一種客車骨架接頭焊縫焊接順序優(yōu)化方法*
2016-04-11 08:32:35那景新崔文波賀午陽
汽車工程 2016年9期
那景新,袁 正,崔文波,賀午陽
(1.吉林大學(xué),汽車仿真與控制國家重點(diǎn)實(shí)驗(yàn)室,長春 130022; 2.中國第一汽車集團(tuán)公司發(fā)展部,長春 130011)
2016181
一種客車骨架接頭焊縫焊接順序優(yōu)化方法*
那景新1,袁 正1,崔文波2,賀午陽1
(1.吉林大學(xué),汽車仿真與控制國家重點(diǎn)實(shí)驗(yàn)室,長春 130022; 2.中國第一汽車集團(tuán)公司發(fā)展部,長春 130011)
鑒于接頭焊接工藝對車身結(jié)構(gòu)的影響,提出了一種客車骨架接頭焊縫焊接順序優(yōu)化方法。首先從客車結(jié)構(gòu)中選取待優(yōu)化的接頭,采用與實(shí)際接頭相同材料和尺寸的方形鋼管,按8組不同焊接順序進(jìn)行焊接試驗(yàn),測取中心點(diǎn)的焊接變形,從中選出一組變形相對較小的焊接順序方案;以此為基礎(chǔ),為進(jìn)一步尋優(yōu),通過坐標(biāo)轉(zhuǎn)換,確定新的8組不同焊接順序的試驗(yàn)方案,獲得新的8組保持幅值較小的變形數(shù)據(jù);然后建立接頭的有限元模型,通過有限元分析獲得接頭的焊接變形應(yīng)力,并將其引入整車骨架分析,與實(shí)際工況下的應(yīng)力進(jìn)行疊加,獲得接頭處的實(shí)際應(yīng)力,并以此為依據(jù)確定相對合理的焊接順序;最后,總結(jié)出客車骨架接頭焊縫焊接順序優(yōu)化流程。
客車車身;骨架接頭;焊接順序;有限元分析
前言
全承載式客車車身骨架是由異型管和型鋼焊接而成的空間薄壁桿系結(jié)構(gòu),是客車的主要承載體[1]。由于車身骨架的接頭局部結(jié)構(gòu)比較復(fù)雜,容易產(chǎn)生局部高應(yīng)力,往往是發(fā)生破壞的危險位置[2]。因此,骨架接頭的強(qiáng)度將直接關(guān)系到整車結(jié)構(gòu)的承載能力。
焊接作為現(xiàn)代制造業(yè)中最為重要的機(jī)件成形和制造技術(shù)之一,已經(jīng)廣泛應(yīng)用于汽車工業(yè)、交通運(yùn)輸、航空航天和建筑工程等幾乎所有的工業(yè)制造領(lǐng)域[3-4]。在焊接過程中,焊縫金屬的熱脹冷縮導(dǎo)致焊接結(jié)構(gòu)在焊后存在殘余變形和殘余應(yīng)力[5]。迄今已有許多涉及焊接變形和焊接殘余應(yīng)力的研究[6-8]。然而,與簡單的焊接結(jié)構(gòu)不同,客車骨架結(jié)構(gòu)是高次超靜定結(jié)構(gòu)[9],其接頭在焊接過程中由于受到周圍桿件的約束而不能自由變形,會產(chǎn)生接頭應(yīng)力,將其稱為焊接變形應(yīng)力。這種變形應(yīng)力可能會與車身結(jié)構(gòu)的工作應(yīng)力疊加,從而影響結(jié)構(gòu)的強(qiáng)度。在客車實(shí)際生產(chǎn)中,采用不同的焊接工藝時,接頭的變形方式和程度各不相同。因此,選擇合理的焊接工藝將對骨架接頭強(qiáng)度的提高有著重要意義。本文中著重研究了接頭各焊縫的焊接順序?qū)宇^焊接變形的影響規(guī)律,并在此基礎(chǔ)上提出了一種客車骨架接頭焊縫焊接順序優(yōu)化方法。
首先根據(jù)優(yōu)化接頭的規(guī)格和結(jié)構(gòu)形式確定試驗(yàn)方案,對接頭局部在不同焊接順序方案下的焊接變形進(jìn)行測量和統(tǒng)計(jì),并基于變形最小化原則選擇出幾組變形較小的焊接順序方案。然后根據(jù)所選方案的試驗(yàn)數(shù)據(jù)建立焊接變形后的接頭局部模型,通過對接頭端部施加反向位移使接頭恢復(fù)至焊接變形前狀態(tài),計(jì)算出接頭在各個方案下的焊接變形應(yīng)力;接著建立車身整體梁殼混合模型(對所研究接頭的局部采用殼單元進(jìn)行網(wǎng)格的重新劃分)[10],并對優(yōu)化接頭在實(shí)際工況下的工作應(yīng)力進(jìn)行統(tǒng)計(jì)。最后將接頭局部的焊接變形應(yīng)力引入整車分析,與實(shí)際工況下的應(yīng)力進(jìn)行疊加,獲得接頭處的實(shí)際應(yīng)力,并以此為依據(jù)確定合理的焊接順序。
1 接頭的選取
本文中基于某12m承載式客車車身結(jié)構(gòu),選擇了底架中央龍骨上的3處對接接頭作為對象,對本文中提出的優(yōu)化方法進(jìn)行深入研究。選取接頭的位置如圖1所示,接頭桿件截面尺寸均為40mm×40mm(壁厚2mm)。材料參數(shù)如表1所示。

圖1 選取接頭在車身骨架中的位置

密度/(kg·m-3)泊松比彈性模量/MPa屈服極限/MPa78000.32.06×105235
2 焊接順序?qū)附幼冃螒?yīng)力的影響
2.1 焊接順序?qū)宇^焊接變形的影響
選取與所研究接頭截面尺寸相同的方鋼進(jìn)行焊接試驗(yàn),以焊接順序?yàn)樵囼?yàn)變量,采用客車骨架焊接中常用的二氧化碳?xì)怏w保護(hù)焊對試驗(yàn)接頭進(jìn)行縫焊。參考客車企業(yè)中的焊接工藝標(biāo)準(zhǔn),將其它主要焊接參數(shù)分別設(shè)定為:焊接電流115±5A,焊接電壓20±2V,焊縫間隙0mm,焊絲直徑1mm,實(shí)驗(yàn)室內(nèi)溫度10±2℃,氣體流量15L/min,焊絲材料ER49-1(H08MN2SIA),焊法采用左焊法。試驗(yàn)中測量點(diǎn)(即中線交點(diǎn)P)和固定點(diǎn)的位置如圖2所示,其中L1=L2=L3=L4=230mm;中線交點(diǎn)P相對于固定點(diǎn)1、固定點(diǎn)2在Y方向和Z方向的變形分別用Δ1Y和Δ1Z表示;中線交點(diǎn)P相對于固定點(diǎn)3和固定點(diǎn)4在X方向與Z方向的變形分別用Δ2X和Δ2Z表示。

圖2 試驗(yàn)測量點(diǎn)位置
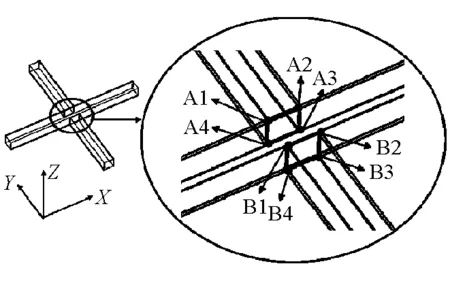
圖3 焊點(diǎn)編號
考慮到客車骨架在焊接過程中的實(shí)際操作情況(先完成上面3條焊縫,整體翻轉(zhuǎn)后補(bǔ)焊下面1條焊縫,每條焊縫均待冷卻后進(jìn)行下一條焊縫的焊接),結(jié)合圖3中的焊點(diǎn)編號,制定試驗(yàn)方案(見表2)。
利用試驗(yàn)測量和數(shù)據(jù)修正的方式獲得接頭中線交點(diǎn)的變形值(見表3)。試驗(yàn)的樣本數(shù)據(jù)每組各取

表2 焊接順序試驗(yàn)方案
5個試件的平均值,且以坐標(biāo)軸正方向?yàn)檎?/p>
根據(jù)變形最小化原則選取方案8為初選方案。為進(jìn)一步尋優(yōu),基于改變某一坐標(biāo)軸的方向,僅會使測點(diǎn)沿該軸的位移變號而數(shù)值不變的思想,參考圖3中的焊點(diǎn)編號對焊接順序進(jìn)行坐標(biāo)變換,確定8組新的焊接順序方案(見表4)。
按表4,即坐標(biāo)變換后新的焊接順序的結(jié)果,獲得8組順序方案下的焊接變形(見表5)。
2.2 接頭的焊接變形應(yīng)力
建立接頭的有限元模型,并以表5中的焊接變 形數(shù)據(jù)作為強(qiáng)制位移,通過有限元分析獲得接頭在各個方案下的焊接變形應(yīng)力。圖4為各方案下的接頭局部的焊接變形應(yīng)力云圖。

表3 試驗(yàn)數(shù)據(jù)列表 μm
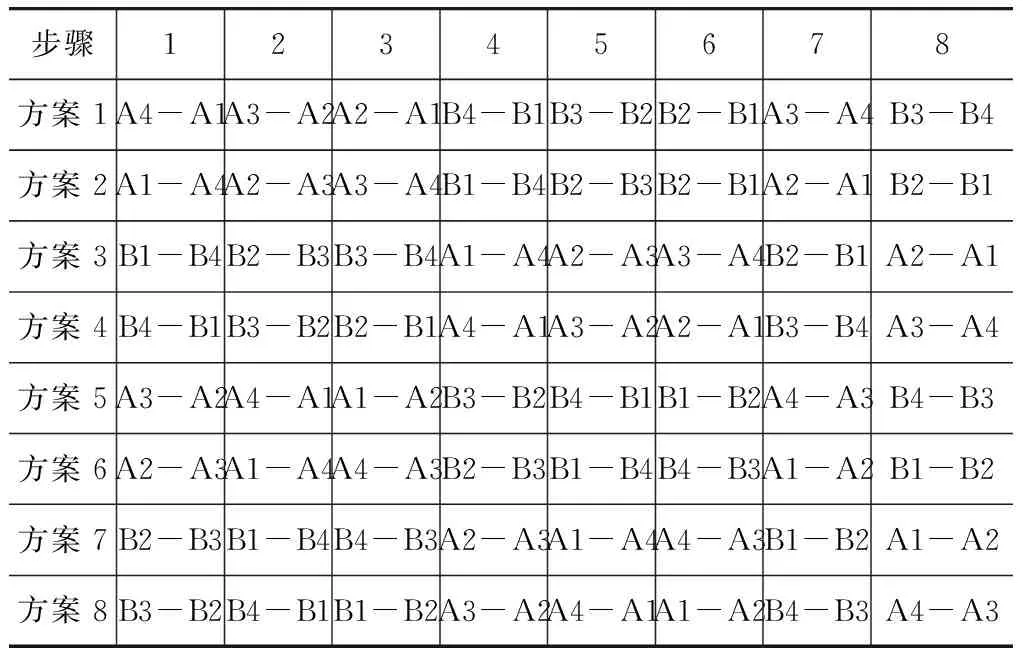
表4 焊接順序方案
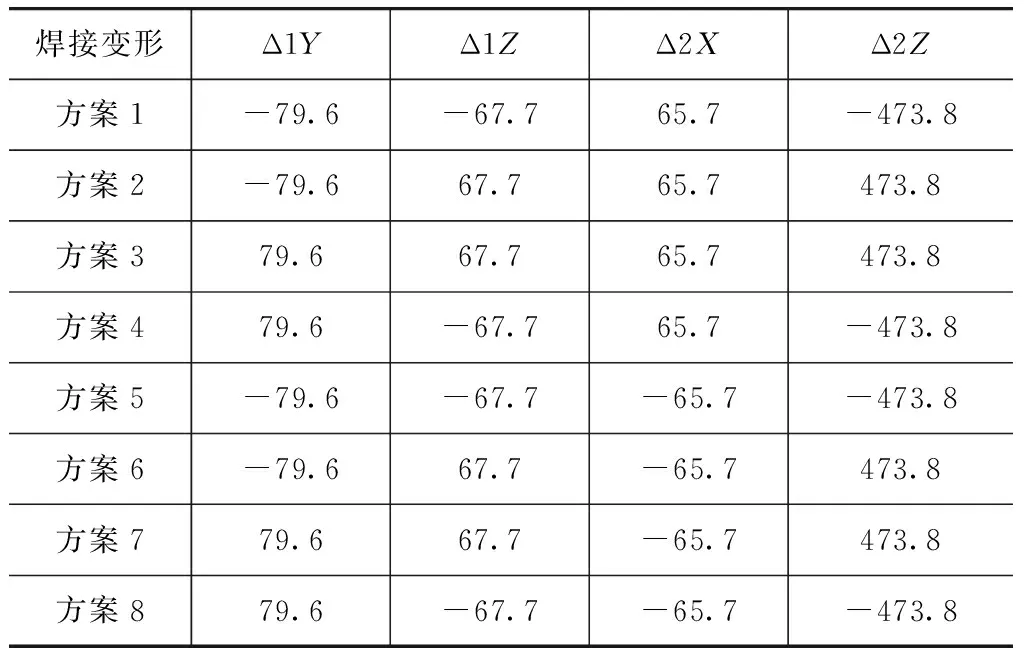
表5 轉(zhuǎn)換后的焊接變形 μm

圖4 接頭局部應(yīng)力云圖
將各方案下的接頭焊接變形應(yīng)力引入整車分析,與實(shí)際工況下的應(yīng)力進(jìn)行疊加,獲得接頭處的實(shí)際應(yīng)力,并以此為依據(jù)確定相對合理的焊接順序方案。
3 整車分析與單元應(yīng)力疊加
3.1 接頭在整車工況下的分析
建立車身整體模型,如圖5所示。為了準(zhǔn)確反映出接頭的局部剛度特性,本文中采用梁殼混合的建模方法[10]對所研究接頭的局部進(jìn)行了網(wǎng)格的重新劃分,采用RBE2單元對接頭分支與梁單元進(jìn)行連接。

圖5 車身整體梁殼混合模型
對整車模型在3種典型工況(滿載彎曲工況、左前輪懸空工況和右前輪懸空工況)下的應(yīng)力情況進(jìn)行分析,接頭局部的應(yīng)力云圖如圖6所示。由仿真分析結(jié)果可知,3處接頭的最高應(yīng)力均出現(xiàn)在右前輪懸空工況。

圖6 接頭局部在3種典型工況下的應(yīng)力云圖
3.2 接頭單元應(yīng)力的疊加
基于整車在最危險工況(右前輪懸空工況)下的仿真分析結(jié)果,在3處接頭局部各選取一個高應(yīng)力單元,將8組方案下的焊接變形應(yīng)力分別與3處接頭在右前輪懸空工況下的工作應(yīng)力進(jìn)行疊加,并對疊加前后的應(yīng)力結(jié)果進(jìn)行對比(見表6)。米塞斯應(yīng)力的疊加計(jì)算公式如下:
式中:σxs,σys,τxys為接頭單元在右前輪懸空工況下的平面單元應(yīng)力分量;σxi,σyi,τxyi(i=1,2,…,8)為接頭單元在8組焊接方案下的平面單元應(yīng)力分量;σsi(i=1,2,…,8)為接頭單元在8組方案下疊加后的單元米塞斯應(yīng)力。

表6 單元疊加應(yīng)力列表 MPa
注:σss為接頭單元在右前輪懸空工況下的米塞斯應(yīng)力。
由表6中數(shù)據(jù)對比可知:在不同焊接方案下,3處接頭的單元應(yīng)力水平均有了不同程度的改變。其中在接頭1處采用焊接方案2與方案3時,疊加后的單元應(yīng)力相比疊加前有了大幅降低(約30%),而采用方案5與方案8時,疊加后的單元應(yīng)力反而有所增加(約33%)。接頭2與接頭3則在采用焊接方案6與方案7時,疊加后的單元應(yīng)力降低幅度最大(約32%、40%),而在采用方案1與方案4時,疊加后的單元應(yīng)力分別增加約35%和41%。綜合多方面考慮,確定方案3為接頭1的最終焊接順序方案;確定方案6為接頭2、接頭3的最終焊接順序方案。這一研究結(jié)果也進(jìn)一步驗(yàn)證了本文方法的有效性。
4 接頭焊縫焊接順序優(yōu)化流程
基于上述研究成果,對本文中提出的焊縫焊接順序優(yōu)化方法進(jìn)行總結(jié)。圖7為本文優(yōu)化方法的流程示意圖。

圖7 優(yōu)化流程示意圖
5 結(jié)論
本文中提出了一種客車骨架接頭焊縫焊接順序優(yōu)化方法,并選取了一組對接接頭對該優(yōu)化方法進(jìn)行了研究驗(yàn)證。通過本文的研究結(jié)果可以看出:合理地選擇焊接順序可使接頭的焊接變形應(yīng)力和工作 應(yīng)力相互抵消,從而使接頭局部的應(yīng)力水平得到一定程度的降低。此外,利用該優(yōu)化方法還可進(jìn)一步考察接頭處的綜合應(yīng)力水平,對于接頭處焊縫焊接順序的選擇和客車車身輕量化設(shè)計(jì)均具有實(shí)際的工程意義。
[1] 劉江,桂良進(jìn),王青春,等.全承載式大客車車身結(jié)構(gòu)多目標(biāo)優(yōu)化[J].汽車工程,2008,30(2):170-173.
[2] 宗培,張帥.力學(xué)性能不均勻性焊接接頭應(yīng)力分布研究[J].海軍工程大學(xué)學(xué)報,2010,22(2):48-53.
[3] 李曉延,武傳松,李午申.中國焊接制造領(lǐng)域?qū)W科發(fā)展研究[J].機(jī)械工程學(xué)報,2012,48(6):19-31.
[4] ZHANG Y, TAN L P, LI S C, et al. Using a car body in white (BIW) to study the feasibility of applying laser welding[J]. Lasers in Engineering (Old City Publishing),2014,28(1-2):107-120.
[5] 薛忠明,曲文卿,柴鵬,等.焊接變形預(yù)測技術(shù)研究進(jìn)展[J].焊接學(xué)報,2003,24(3):87-90.
[6] HUANG H, MA N, HASHIMOTO T, et al. Welding deformation and residual stresses in arc welded lap joints by modified iterative analysis[J]. Science and Technology of Welding and Joining,2015:20(7):571-577.
[7] 王艷飛,鞏建鳴,蔣文春.焊縫層數(shù)對特厚度管板焊接殘余應(yīng)力與變形影響的有限元分析[J].上海交通大學(xué)學(xué)報,2013,47(11):1675-1679.
[8] 張利國,姬書得,方洪淵,等.焊接順序?qū)形接頭焊接殘余應(yīng)力場的影響[J].機(jī)械工程學(xué)報,2007,43(2):234-238.
[9] 張代勝,谷葉水,張雷.大客車車身骨架結(jié)構(gòu)強(qiáng)度分析及其改進(jìn)設(shè)計(jì)[J].汽車工程,2007,29(1):87-92.
[10] 那景新,安洪蔚,閆亞坤,等.梁-殼混合分析模型在客車骨架接頭焊縫間距優(yōu)化中的應(yīng)用[J].吉林大學(xué)學(xué)報(工學(xué)版),2010,40(1):30-34.
An Optimization Method of Welding Sequence for Joints in Bus-body Framework
Na Jingxin1, Yuan Zheng1, Cui Wenbo2& He Wuyang1
1.JilinUniversity,StateKeyLaboratoryofAutomotiveSimulationandControl,Changchun130022;2.ChinaFAWGroupCorporationDevelopmentDepartment,Changchun130011
In view of the effects of joint welding process on vehicle-body structure, a method of welding sequences optimization for the joints of body framework is proposed. Firstly, the joints to be optimized are selected, and using the square steel tube of the same material and dimension as that of joint to perform welding tests with eight different schemes of welding sequences and the deformations of center point are measured, from which a scheme with relatively small deformations is selected. Based on this, for further optimizing, a new set of eight different schemes of welding sequences is devised through coordinates transform, and eight groups of deformation data, keeping their amplitudes relatively small, are obtained. Then a finite element model for joint is built and the stress in joint caused by welding deformation are obtained through finite element analysis, which are then taken as input to entire body framework analysis and are superimposed on the stress induced by real working load to get the resulting stress in joint, based on which the relatively rational welding sequence is determined. Finally, a typical procedure of welding sequence optimization for joints in a bus body framework is summarized.
bus-body; joints; welding sequence; FEA
*國家自然科學(xué)基金(51375201)資助。
原稿收到日期為2015年10月19日,修改稿收到日期為2016年1月4日。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
