自動接紙機張力控制原理及故障排除
2016-05-14 00:09:21李銳
印刷技術·數字印藝 2016年7期
李銳
我公司引進的高斯45印刷機組所使用的供紙機是MEGTEC公司的DLP 1000系列自動接紙機。該款自動接紙機的紙架采用剎車制動裝置控制卷筒紙的開卷制動,且能為印刷機提供紙帶張力,但紙帶張力隨著紙卷半徑的縮小而增大,為保持紙帶張力的恒定,必須隨時調節作用于軸芯的盤形制動器上的制動力,但在紙帶張力控制過程中常常會出現一些故障。下面,筆者將從紙帶張力的控制原理入手,對這些故障進行了梳理并提出了排除方法,與讀者分享。
紙帶張力的控制原理
紙帶張力的控制原理如圖1所示,具體過程如下。
1.張力設定
通過操作面板將卷筒紙的紙帶張力給定值輸入到紙架的PLC設備中,確保在遞紙時紙帶離開給紙裝置的張力范圍為100~400N。
2.給定輸出
紙架的PLC設備將卷筒紙的紙帶張力給定信號通過電-氣轉換裝置(E/P)控制浮動輥氣缸的氣壓變化。
3.張力傳感
當卷筒紙的紙帶張力以及浮動輥的受力發生變化時,浮動輥就會繞其支點擺動一個角度。安裝在回轉支架軸上的紙帶張力角位移電位計1POT就會發生相應的電壓變化,并將相應的電壓信號再次傳輸到紙架的PLC設備中。
4.張力控制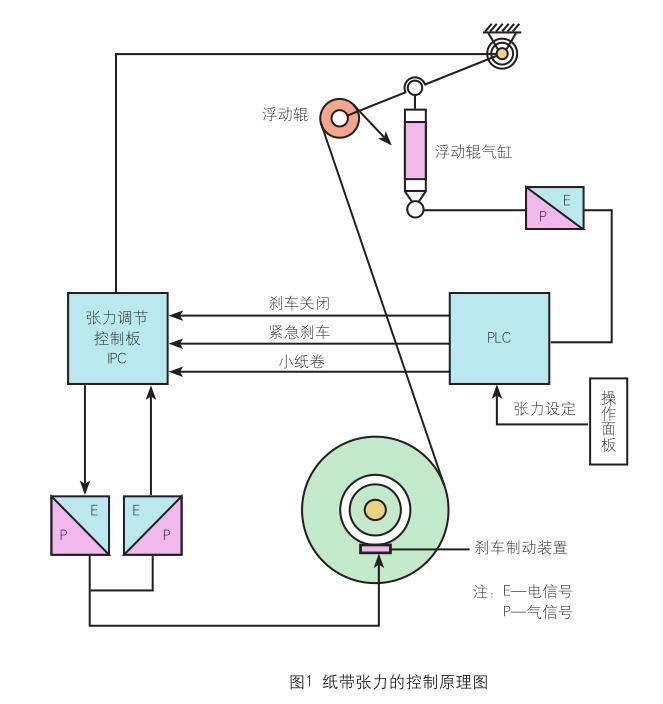
根據紙架運行時浮動輥的位置變化、紙帶的運行速度和卷筒紙的直徑大小,經PLC設備運算后輸出控制信號給張力調節控制板IPC,張力調節控制板IPC通過電-氣轉換裝置(E/P)控制卷筒紙的剎車制動裝置。
常見故障及排除方法
在生產過程中,紙帶張力控制系統使用頻繁、工作強度大,故其出現故障的頻率也較高。以我公司經常遇到的4個故障為例,簡要分析其排除方法。
1.斷紙
在生產過程中,隨著運行紙卷的直徑變小,紙帶張力變大,促使浮動輥的擺動幅度變大(特別是在發出接紙信號準備接紙時),此時紙架易出現斷紙故障。
考慮到紅、綠紙臂(紙臂上分別貼有紅、綠標簽)在生產中都會出現斷紙現象,在暫不考慮紅、綠紙臂各自剎車制動部分故障的情況下,把檢查的重點放在紅、綠紙臂的公共控制部分。具體排除步驟如下:首先檢查回轉支架軸上的紙帶張力角位移電位計1POT,即在斷電的情況下,上下拉動浮動輥,若發現紙帶張力角位移電位計1POT阻值變化異常,應立即更換,并重新進行校準(當浮動輥處于最下方時,張力角位移電位計1POT的直流電壓值應為1.9V;當浮動輥處于最上方時,其直流電壓值應為7.5V)。
經過上述過程,斷紙故障解除,生產過程恢復正常。需要注意的是,紙帶張力角位移電位計1POT安裝一定要牢靠,否則容易導致張力反饋值不準確,從而影響紙帶張力的控制。
2.張力顯示表數值不變
在生產過程中,當自動接紙機開機增速時,正常情況張力顯示表上的顯示數值應該隨著機器速度的提高而增加到設定值,但實際情況是張力顯示表上的數值不變。
起初,我們懷疑是張力控制部分出現問題,但更換張力顯示表后故障仍然存在。隨后,我們嘗試在手動設置張力的情況下進行生產,張力控制正常,這說明張力控制部分沒有問題。最后,我們懷疑是控制紙架的速度信號出現了問題。通過檢查紙架出紙部分過紙輥側面連接的速度編碼器,發現速度編碼器固定軸的連接桿斷裂,導致紙架PLC設備不能及時接收到速度信號,從而使得張力顯示表數值顯示不正常。重新固定速度編碼器固定軸的連接桿之后,該故障解除。
3.紅、綠紙臂的張力控制均不穩定
在一次印刷生產過程中,我們突然發現紅、綠紙臂的張力控制出現了不穩定的情況,檢查紙帶張力角位移電位計1POT的顯示電壓,發現正常。考慮到該故障有些復雜,不是單個故障點,我們初步懷疑是PLC設備的控制部分出現了問題。于是我們將另外處于正常生產狀態下的紙架PLC設備上的張力模擬量反饋板3PC與該紙架PLC設備上的張力模擬量反饋板3PC進行互換,重新通電,發現該紙架的紅、綠紙臂的張力恢復了正常,而另一紙架的紅、綠紙臂的張力卻不穩定了,說明該紙架PLC設備上原有的張力模擬量反饋板3PC有問題。更換后,故障排除,生產恢復正常。
4.紅紙臂張力控制不穩定,綠紙臂張力控制正常
在一次印刷生產過程中,我們突然發現紅紙臂的張力控制不穩定,綠紙臂的張力控制正常的現象。首先,檢查紅紙臂的剎車片部分,發現剎車片正常。然后,測量張力調節板33PC的輸出電壓,發現電壓值也正常。最后,檢查相關的電-氣轉換裝置(E/ P),發現出現問題。通過更換相關的電-氣轉換裝置(E/P),生產恢復正常。
穩定、響應快速的張力控制系統對印刷質量有著非常重要的作用。當卷筒紙印刷生產中紙帶張力出現問題時,不妨根據張力控制原理,檢查相關部位,從而逐步排除故障,保證生產的有序進行。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國軍轉民(2017年6期)2018-01-31 02:22:28
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
汽車零部件(2014年11期)2014-09-18 11:57:16
