PVC檢查井熱流道單澆口閥式注塑成型
2016-04-26 02:20:12譚文勝周建忠
合成樹脂及塑料 2016年2期
譚文勝,周建忠
(1.江蘇大學機械工程學院,江蘇省鎮江市 212013;2.常州信息職業技術學院 常州市大型塑料件智能化制造重點實驗室,江蘇省常州市 213164)
?
PVC檢查井熱流道單澆口閥式注塑成型
譚文勝1,2,周建忠1
(1.江蘇大學機械工程學院,江蘇省鎮江市 212013;2.常州信息職業技術學院 常州市大型塑料件智能化制造重點實驗室,江蘇省常州市 213164)
摘 要:在分析市政塑料檢查井組成結構和注塑工藝性能的基礎上,針對傳統注塑模具澆注系統的單澆口和多澆口控制中存在的問題,論述了塑料檢查井注塑模具熱流道單澆口閥式澆注系統及其應用,介紹了熱流道單澆口閥式澆注系統的工作原理、結構和設計特點,并采用moldflow軟件分析澆口位置、澆口數量和澆口直徑等對聚氯乙烯熔體充填和成型質量的影響。經生產驗證,單澆口閥式澆注可以提高聚氯乙烯檢查井成型加工效率和降低生產成本。
關鍵詞:聚氯乙烯 檢查井 注塑成型 熱流道 閥式澆注
市政塑料檢查井(簡稱檢查井)是替代傳統市政管網系統中水泥磚砌檢查井的大型塑料管件,具有排水效率高、密封性好、施工便捷和使用成本低等優點。近年來,國內外科技人員正在積極研究大型檢查井的注塑成型加工技術[1-3]。由于大型檢查井外形尺寸大、結構復雜,為了簡化模具結構、降低模具制造成本,目前,企業生產檢查井的注塑模具通常采用單澆口冷流道澆注系統,但冷流道澆注系統一直存在成型周期長、冷凝料去除困難和材料浪費等問題。因此,如何提高注塑模具澆注系統及其控制技術是注塑成型檢查井的關鍵。
迄今為止,雖然熱流道技術在大型塑料件的注塑成型中已得到大量研究和應用,但注塑成型檢查井的熱流道模具采用閥式澆注技術鮮有報道。本工作在分析大型檢查井結構及其注塑成型工藝、性能的基礎上,提出基于熱流道單澆口閥式澆注控制的檢查井注塑成型技術,分析熱流道單澆口閥式澆注系統的工作原理、結構和設計特點,為高效、環保和節能地注塑成型檢查井提供新方法。
1 檢查井組成和工藝性能分析
檢查井常用材料有聚乙烯、聚丙烯、聚氯乙烯(PVC)等。檢查井通常由偏置收口、井室和井座等部分組成,井座的支管連接其他管路,并按支管數量不同可分為二通、三通、四通等類型。圖1a中的井座尺寸為:直徑1 500 mm、高1 000 mm、壁厚10 mm,支管直徑800 mm。由于井座必須承受較大的壓力,井座外側一般設置較多數量的加強筋,且表面質量要求較高,需要避免縮孔、凹陷、銀線痕、熔接痕等注塑成型缺陷。井座外形尺寸大、結構復雜,設計其注塑模具澆注系統的重點是如何確保塑料熔體順利充填模具型腔,以及如何避免產生影響井座外觀質量的注塑缺陷。與井座的整體外形尺寸相比,加強筋的尺寸較小。本工作采用Moldflow軟件建立簡化的二通PVC檢查井井座有限元網格模型(見圖1b),并分析澆口位置、澆口數量、澆口直徑和澆注系統結構等對PVC熔體充填和成型質量的影響。
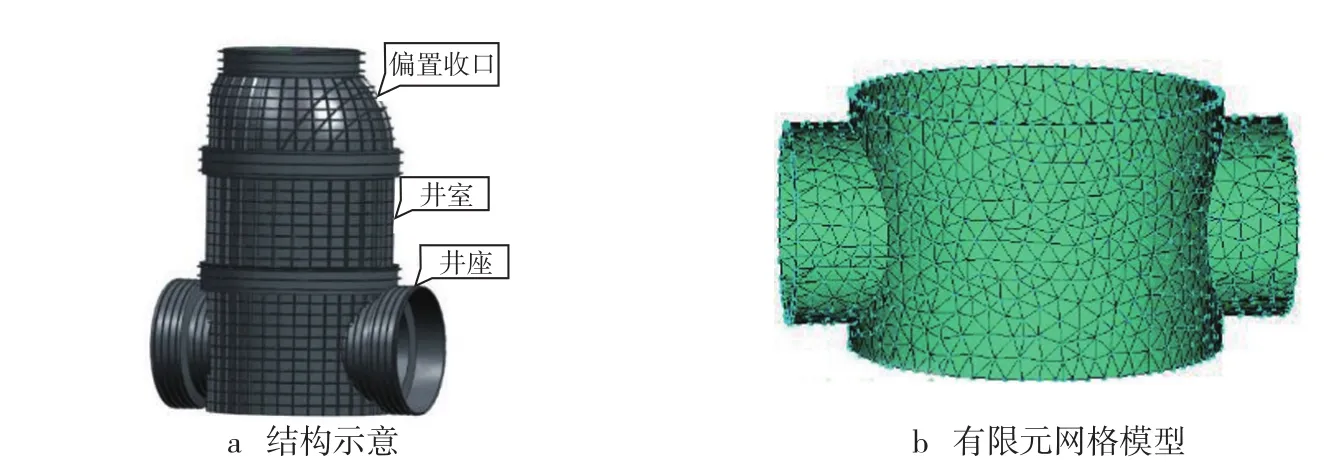
圖1 二通PVC檢查井結構示意及其井座的有限元網格模型Fig. 1 Schematic diagram and finite element model of PVC two-way inspection well
2 檢查井注塑模具澆注系統分析
2.1 直澆口冷流道澆注
對于質量為幾十千克甚至上百千克的大型PVC檢查井,由于PVC為熱敏性聚合物,其熔體流動性差,即使在成型溫度范圍內,其熔體在澆注系統的流道內停留時間稍長也會引起分解。所以,對于大流量熔體快速充填模具型腔,需用流道孔和澆口直徑較大的澆注系統,澆口直徑一般為PVC檢查井壁厚的2~3倍。目前,大型PVC檢查井注塑模具澆注系統主要采用直澆口冷流道,即簡單的單澆口冷流道澆注系統(見圖2)。
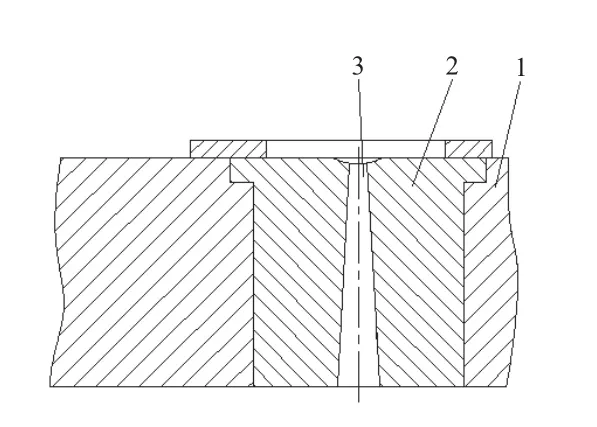
圖2 單澆口冷流道澆注系統示意Fig. 2 Schematic diagram of cold runner single-gate gating system1 模板;2 澆口套;3 主流道孔
通過Moldflow軟件對模型進行澆口位置優化,可得圖3a所示的最佳澆口位置,最佳澆口設在井座底部的中心位置,符合流動平衡原則;模擬得到的表面纖維取向一致(見圖3b),氣穴和熔接痕位置分布在制品端口(見圖3c和圖3d)。由此可見,單澆口設在井座底部中心,不僅有利于增強制品強度,而且外觀質量較好。

圖3 單澆口冷流道充填流動分析示意Fig.3 Schematic diagram of filling flow analysis on cold runner single-gate gating system
雖然直澆口冷流道可滿足熔體快速充填模具型腔,但澆注系統的冷卻需要較長時間,注塑周期較長,且制品上粗大的澆注系統冷凝料難以去除,造成大量冷凝料廢料。
2.2 多澆口澆注
通常,大型塑料件的注塑模具澆注系統都采用多澆口形式,但多澆口一般適合外形狹長或扁平類大型塑料件(如汽車保險杠、儀表板等),而對于大型檢查井,由于其長、寬、高尺寸大,采用多澆口不僅增加了二次脫模機構,模具結構更復雜,而且模具高度也顯著增加。
在井座的上端口設置八澆口時,各澆口間的熔體在表面匯合形成較多熔接痕,不僅影響外觀質量,也降低了檢查井強度;同時,與單澆口相比,充填形成的表面纖維取向一致性較差(模擬分析見圖4)。
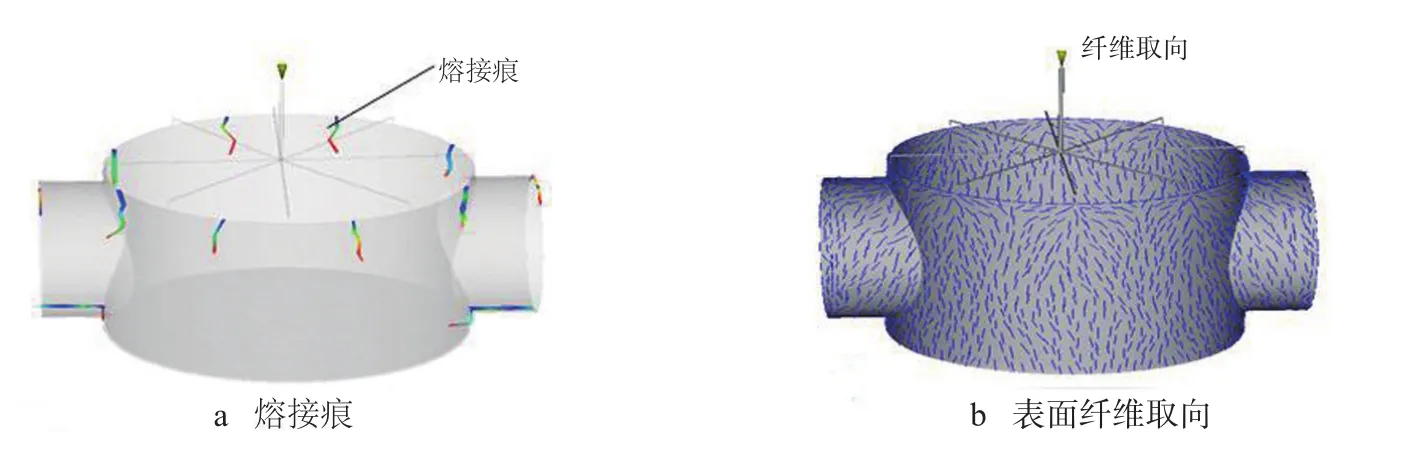
圖4 八澆口形成的熔接痕和纖維取向示意Fig.4 Schematic diagram of welding marks and fiber orientation by 8 gates
3 PVC檢查井的熱流道單澆口閥式澆注系統
3.1 結構組成及工作原理
為消除直澆口冷流道形成的粗大冷凝料,課題組在以前的閥式澆注系統研究基礎上[4-5],將澆注系統設計為熱流道,在澆口處設置閥桿,閥桿控制澆口的開閉,即澆注系統為熱流道單澆口閥式澆注系統。熱流道單澆口閥式澆注系統[5]基本組成為主流道套、流道底板、閥桿、連接桿、熱電偶等(見圖5)。流道模塊上設有主流道孔和閥桿孔,主流道孔下部向閥桿孔轉折形成橫向流道,主流道孔與橫向流道間呈圓弧過渡,橫向流道接通閥桿孔的下部,使閥桿孔成為流道的一部分,閥桿孔的底部為澆口,閥桿孔內設有閥桿,閥桿上部與模板內的連接桿連接,連接桿通過升降機構的滑塊控制閥桿開閉澆口;流道模塊四周設有加熱件(熱電偶)。注塑開始時,閥桿打開流道澆口,注塑機推動PVC熔體進入模具型腔,直至保壓結束,閥桿關閉澆口,完成注塑周期。
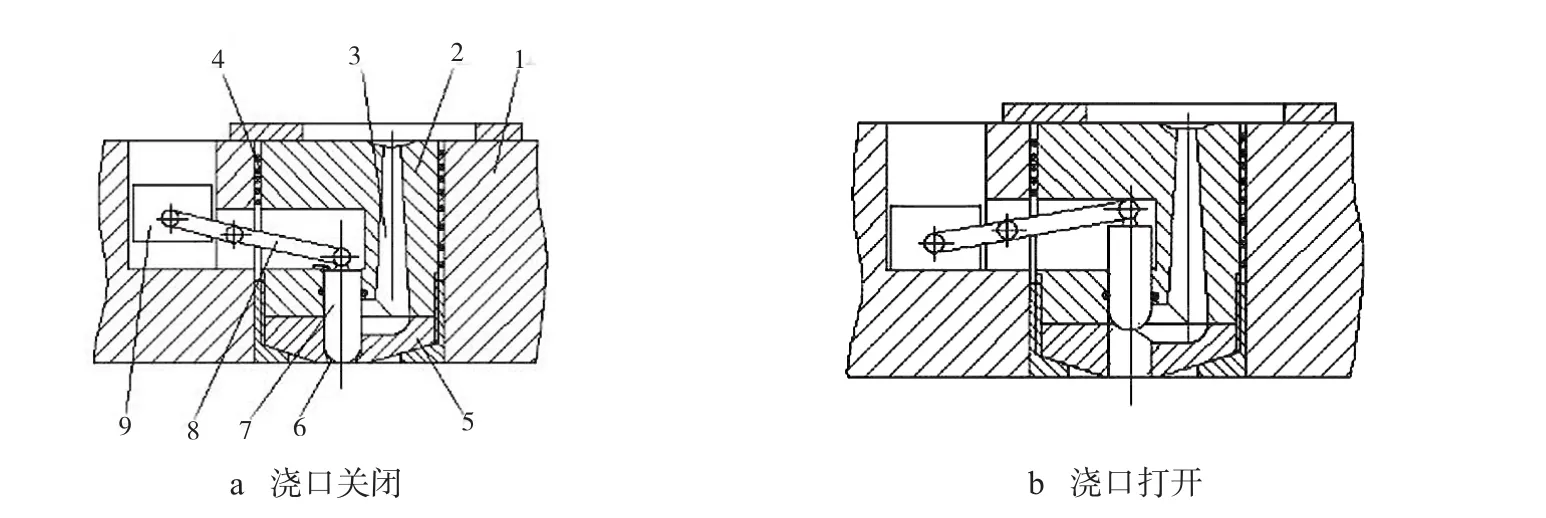
圖5 熱流道單澆口閥式澆注系統結構示意Fig.5 Schematic diagram of hot runner single gate valve gating system1 模板;2 主流道套;3 主流道孔;4 熱電偶;5 流道底板;6 澆口;7 閥桿;8 連接桿;9 滑塊
3.2 制品生產
由江蘇河馬井股份有限公司實際生產二通PVC檢查井井座(見圖6),與單澆口冷流道澆注相比,采用熱流道單澆口閥式澆注的優勢是:1)澆口由閥桿控制開與關,使大孔徑澆口的澆注系統形成熱流道閥式澆注系統,避免產生粗大的澆注系統冷凝料廢料,省去了冷凝料冷卻時間,縮短了注塑成型周期;2)主流道轉折處圓弧過度形成流線型流道,保證了熔體流動通暢,避免了通常的十字形流道孔內PVC熔體流動不暢而導致的分解;3)流道模塊設計為分體式,由主流道套和流道底板組成,便于流道孔圓弧過渡的加工。

圖6 PVC檢查井井座照片Fig.6 Photo of PVC inspection well seat
4 結論
a)單澆口冷流道澆注系統的模具結構簡單,用其注塑成型的制品質量較高,但生產效率不高,冷凝料難以去除。
b)多澆口澆注系統的模具制造難度大,用其注塑成型的制品外觀質量較差。
c)采用熱流道單澆口閥式澆注系統可以有效解決澆注系統的冷凝料問題,提高生產效率和制品質量。
5 參考文獻
[1]郭林,李艷,胡俊強,等.新型檢查井專用料的開發與應用研究[J].中國塑料,2010,24(9):64-67.
[2]趙勁松.檢查井簡介及改進措施[J].聚氯乙烯,2011,39(5):30-33.
[3]Okazaki Takuji. Woody molded product and its manufacturing method: Japan,2005- 219441[P]. 2004-09-02.
[4]譚文勝,周建忠.基于閥式澆注技術的注塑件熔接痕控制[J].工程塑料應用,2006,34(7):37-39.
[5]譚文勝,吳志祥,干為民,等.注塑模主流道直澆口閥式控制裝置:中國,201010167649.4.X[P]. 2012-05-23.
Hot runner single pouring valve injection molding for PVC inspection well
Tan Wensheng1,2,Zhou Jianzhong1
(1. School of Mechanical Engineering,Jiangsu University,Zhenjiang 212013,China; 2. Changzhou Vocational College of Information Technology,Changzhou Key Laboratory of Large Plastic Intelligent Manufacturing,Changzhou 213164,China)
Abstract:This paper describes the hot runner single pouring valve injection molding system for plastic inspection well along with its application,which is based on the analysis of structure and injection molding process of the municipal plastic inspection well and control issues in single and multiple gates of traditional injection mold gating system. The design features,operating principles and structures of the system are introduced in detail. The impacts of location,number and diameter of the gate on melt filling and molding quality are investigated via Moldflow. The practices show that the single pouring valve injection can improve molding efficiency of polyvinyl chloride inspection wells and reduce production costs.
Keywords:polyvinyl chloride; inspection well; injection molding; hot runner; valve pouring
基金項目:江蘇省科技計劃(工業支撐)項目(BE2013820)。
作者簡介:譚文勝,男,1968年生,博士,研究員級高工,2006年碩士畢業于江蘇大學機械制造及其自動化專業,現主要從事數字化模具設計與制造工作。聯系電話:18651468309;E-mail:tws.163@163.com。
收稿日期:2015-11-30;修回日期: 2016-02-26。
中圖分類號:TQ 320.66
文獻標識碼:B
文章編號:1002-1396(2016)02-0074-04