航空發動機葉片邊緣柔性拋磨技術研究
2015-12-06 07:50:48張明德王加林
重慶理工大學學報(自然科學) 2015年6期
關鍵詞:區域
張明德,王加林
(重慶理工大學機械工程學院,重慶 400054)
高質量航空發動機葉片(以下簡稱葉片)是新一代航空發動機標志性零件之一。在提升航空發動機整體工作性能的過程中,該零件起著至關重要的作用,其型面加工精度將直接影響航空發動機的推重比。葉片主要由葉盆、葉背、進氣邊和排氣邊等組成,其主要型面可視為空間復雜解析曲面。葉片厚度較薄,型面扭曲程度大,前后緣處過渡圓滑。國內一般規模企業常采用經驗工人利用小型拋光機根據葉片型面的特點進行手工拋磨,此拋磨方式在一定程度上能改善葉片表面質量。但由于工人的操作熟練程度有限,致使葉片表面一致性差,故此加工方式較適合單件小批量生產場合。此外,葉片拋磨加工現場粉塵大,使得工作環境極差,嚴重影響工人的身體健康。國內外對于大批量葉片較為前沿的加工手段是利用數控砂帶磨床高速磨削葉片表面,此加工方法無論是在加工質量還是加工效率方面較人工拋磨方式都有較為顯著的提高。文獻[1]針對閉式整體葉盤通道的精加工提出了一種基于五坐標系分行定軸加工的刀軸矢量規劃方法,同時給出了刀軸矢量無干涉區域的計算方法,最后進行了相關加工實驗,驗證了其分析方法不僅可以提高葉片表面的加工質量,還可以提高葉片精加工效率。文獻[2]根據航空發動機精鍛葉身無余量葉片加工要求和工藝現狀,擬定了葉片邊緣數控砂帶磨削加工工藝路線,并對此工藝路線進行了相應的分析,確定了加工定位基準與走刀方式。文獻[3]通過分析砂帶磨削參數建立了磨削深度和法向接觸力的函數模型,通過提取葉片進排氣邊緣余量計算各刀位點處的磨削參數以實現磨削過程中對磨削量的控制,采用有限元法計算葉片變形量,并對法向軸進給量進行補償。
以上文獻深入分析了葉片型面的加工工藝,并對拋磨工具刀觸點的可達性進行了相關分析,有效提高了葉片表面的加工質量,不足之處是針對葉片邊緣加工工藝、刀軸矢量控制方式和加工軌跡布排方式并沒有展開深入研究。本文基于葉片型面的結構特點對葉片邊緣過干涉區域、微干涉區域、無干涉區域進行了準確的劃分,并提出了一種加工軌跡線與刀軸矢量的動態調整方法,在一定程度上提高了拋磨區域,并通過自行開發的軟件平臺整合七軸數控砂帶磨床相關算法生成數控加工程序,最后進行了實際拋磨實驗,證實了該調整方法的可靠性與有效性,說明葉片邊緣型面加工質量得到了明顯改善[4-10]。
1 葉片邊緣柔性拋磨系統分析
葉片邊緣拋磨七軸聯動數控砂帶磨床如圖1所示。為便于分析,將其用示意圖表示出來,如圖2所示。其中,數控機床的X軸、Y軸可實現裝夾卡盤所在工作臺的前后與左右移動,Z軸可實現拋磨工具所在縱向橫梁的上下運動,以上3個直線軸動作使得拋磨刀具能夠加工到葉片型面的各個區域。數控機床的B軸、C軸可使橫梁與拋磨工具分別繞Y軸與Z軸旋轉,A軸可使裝夾卡盤繞X軸旋轉,3個旋轉軸動作使得拋磨刀具能夠適應葉片型面的彎扭變形。為準確控制接觸輪與葉片型面間的接觸壓力,配以自適應壓力控制系統(即第7軸M軸),實時把控接觸壓力以避免因拋磨壓力過大而導致葉片出現報廢的狀況。
圖1 七軸聯動數控砂帶磨床
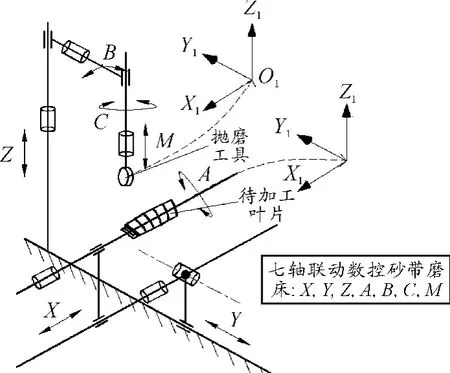
圖2 七軸聯動數控砂帶磨床示意圖
新一代航空發動機葉片一般采用無余量精鍛葉片,此類型葉片有精度更高、推重比更大的特點,其葉片型面通常不需要二次機械加工而直接達到初始設計的尺寸精度要求。為更好地提升葉片表面質量,采用拋磨加工以去除其型面紋路。所以,針對此類型葉片完整的加工工序如圖3所示。在此加工過程中,進排氣邊的拋磨加工顯得尤為困難,須同時考慮到加工軌跡線布排方式與刀軸矢量控制方式,尤其是在刀具接近于葉片根部時,極易出現過拋現象。

圖3 無余量精鍛葉片加工工序
2 葉片邊緣加工軌跡布排
葉片三維幾何模型如圖4所示,其進排氣邊部分特點為壁薄,其上下型面過渡R角部位圓滑且接近葉根部位空間干涉區域較多。若數控砂帶磨床拋磨工具在某部位由于拋磨軌跡布排不合理出現長時間滯留狀況,邊緣型面容易出現燒蝕與塌陷現象,所以需要合理布置拋磨工具的加工軌跡。

圖4 葉片三維幾何模型
刀具拋磨軌跡按布排方式的不同可分為縱向拋磨與橫向拋磨,如圖5所示。基于本文實際加工環境與邊緣型面特點,為減少刀具加工紋路,采用縱向拋磨。若采用縱向拋磨,由于初始三維模型構建方式的不同,采用等參數法構造加工軌跡線必然會造成部分區域無法加工,所以需要優化加工軌跡線以拓寬加工區域。
葉片邊緣型面構造參數線傾斜方向不同,接近于葉片根部無法加工的邊緣區域近似為三角形,加工軌跡截止線為斜線。若將理論U向參數線看作是等長參數線,那么實際加工過程中為了避免刀具與葉片根部發生干涉,參數線長度是逐次變短的,所以必須附加一定算法來規避此狀況。設定葉片邊緣區域U方向參數點個數為M,V方向參數點個數為N,即V向拋磨工具加工次數為N。若設定初始拋磨工具的單位加工步距,理論上就可以直接得到任意參數線上面參數點數目Mold,但此方法必定會造成加工區域一定程度上的缺失。因此,運用迭代計算方法將每一條參數線遞增性地延伸一定長度,那么優化后任意U向參數線上的刀觸點數目為Mnew,其數學表達式為

其中i∈(1,N)。
葉片邊緣型面任一參數線長度為

其中α為第i條U向參數線長度方向上的權系數。

圖5 縱向拋磨與橫向拋磨
3 葉片邊緣加工刀軸矢量控制
當拋磨工具進入待加工區域時,接近葉根區域極易發生干涉,究其原因為葉根部位結構過于緊湊,單純依靠理論葉片型面特征點處的法矢與切矢來控制刀軸位姿很難有效避免刀具與工件發生干涉。因此,首先需根據拋磨工具占據空間的大小對葉片邊緣區域進行劃分,如圖6所示。
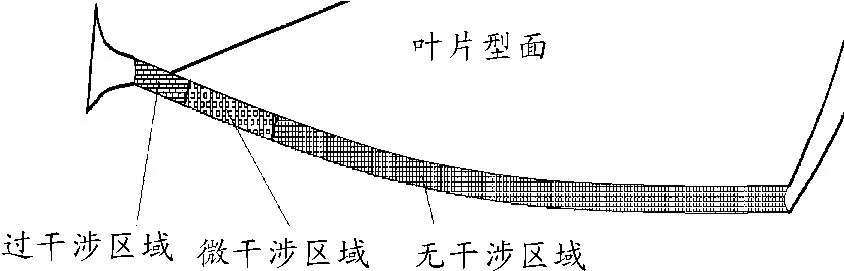
圖6 葉片邊緣區域劃分
葉片邊緣區域劃分的原則為被選區域上刀觸點的不干涉刀軸矢量可選數量的大小。以特征點為基點,分析出此基點上面可能出現的所有刀軸矢量。若出現干涉刀軸矢量,須對其進行動態調整。如圖7所示,葉片邊緣特征點處的法向矢量n就是刀軸矢量,其與型面V方向上的切向矢量t垂直,如需調整拋磨工具的位姿,將其繞切向矢量t并結合右手法則動態調整一個角度θ就可得到調整后拋磨工具的位姿。旋轉之后新的刀軸矢量n'的數學表達式為

其中t'為單位化之后的切向矢量。
結合給定的刀觸點Q的坐標并嵌入接觸輪半徑R、法向矢量n等計算參量可以直接計算出刀位點坐標:

式(4)同樣可以等效為

由式(5)可以計算出理論刀位點坐標,但由于在實際加工實驗過程中,隨著拋磨面積的增大,砂帶會逐漸磨損,所以在實際拋磨過程中刀位點處的矢量為

其中:β為拋磨工具作業過程中的磨損系數;h為砂帶橫截面上的厚度。在此計算過程中設定磨損系數β的范圍為β∈(0,1)。

圖7 葉片邊緣干涉區域刀軸調整過程
4 加工實驗
對某一型號航空發動機葉片邊緣進行實際拋磨實驗,拋磨工藝參數如表1所示。為了驗證本分析方法的實際效果,將優化前后拋磨工具的可達加工區域終止線進行比對,結果如圖8所示。可以看出優化后加工軌跡線較為貼近葉片根部,刀具可加工區域明顯增大。
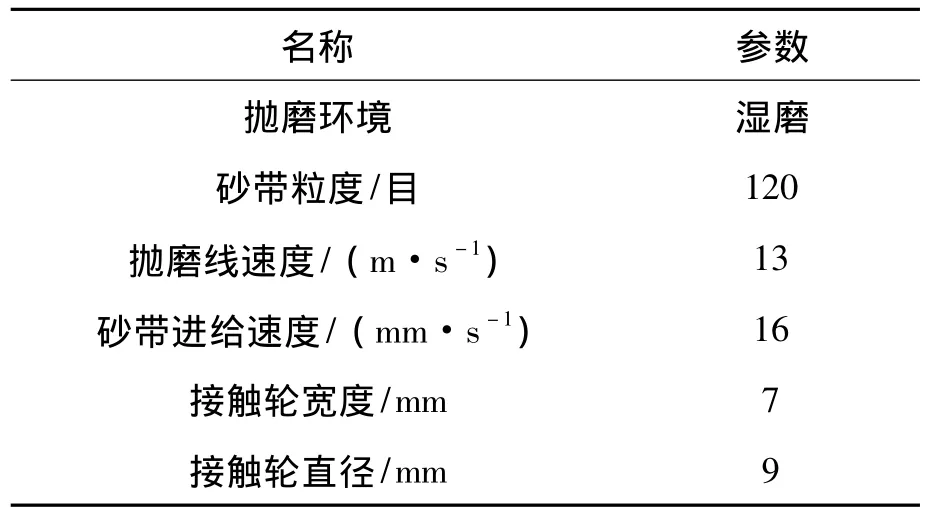
表1 拋磨加工工藝參數

圖8 優化前后拋磨工具可達區域終止線
優化前后葉片邊緣表面加工質量如圖9所示,可以看出優化后葉片邊緣型面較優化前型面拋磨效果較好,表面光潔度明顯提高。
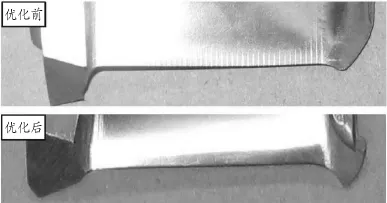
圖9 優化前后葉片邊緣表面拋磨效果
將加工后的葉片邊緣型面置于WENZEL CORE-DS非接觸式白光測量儀下進行測量,并對測量數據進行精簡處理。固定葉片邊緣型面上具有代表性的U向參數曲線上的刀觸點X與Y坐標分量,將其Z坐標分量與理論坐標值作對比,拾取20個刀觸點,得到如圖10所示的偏差曲線。由圖10可以看出,隨著加工時間的增加,偏差數值會緩慢增加并總體呈上升趨勢,最后趨于平緩,符合實際加工狀況。
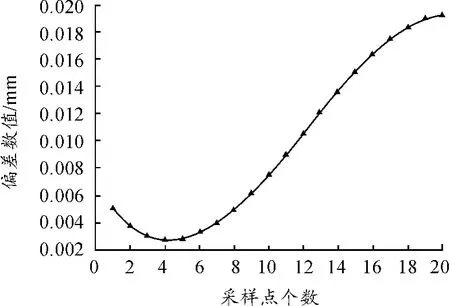
圖10 葉片邊緣型面單條參數線上特征點與理論特征點的偏差
5 結束語
本文根據數控砂帶磨床加工葉片邊緣型面時特征點處的刀軸矢量易干涉且可加工區域小的特點,將其型面劃分為三大區域:無干涉區域、微干涉區域和過干涉區域,并對干涉區域的刀軸矢量及刀具加工軌跡線進行動態調整,有效地提高了可加工區域。最后進行了相關實驗。結果表明,利用上述分析方法得到的拋磨區域符合實際加工需求,并且獲得了較好的加工效果。
[1]任軍學,何卿功,姚倡鋒,等.閉式整體葉盤通道五坐標分行定軸加工刀軸矢量規劃方法[J].航空學報,2012(10):1923-1930.
[2]吳海龍.航空發動機精鍛葉片數控砂帶磨削工藝基礎研究[D].重慶:重慶大學,2012.
[3]張岳.航發葉片七軸聯動數控砂帶磨削加工方法及自動編程關鍵技術研究[D].重慶:重慶大學,2012.
[4]段繼豪,史耀耀,張軍鋒,等.航空發動機葉片柔性拋光技術[J].航空學報,2012(3):573-578.
[5]張建超,王鎖芳.帶導流片的徑向預旋系統流動結構數值研究[J].重慶理工大學學報:自然科學版,2014(1):43-48.
[6]Jensen C G,Red W E,Pi J.Tool seleetion for five-axis curvature matehed maehining[J].Computer-Aided Design,2002,34(3):251-266.
[7]張建超,王鎖芳,王春鳳.接受孔對預旋系統溫降特性的影響[J].重慶理工大學學報:自然科學版,2014(3):50-57.
[8]李小彪,史耀耀,趙鵬兵.航空發動機葉片砂帶拋光力控制技術[J].計算機集成制造系統,2012(6):1209-1214.
[9]藺小軍,汪文虎,單晨偉.航空發動機葉片加工新工藝研究[J].航空精密制造技術,2009(5):46-48.
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15