集裝箱平車鎖座組裝方法工藝研究
2016-03-21 02:30:15張維
軌道交通裝備與技術
2016年1期
關鍵詞:測量
張 維
(齊齊哈爾軌道交通裝備有限責任公司 黑龍江 齊齊哈爾 161002)
集裝箱平車鎖座組裝方法工藝研究
張 維
(齊齊哈爾軌道交通裝備有限責任公司 黑龍江 齊齊哈爾 161002)
闡述了集裝箱平車鎖座組裝過程和鎖座厚度快速選擇法,設計并制造柔性鎖座組裝裝置,通過集裝箱平車的批量生產任務驗證了該方法的可行性。
集裝箱平車;鎖座;平面度;整體組裝
現有集裝箱平車鎖座組對工藝采用卷尺直接測量方式進行定位組對,工藝方法比較原始,組對尺寸誤差較大,影響鎖座組裝精度,特別是對于鎖座較多的車型,拉線測量的時間相對較長,嚴重影響了鎖座組對效率,亟需改進。
1 平車鎖座組裝技術要求
從集裝箱平車使用性能上分析,決定落箱質量的要素主要有兩點,一是集裝箱平車同一集裝箱4個鎖座承載面的平面度,即同一集裝箱4個鎖座承載面的位置高度是否在同一平面內;二是集裝箱平車同一集裝箱4個鎖座的位置尺寸,即同一集裝箱4個鎖座之間的長度、寬度及對角線差值符合產品制造要求。
以某A型集裝箱平車為例,該車共有26個鎖座,位置分布如圖1所示,鎖座位置關聯尺寸較多,其組裝技術要求具體如下:
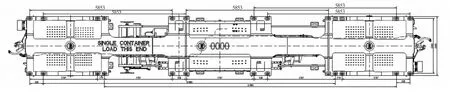
圖1 A型集裝箱平車鎖座分布圖
(1)平面度要求。鎖座組焊后,同一集裝箱使用的鎖座,其承載面平面度需滿足:
10英尺集裝箱不大于3 mm,20英尺集裝箱不大于4 mm,40英尺集裝箱不大于6 mm;鎖座厚度允許在24~28 mm范圍內進行調整。
(2)位置尺寸要求。鎖座組……
登錄APP查看全文
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00