強(qiáng)了測量結(jié)果之間的可比性。不確定度以標(biāo)準(zhǔn)偏差σ表示[3]。
現(xiàn)以表1所測的平均中徑偏差值對(duì)中徑規(guī)的不確定度進(jìn)行計(jì)算,結(jié)果如表2所示。
因此,測量數(shù)據(jù)的不確定度0.015 43 mm。
該氣密套管螺紋錐度為1∶16,即2tanα=,軸向標(biāo)準(zhǔn)塊制造誤差δz反映到中徑上為誤差δzi,從前面的分析可知,2tanα=,故δzi=δz×2tanα。
因?yàn)棣膞、δy、δzi是3個(gè)相互獨(dú)立的誤差,故總誤差,即=0.025 42 mm。
該文前面已得出該氣密套管螺紋中徑允差δˊ=0.198 mm,故所占總誤差比為0.128 38,介于1/8和1/7之間,中徑規(guī)的不確定度遠(yuǎn)小于測量極限誤差,因此符合誤差理論,即用中徑規(guī)測量螺紋中徑參數(shù)以控制油套管產(chǎn)品質(zhì)量,是滿足生產(chǎn)實(shí)際要求的。
4 結(jié)論
(1)經(jīng)過分析計(jì)算可知,通過緊密距范圍可以確定適合生產(chǎn)用的中徑值公差范圍,使用中徑規(guī)測量的數(shù)據(jù)的不確定度遠(yuǎn)小于測量極限誤差,符合誤差理論。
(2)在輔以檢驗(yàn)螺紋的螺距、齒高、錐度等各單項(xiàng)參數(shù)的情況下,通過使用中徑規(guī)檢驗(yàn)石油油套管中徑值代替量規(guī)檢驗(yàn)緊密距滿足生產(chǎn)實(shí)際需要,中徑規(guī)測量的數(shù)據(jù)精度是滿足加工要求的。中徑規(guī)代替量規(guī),能降低油套管質(zhì)量檢測儀器成本,拓寬儀器的檢測范圍,大大提高質(zhì)量檢驗(yàn)的效率,減輕工人勞動(dòng)強(qiáng)度,保證測量精度。
參考文獻(xiàn)
[1] API Spec 5B,套管、油管和管線管螺紋的加工、測量和檢驗(yàn)規(guī)范[S].
[2] 魯紹曾.現(xiàn)代計(jì)量學(xué)概論[M].北京:中國計(jì)量出版社,1987.
[3] JJF 1059-1999,測量不確定度評(píng)定與表示[S].