溫度與鍍層對Sn0.7Cu焊料合金潤濕性的影響
2015-12-18 08:47:30趙玉萍,霍飛
有色金屬材料與工程 2015年2期
關鍵詞:界面
趙玉萍, 霍飛
(通標標準技術服務(上海)有限公司, 上海200233)
摘要:主要研究了真空狀態下,焊接溫度為530,560和590 K時,Sn-0.7Cu焊料合金在鍍Cu、鍍Ni、鍍Ni/Ag和鍍Ni/Au基板上的潤濕性.結果表明:提高釬焊時的焊接溫度,有助于降低液態Sn-0.7Cu焊料合金的表面張力,從而增大Sn-0.7Cu焊料合金在焊接基板上的潤濕性.在相同的焊接條件下,Sn-0.7Cu焊料合金在鍍Ni/Ag和鍍Ni/Au基板上的潤濕性比其在Cu和鍍Ni基板上的潤濕性好.
關鍵詞:Sn-0.7Cu焊料合金; 表面張力; 潤濕性
收稿日期:2014-12-13
作者簡介:趙玉萍(1974—),工程師,主要從事金屬材料性能和焊接性能方面的研究.E-mail:Cindy.zhao@sgs.com
中圖分類號:TG 425+.1文獻標志碼: A
Wetting of Sn-0.7Cu Solder Alloy on Different Substrates at Different TemperaturesZHAO Yuping, HUO Fei
(SGS-CSTC Standards Technical Services(Shanghai) Co., Ltd., Shanghai 200233, China)
Abstract:In this paper,the wettability of Sn-0.7Cu solder alloy was investigated on different substrates(Cu,Cu/Ni,Cu/Ni/Au and Cu/Ni/Ag)at different temperatures(530 K,560 K and 590 K respectively).The results show that the wettability of Sn-0.7Cu solder alloy improved due to the increase of reflowing temperature which decreased surface tension of molten Sn-0.7Cu alloy.In addition,in the same soldering conditions Sn-0.7Cu solder alloy had better wettability on Cu/Ni/Au and Cu/Ni/Ag substrates than that on Cu and Cu/Ni substrates.
Keywords:Sn-0.7Cu solder alloy; surface tension; wettability
0 引 言
隨著歐盟“WEEE”和“RoHS”兩個指令的頒布實施,具有悠久歷史的Sn-Pb焊料釬焊技術,受到了前所未有的挑戰,電子產品的無鉛化制造已迫在眉睫[1-4].在眾多無鉛焊料中,Sn-0.7Cu焊料合金被視為較理想的Sn-Pb焊料合金的替代品之一,對其研究已經引起人們的關注[4-6].
釬焊時,熔融焊料對基體金屬潤濕形成近距離接觸界面,界面上基體金屬和焊料相互作用才會形成實現連接所必須的界面化合物層或合金層.因此,潤濕是釬焊的前提條件,是評價釬焊焊點質量的關鍵因素.在Sn-0.7Cu焊料合金潤濕性方面的研究中,Hunt等[7]認為無論使用活性助焊劑,還是非活性助焊劑,Sn-0.7Cu焊料合金的潤濕性都不及Sn-Pb共晶焊料和Sn-Ag共晶焊料合金.為此,許多研究人員通過在Sn-0.7Cu焊料合金中添加其他組元以及復合方法來制備新型無鉛焊料合金,力圖改善其潤濕性能.Rizvi等[8]報道,在使用免清洗助焊劑和水溶性有機酸助焊劑時,向Sn-0.7Cu焊料合金中添加質量分數0.3%的Ni能提高其在Ni和Cu基板上的潤濕性.Wang等[9]研究表明,Sn-0.7Cu-xZn焊料合金中添加Zn的質量分數超過0.88%時,金屬間化合物層將由Cu6Sn5轉變為CuZn-γ,致使焊料的潤濕性變差.這些研究雖取得了一些進展,但是也增加了焊接成本和工藝的復雜性,其焊接綜合性能往往得不償失.
本文采用Sn-0.7Cu焊料合金,從潤濕角、鋪展面積、焊點外觀、焊料和基板界面金屬間化合物層的特征等方面,研究焊接溫度和鍍Ni、鍍Ni/Ag和鍍Ni/Au基板對其潤濕性的影響.
1 試驗步驟
試驗采用的焊料為直徑φ2 mm的Sn-0.7Cu無鉛焊球(北京康普錫威焊料有限公司提供);助焊劑為RMA-223-UV(美國AMTECH公司提供);焊接基板為質量分數99.9%的銅片、鍍Ni、鍍Ni/Ag和鍍Ni/Au銅片(化學鍍Ni,電鍍Au/Ag),其尺寸均為15 mm×15 mm×3 mm,各基板鍍層厚度見表1.Cu片表面經砂紙細磨后用體積分數1% HCl的丙酮溶液清洗,以除去其表面氧化層及不潔物.鍍Ni、鍍Ni/Au和鍍Ni/Ag基板只需用丙酮超聲波清洗5 min.最后,各基板再用酒精清洗并在空氣中晾干.

表1 基板鍍層厚度
將涂有助焊劑的焊球置于基板上,放在真空電阻爐(RJ2)中焊接(爐內的相對壓力為-0.1 MPa,焊接溫度分別為530,560和590 K,焊接保溫時間為3 min),并空冷至室溫.
利用AutoCAD軟件對焊點的鋪展面積進行測量,再將試樣從焊點中部位置對剖,用掃描電子顯微鏡(TESCAN VEGAⅡLMV SEM)觀測潤濕角,將得到的SEM照片導入AutoCAD,用角度標注功能測定潤濕角.
按標準金相制備方法制備(打磨、拋光、用50%HCl+50%C2H5OH的腐蝕液進行腐蝕)復合焊料和基板界面的截面.用SEM和能譜儀(OXFORD,Inc.ISIS300 EDS)觀察、分析焊料基體和界面金屬間化合物層的微觀組織和相的成分.
2 結果與討論
2.1焊接溫度對焊料潤濕性的影響
表2為真空狀態下,焊接溫度為530,560和590 K時,Sn-0.7Cu焊料合金在不同基板上的鋪展面積和潤濕角.從表2中可以看出:在相同的焊接基板上,隨著焊接溫度的升高,Sn-0.7Cu焊料合金的鋪展面積均增大,潤濕角均減小.這表明釬焊溫度提高,利于Sn-0.7Cu焊料合金與各基板間的潤濕.

表2 Sn-Cu焊料合金在各基板上的鋪展面積和潤濕角
根據Yong方程原理[10],即
cosθ=(γVS-γLS)/γLV
(1)
式中:γVS為固體與氣體之間的表面張力;γLS為液體與固體之間的表面張力;γLV為氣體與液體之間的表面張力;θ為接觸角.由式(1)可知,減小γLV可減小θ,提高焊料潤濕性.
Egry等[11-12]研究表明,γLV與黏度η的關系為
(2)
式中:k為波爾茲曼常數;T為絕對溫度;m為原子質量.由式(2)可知,減小η利于γLV的減小,從而實現焊料潤濕性能的提高.
研究[12-13]表明,式(2)也適用于Sn-0.7Cu焊料合金(熔點±300 K)表面張力的計算.根據Sn-Cu二元相圖[14],可知Sn-0.7Cu焊料合金的熔點為500 K,本文所選的溫度在式(2)所要求的溫度范圍內.
眾所周知,熔融液體的黏度η具有結構敏感性[15],而液體的結構是不均勻的,隨溫度而改變.因此,熔融液體結構的改變會使其黏度的變化沒有規律.但Zhao等[13]研究表明,液態Sn-0.7Cu焊料合金的黏度和溫度的關系,在溫度低于553 K和高于573 K這兩個溫度區間內遵循Arrhenius方程[16],即
(3)
式中:h為普朗克常數;vm為單位體積流量;ε為黏性流活化能.
然而,在553~573 K之間,由于液態Sn-0.7Cu焊料合金的結構發生極大變化,導致其黏度隨溫度的升高急劇下降,進而使得Sn-0.7Cu焊料合金表面張力也隨溫度的升高而急劇下降.研究[13]表明,同一個溫度區間的vm和ε值只與液體結構和流體集群有關,其值見表3.

表3 Sn-0.7Cu焊料合金不同溫度區間內 ε和 v m的值
由式(2)和式(3)可得到如下方程
(4)
對式(4)兩邊求導可得如下方程
(5)
由式(5)可知,溫度T低于553 K和高于573 K低于603 K時,式(5)小于0.因此,根據拉格朗日中值定理,在這兩個溫度區間,Sn-0.7Cu焊料合金的表面張力γLV隨溫度的升高而減小.這就是焊接溫度(530~590 K)越高,Sn-0.7Cu焊料合金潤濕性能越好的一個重要原因.
2.2鍍層對焊料合金潤濕性及金屬間化合物層厚的影響
圖1(a)~(d)、圖1(e)~(h)和圖1(i)~(n)分別為焊接溫度530,560和590 K下,Sn-0.7Cu焊料合金在Cu、鍍Ni、鍍Ni/Ag和鍍Ni/Au基板上鋪展的宏觀照片.對比焊料合金在不同基板上鋪展后的表面形貌可以看出,在Cu和鍍Ni基板上焊料的潤濕前沿比較整齊;在鍍Ni/Au基板上,焊料的潤濕前沿總存在一個潤濕環.
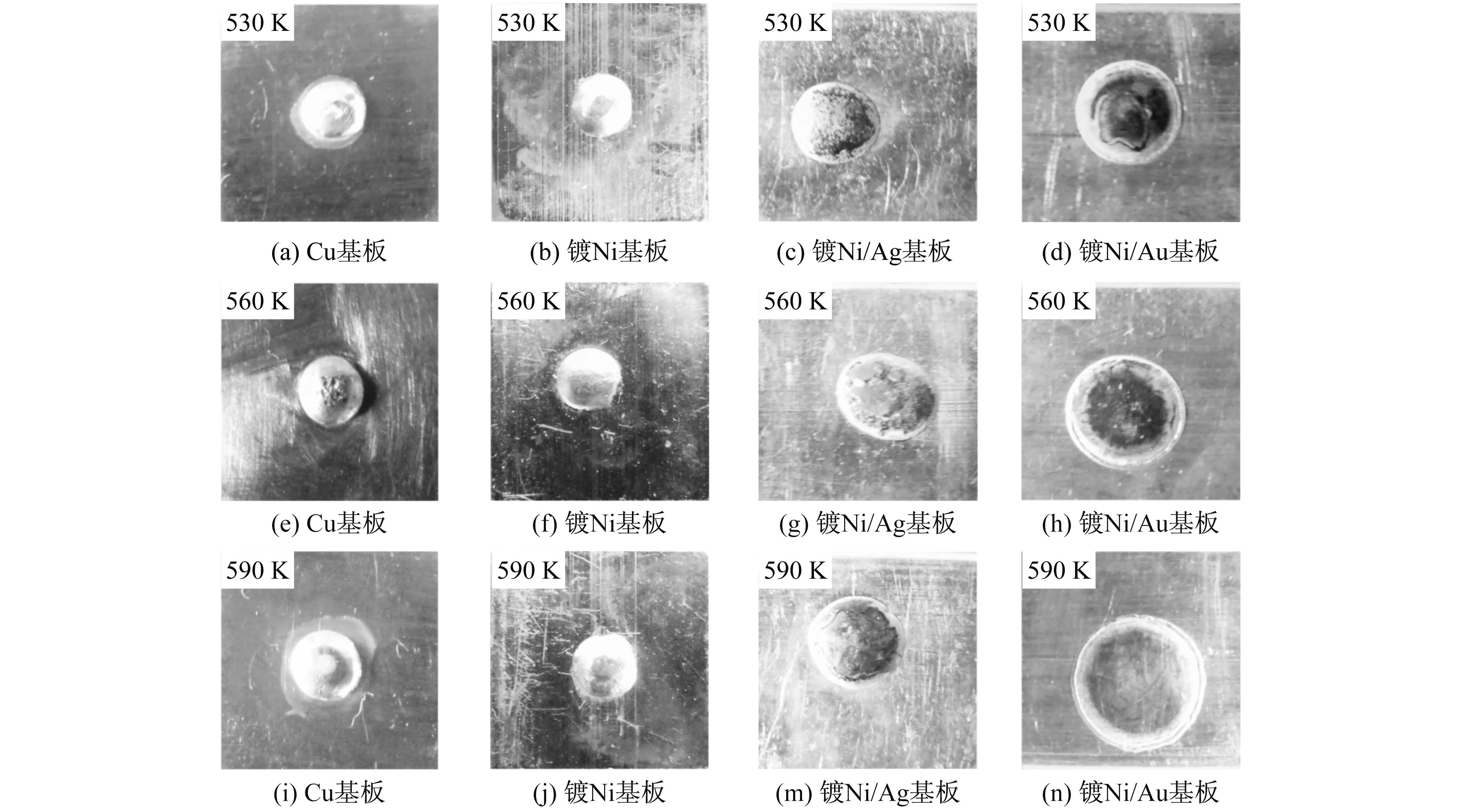
圖1 530,560和590 K時Sn-0.7Cu焊料合金在各基板上鋪展的宏觀照片
由圖1和表2可以看出:相同焊接溫度下,Sn-0.7Cu焊料合金在Cu和鍍Ni基板上的鋪展面積比較小,潤濕角較大;而在鍍Ni/Ag和鍍Ni/Au基板上的鋪展面積比較大,潤濕角較小,尤其是在鍍Ni/Au基板上鋪展面積最大,潤濕角最小.不同于Batra等[17-18]所觀察到的,在高溫(1 223 K)下Au的蒸發沉淀所形成的潤濕環現象.本試驗中由于焊接溫度為530,560和590 K,沒有達到Au的蒸發溫度,因此,為了分析這種現象,對鋪展后的焊料進行表面形貌觀察和能譜分析,分析結果如圖2和圖3所示.
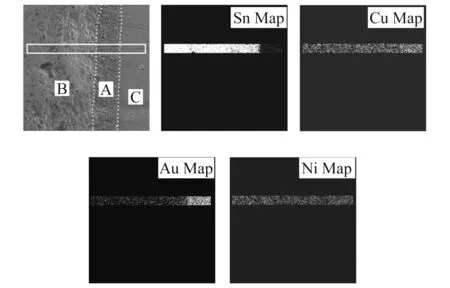
圖2 Sn,Cu,Au和Ni元素在Sn-0.7Cu

圖3 Sn,Cu,Ag和Ni元素在Sn-0.7Cu
圖2中B部分為焊料鋪展后的主體,A部分為潤濕環,A和B之間有明顯界限.經能譜分析表明:A和B部分除Sn外還存在較多的Au.由此可以看出,在焊接過程中,當焊接溫度達到Sn-0.7Cu焊料合金固相點以上時,焊料合金熔化鋪展.由于Au在焊料合金中的擴散速度非常快[19-20],被液態焊料覆蓋的焊接基板表面的Au能快速擴散到焊料中.
由圖2中Au的面掃描結果可以看出,在焊料的表面和潤濕前沿部分存在大量的Au.隨后,焊料的主體部分也開始沿母材上的微細溝槽流動,并匯聚在一起.焊料在鋪展過程中完全覆蓋母材的那個區域就是焊料的潤濕區.焊料雖已匯聚,但尚未完全覆蓋焊料,呈分支鋪蓋的區域就形成潤濕環.Zhuang等[18]認為,不論是高溫釬焊還是低溫釬焊過程,潤濕環的出現都有利于焊料與母材間的潤濕.其原因主要是優先鋪展的部分發生傳質作用,降低了焊料與母材間的表面張力.
對于鍍Ni/Ag基板,其增大Sn-0.7Cu焊料合金潤濕性的機理,與鍍Ni/Au基板增大Sn-0.7Cu焊料合金潤濕性的機理相似.對比圖3中Ag的面掃描結果和圖2中Au的面掃描結果可以看出,鍍Ni/Ag基板焊點表面的Ag含量遠低于鍍Ni/Au基板焊點表面的Au含量.由此可以看出,Ag在焊料中的擴散速度遠不如Au,這與Bader等[20]的研究結果一致.所以Sn-0.7Cu焊料合金在鍍Ni/Ag基板上的潤濕性沒有其在鍍Ni/Au基板上的潤濕性好.
從圖3中Ni的面掃描結果可以看出,A部位主要是裸露的鍍Ni層,而B部位和C部位表面的主要元素則分別是Sn和Ag,這與鍍Ni/Au基板焊點前沿表面的面掃描結果(如圖2)區別很大,這就是所謂的潤濕消退現象[21].這一現象也會降低Sn-0.7Cu焊料合金在鍍Ni/Ag基板上的潤濕性.
研究[22]表明,在其他焊接條件相同的條件下,母材與焊料合金發生冶金反應,對鋪展有利,見表4.
圖4為Sn-0.7Cu焊料合金與不同基板焊接界面處的SEM照片及對應的線掃描元素分布曲線.從圖4(d)中可以看出,焊接界面處的Au鍍層完全熔化并擴散進焊料中.擴散進焊料的Au則和Sn生成α(Au)相.由于α(Au)相在基板上具有更好的流動性,其將優先于焊料合金的主體部分,沿基板上的微細溝槽向四周擴展.
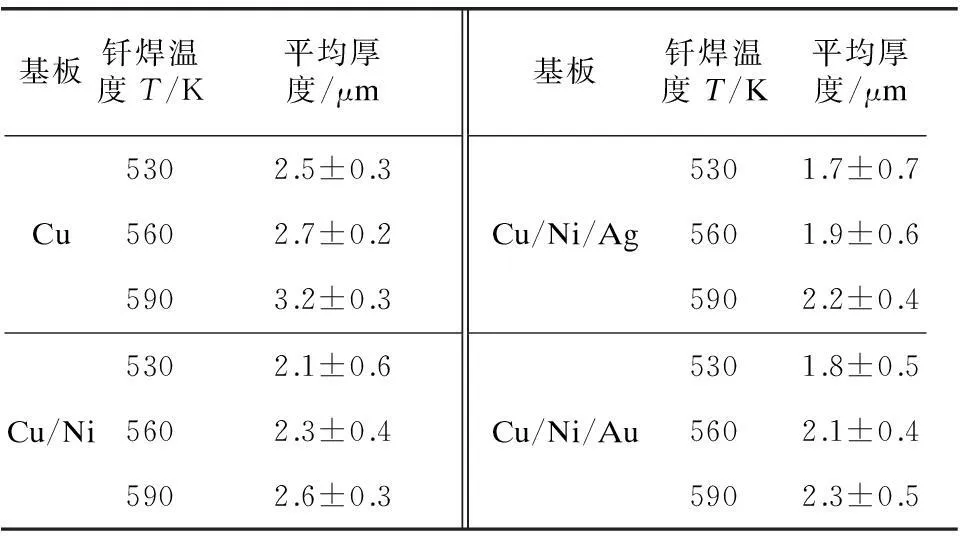
表4 不同溫度下Sn-0.7Cu焊料合金與不同基板
由于Sn-0.7Cu焊料合金在Cu基板上形成的Cu6Sn5金屬間化合物層(如圖4(a)),比其在鍍Ni基板上形成的Ni3Sn4金屬間化合物層厚,因此,Sn-0.7Cu焊料合金與Cu基板的反應速度更快,這與Bader等[20]的研究結果相吻合.所以Sn-0.7Cu焊料合金在Cu基板上的潤濕性比其在鍍Ni基板上的潤濕性能更好些.另有研究[23]也表明,在釬焊過程中由于鍍Ni基板和液態焊料之間的界面能比Cu基板和液態焊料之間的界面能高,所以Sn-0.7Cu焊料合金在鍍Ni基板上的潤濕性比其在Cu基板上的潤濕性要差.此外,由表4還可以看出,Sn-0.7Cu焊料合金在鍍Ni/Ag和鍍Ni/Au基板上形成的Ni3Sn4金屬間化合物層的厚度比其在鍍Ni基板上形成的金屬間化合物的厚度要薄,這主要是因為Au和Ag可以抑制Ni與Sn反應生成Ni3Sn4金屬間化合物的速度[24].
3 結 論
(1) 在相同的焊接基板上,焊接溫度(530~590 K)越高,則液態Sn-0.7Cu焊料合金的黏度越低,其表面張力越小,Sn-0.7Cu焊料合金的潤濕性能越好.
(2) Sn-0.7Cu焊料合金在鍍Ni/Ag和鍍Ni/Au基板上的潤濕性能遠好于其在鍍Ni基板和Cu基板表面上的潤濕性能.Sn-0.7Cu焊料合金在Cu基板上的潤濕性能比在鍍Ni基板上的潤濕性能好.
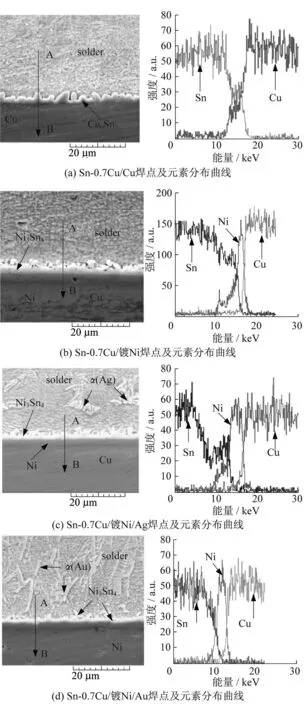
圖4 Sn-0.7Cu焊料合金與不同基板焊接界面處
(3) 在鍍Ni/Ag和鍍Ni/Au基板上,由于Au和Ag能夠抑制Ni和Sn反應生成Ni3Sn4的速度,所以其金屬間化合物層比較薄.
參考文獻:
[1]Zeng K,Tu K N.Six cases of reliability study of Pb-free solder joints in electronic packaging technology[J].Materials Science and Engineering:R:Reports,2002,38(2):55-105.
[2]Shohji I,Nakamura T,Mori F,etal.Interface reaction and mechanical properties of lead-free Sn-Zn alloy/Cu joints[J].Material Transactions,2002,43(8):1797-1801.
[3]Wang F,O′Keefe M,Brinkmeyer B.Microstructural evolution and tensile properties of Sn-Ag-Cu mixed with Sn-Pb solder alloys[J].Journal of Alloys and Compounds,2009,477(1-2):267-273.
[4]Suganuma K,Murata T,Noguchi H,etal. Heat resistance of Sn-9Zn solder/Cu interface with or without coating[J].Journal of Materials Research,2000,15(4):884-891.
[5]Islam M N,Chan Y C,Sharif A,etal.Comparative study of the dissolution kinetics of electrolytic Ni and electroless Ni-P by the molten Sn3.5Ag0.5Cu solder alloy[J].Microelectronics Reliability,2003,43(12):2031-2037.
[6]Alam M O,Chan Y C,Tu K N.Effect of reaction time and P content on mechanical strength of the interface formed between eutectic Sn-Ag solder and Au/electroless Ni(P)/Cu bond pad[J].Journal of Applied Physics,2003,94(6):4108-4115.
[7]Hunt C,Lea D.Solderability of lead-free alloys[C].IPC SMEMA Council Electronic Assembly Process Exhibition and Conference(APEX 2000).Long Beach,California,2000:1238.
[8]Rizvi M J,Bailey C,Chan Y C,etal.Effect of adding 0.3wt% Ni into the Sn-0.7wt%Cu solder,part I:wetting behavior on Cu and Ni substrates[J].Journal of Alloys and Compounds,2007,438(1-2):116-121.
[9]Wang H Q,Wang F J,Feng G,etal.Reactive wetting of Sn-0.7Cu-xZn lead-free solders on Cu substrate[J].Journal of Alloys and Compounds,2007,433(1-2):302-305.
[10]de Gennes P G.Wetting:statics and dynamics[J].Reviews of Modern Physics,1985,57(3):827-863.
[11]Egry I,Loh?fer G,Sauerland S.Surface tension and viscosity of liquid metals(Part 2)[J].Journal of Non-Crystalline Solids,1993,156-158:830-832.
[12]Egry I.On the relation between surface tension and viscosity for liquid metals[J].Scripta Metallurgica et Materialia,1993,28(10):1273-1276.
[13]Zhao N,Pan X M,Yu D Q,etal.Viscosity and surface tension of liquid Sn-Cu lead-free solders[J].Journal of Electronic Materials,2009,38(6):828-833.
[14]Massalskl T B.Binary alloy phase diagrams[M].Ohio:ASM International,1990.
[15]Iida T,Guthrie R I L .The physical properties of liquid metals[M].Oxford:Clarendon Press,Oxford University Press,1988.
[16]Nishimura S,Matsumoto S,Terashima K.Variation of silicon melt viscosity with boron addition(Part 3)[J].Journal of Crystal Growth,2002,237-239:1667-1670.
[17]Batra N K,See J B,King T B.Flux reactions in soldering[J].Welding Journal,1974,53:417-425.
[18]莊鴻壽.高溫焊接[M].北京:國防工業出版社,1989:121-123.
[19]Warburton W K,Urnbull D T.Difussion in solids:recent developments[M].Burton J J Eds:New York Academic Press,1975:172-229.
[20]Bader W G.Dissolution of Au,Ag,Pd,Pt,Cu and Ni in a molten Tin-lead solder[J].Welding Journa,1969,48(12):551.
[21]菅沼克昭.鉛フリーはんだ技術·材料ハンドブック[M].工業調査會,2013:215.
[22]Xi Zou.Soldering,Machine Industry,Beijing[M].1989:1-144.
[23]Zang L K,Yuan Z F,Xu H Y,etal.Wetting process and interfacial characteristic of Sn-3.0Ag-0.5Cu on different substrates at temperatures ranging from 503 K to 673 K[J].Applied Surface Science,2011,257(11):4877-4884.
[24]Sharif A,Chan Y C.Interfacial reaction on electrolytic Ni and electroless Ni(P)metallization with Sn-In-Ag-Cu solder[J].Journal of Alloy and Compounds,2005,393(1-2):135-140.Tu K N.Six cases of reliability study of Pb-free solder joints in electronic packaging technology[J].Materials Science and Engineering:R:Reports,2002,38(2):55-105.
[2]Shohji I,Nakamura T,Mori F,etal.Interface reaction and mechanical properties of lead-free Sn-Zn alloy/Cu joints[J].Material Transactions,2002,43(8):1797-1801.
[3]Wang F,O′Keefe M,Brinkmeyer B.Microstructural evolution and tensile properties of Sn-Ag-Cu mixed with Sn-Pb solder alloys[J].Journal of Alloys and Compounds,2009,477(1-2):267-273.
[4]Suganuma K,Murata T,Noguchi H,etal. Heat resistance of Sn-9Zn solder/Cu interface with or without coating[J].Journal of Materials Research,2000,15(4):884-891.
[5]Islam M N,Chan Y C,Sharif A,etal.Comparative study of the dissolution kinetics of electrolytic Ni and electroless Ni-P by the molten Sn3.5Ag0.5Cu solder alloy[J].Microelectronics Reliability,2003,43(12):2031-2037.
[6]Alam M O,Chan Y C,Tu K N.Effect of reaction time and P content on mechanical strength of the interface formed between eutectic Sn-Ag solder and Au/electroless Ni(P)/Cu bond pad[J].Journal of Applied Physics,2003,94(6):4108-4115.
[7]Hunt C,Lea D.Solderability of lead-free alloys[C].IPC SMEMA Council Electronic Assembly Process Exhibition and Conference(APEX 2000).Long Beach,California,2000:1238.
[8]Rizvi M J,Bailey C,Chan Y C,etal.Effect of adding 0.3wt% Ni into the Sn-0.7wt%Cu solder,part I:wetting behavior on Cu and Ni substrates[J].Journal of Alloys and Compounds,2007,438(1-2):116-121.
[9]Wang H Q,Wang F J,Feng G,etal.Reactive wetting of Sn-0.7Cu-xZn lead-free solders on Cu substrate[J].Journal of Alloys and Compounds,2007,433(1-2):302-305.
[10]de Gennes P G.Wetting:statics and dynamics[J].Reviews of Modern Physics,1985,57(3):827-863.
[11]Egry I,Loh?fer G,Sauerland S.Surface tension and viscosity of liquid metals(Part 2)[J].Journal of Non-Crystalline Solids,1993,156-158:830-832.
[12]Egry I.On the relation between surface tension and viscosity for liquid metals[J].Scripta Metallurgica et Materialia,1993,28(10):1273-1276.
[13]Zhao N,Pan X M,Yu D Q,etal.Viscosity and surface tension of liquid Sn-Cu lead-free solders[J].Journal of Electronic Materials,2009,38(6):828-833.
[14]Massalskl T B.Binary alloy phase diagrams[M].Ohio:ASM International,1990.
[15]Iida T,Guthrie R I L .The physical properties of liquid metals[M].Oxford:Clarendon Press,Oxford University Press,1988.
[16]Nishimura S,Matsumoto S,Terashima K.Variation of silicon melt viscosity with boron addition(Part 3)[J].Journal of Crystal Growth,2002,237-239:1667-1670.
[17]Batra N K,See J B,King T B.Flux reactions in soldering[J].Welding Journal,1974,53:417-425.
[18]莊鴻壽.高溫焊接[M].北京:國防工業出版社,1989:121-123.
[19]Warburton W K,Urnbull D T.Difussion in solids:recent developments[M].Burton J J Eds:New York Academic Press,1975:172-229.
[20]Bader W G.Dissolution of Au,Ag,Pd,Pt,Cu and Ni in a molten Tin-lead solder[J].Welding Journa,1969,48(12):551.
[21]菅沼克昭.鉛フリーはんだ技術·材料ハンドブック[M].工業調査會,2013:215.
[22]Xi Zou.Soldering,Machine Industry,Beijing[M].1989:1-144.
[23]Zang L K,Yuan Z F,Xu H Y,etal.Wetting process and interfacial characteristic of Sn-3.0Ag-0.5Cu on different substrates at temperatures ranging from 503 K to 673 K[J].Applied Surface Science,2011,257(11):4877-4884.
[24]Sharif A,Chan Y C.Interfacial reaction on electrolytic Ni and electroless Ni(P)metallization with Sn-In-Ag-Cu solder[J].Journal of Alloy and Compounds,2005,393(1-2):135-140.

猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04