基于MLS擬合帶容差的測量數據加工刀位面生成算法
2015-10-28 11:26:45李向佳廖文和郭保蘇王永波
中國機械工程 2015年8期
關鍵詞:模型
李向佳 戴 寧 廖文和 郭保蘇 王永波
1.南京航空航天大學,南京,210016 2.山東新華醫療器械股份有限公司,淄博,255086
基于MLS擬合帶容差的測量數據加工刀位面生成算法
李向佳1戴寧1廖文和1郭保蘇1王永波2
1.南京航空航天大學,南京,2100162.山東新華醫療器械股份有限公司,淄博,255086
傳統的刀位面生成算法無法直接生成存在缺陷的離散數據的刀位面,因此,針對球頭銑刀提出了一種基于MLS擬合帶容差的離散數據加工刀位面生成算法。該方法首先依據球頭銑刀構造離散數據的點膨脹球模型,然后根據凸包原理獲取該模型的最外層包絡面,最終通過MLS投影擬合方法剔除奇異點、修補裂縫,生成刀位面網格模型。實例表明,該算法具有較高的穩定性,能夠有效解決存在缺陷的離散數據刀位面生成問題,適用于實際工程應用加工。
移動最小二乘法;容差;測量數據;數控加工;刀位面
0 引言
CAD/CAM系統中,離散數據可以是由測量儀器直接獲得的點云數據,也可以是由網格重構算法生成的多邊形模型,即三角網格或四邊形面片模型[1]。受到物理模型曲面的質量、復雜度以及測量儀器精度的影響,工程人員獲得的點云數據可能存在細節缺失,并且這些缺失的細節會以裂縫的形式存在于待加工模型的表面。與點云數據相比,網格重構后的多邊形模型雖然具有一定的拓撲連接關系,但模型表面會產生一些細小的裂縫和非二維流形奇異點。加工過程中,這些裂縫和非二維奇異點會使加工刀具行走路線出現偏差,在一定程度上造成刀具和機床的震動和磨損,嚴重影響模型的加工質量和效率。所以傳統加工方法需要輸入高質量無缺陷的離散數據模型才能正常完成模型加工。
傳統加工離散數據的主要策略為:①獲取離散數據的刀位面;②依據加工要求,在生成的刀位面上規劃相應的刀具軌跡;③進行干涉檢查和坐標轉換,生成加工代碼,完成離散數據的加工[1-2]。離散數據生成刀位面的方法主要有刀觸點反算刀位點法和基于偏距原理法。由于球頭刀有效切削區域為半球體,所以國內外學者多采用偏距原理生成離散數據的刀位面[3]。Choi等[4-5]提出了一種基于布爾運算的刀位面生成方法,該方法雖然實現了加工曲面和刀具反向掃掠曲面的布爾運算,生成離散數據的刀位面,但大量布爾操作增加了該算法的時間和空間復雜度。Jun等[6]基于三角面片法矢生成網格模型的刀位面,該方法原理簡單,但為了構建完整封閉的刀位面模型,需要對三角面片偏移產生的斷裂和自交進行延伸和裁減,增加了算法的計算時間。Ren[7]對上述算法進行了拓展,構建了適用于APT(automatically programmed tools)刀具的GCL-surface(general cutter location-surface)。由于該算法仍然需要進行上述后續操作,所以不適用于復雜的離散數據加工。為了避免后續繁雜的修復,Kim等[8]利用網格頂點對應的多重向量生成離散數據的刀位面,提出了適用于APT刀具刀位面的生成方法。但該算法適用性較差,當刀具半徑較大時,模型內部存在自交。趙巍等[9]提出的基于特征點的離散偏距算法完善了上述算法。雖然減少了模型內部的自交,但該算法穩定性不足,不適用于生成離散數據的刀位面。Chen等[10]通過采樣離散數據3個坐標方向的數據,構造LDNI(layered depth-normal images)-model,通過點的濾除器較好地去除了刀位面內部的自交,適用模型較為廣泛。
上述傳統的刀位面生成方法都需要輸入沒有缺陷的離散數據文件,對于一般存在缺陷的離散數據生成的刀位面質量不佳。缺陷數據需要事先編輯,檢索出存在裂縫或非二維流形奇異點的區域,通過軟件進行修補以達到光滑無空洞的要求。如果存在容差無自交的刀位面生成算法,則可以省去上述繁瑣的預處理過程,直接生成符合工程實際應用的刀位面數據,提高離散數據加工范圍和加工質量。所以本文提出了一種基于移動最小二乘法(moving least squares,MLS)擬合帶容差的離散數據數控加工刀位面生成方法。
1 基于MLS擬合的離散數據刀位面生成方法概述
1.1離散數據數控加工刀位面的定義
球頭銑刀加工精度高、刀具壽命長,離散數據模型數控精加工常采用該類銑刀。球頭銑刀的刀位點可以是刀具的幾何中心,也可以是刀具的尖點。本文將球頭銑刀刀具的幾何中心視作刀具的中心點,加工刀具中心點所在的平面自然構成了加工刀位面[11]。因為刀具正向加工刀位點掃掠的曲面和刀具沿著加工曲面反向掃掠曲面重合[12],且球頭銑刀有效切削區域為半球體,所以可以通過偏距球頭刀半徑大小的距離來獲得離散數據多軸數控加工的刀位面,如圖1所示。
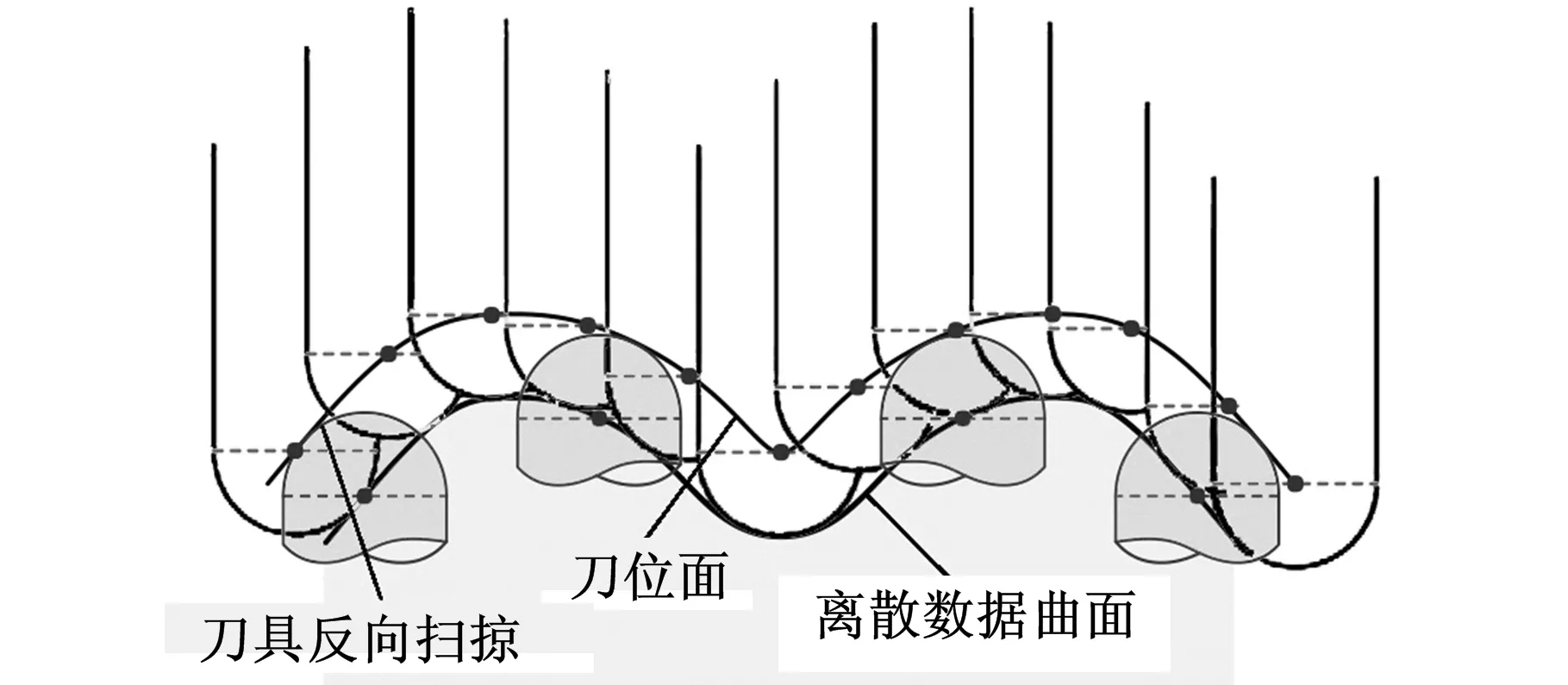
圖1 刀位面形成原理
1.2技術路線
受到圖像處理中膨脹思想的啟發,本文提出以下技術路線:①基于離散數據各頂點產生與加工刀具半徑等長的點膨脹球模型;②借鑒計算幾何方法中的三維凸包算法,通過一個凸包冗余點濾除器獲取點膨脹球模型的最外層包絡面數據;③利用MLS投影操作去除可能存在的膨脹奇異點,并通過MLS局部擬合完善去除點和裂縫的拓撲連接,生成無自交的離散數據刀位面網格數據。技術路線如圖2所示。
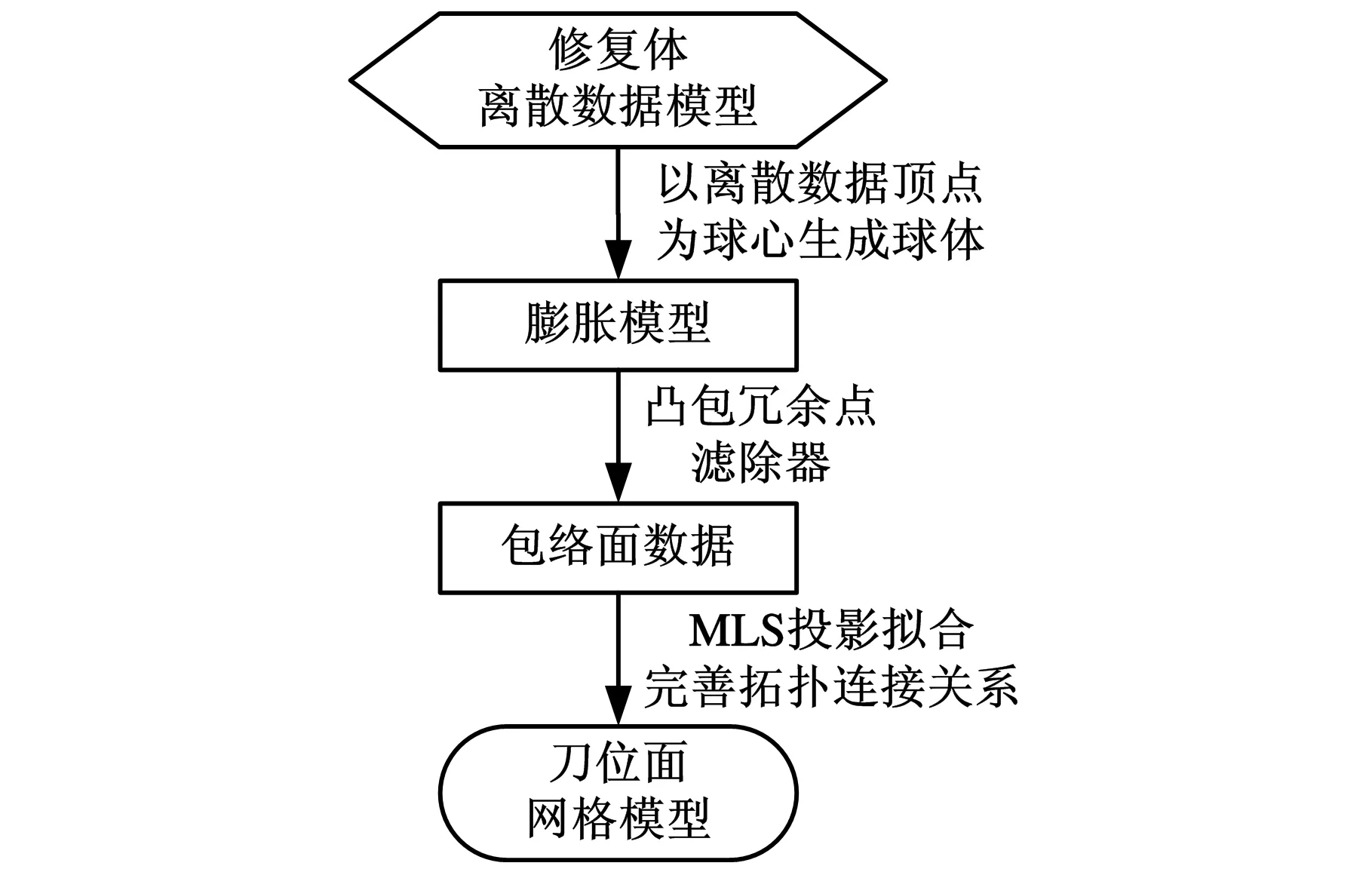
圖2 刀位面生成算法技術流程圖
2 點膨脹球模型包絡面數據的生成
2.1離散數據模型缺陷的分類
經過逆向工程生成的離散數據可能存在裂縫和非二維流形奇異點這2種缺陷。技術人員可以根據缺陷的自身特性對這些缺陷進行具體的定義和分類,并根據缺陷的不同情況設計一個容差的離散數據刀位面生成算法。
2.1.1離散數據裂縫的定義和分類
(a)縫隙示意圖
(b)裂紋示意圖圖3 裂縫的分類
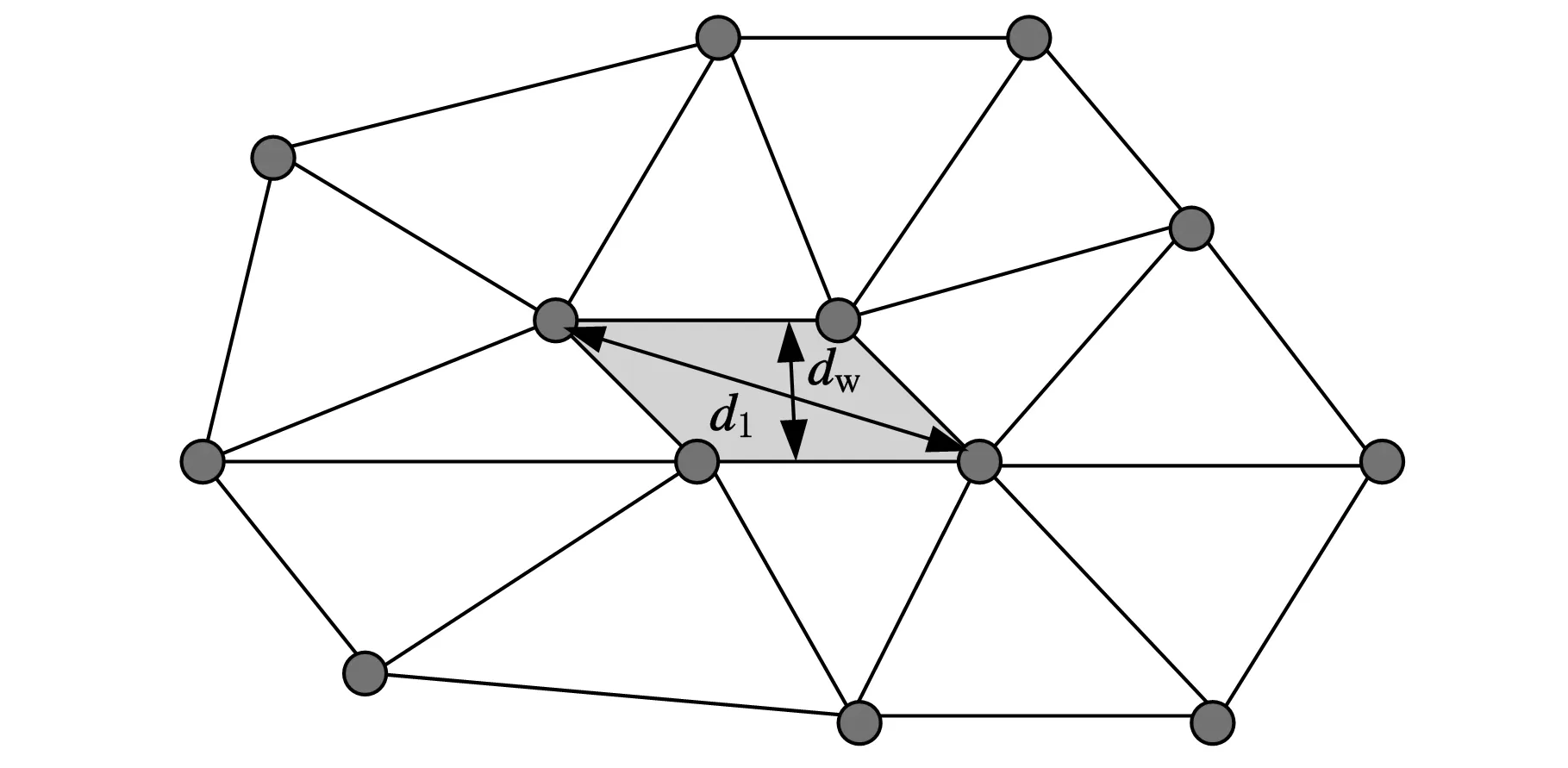
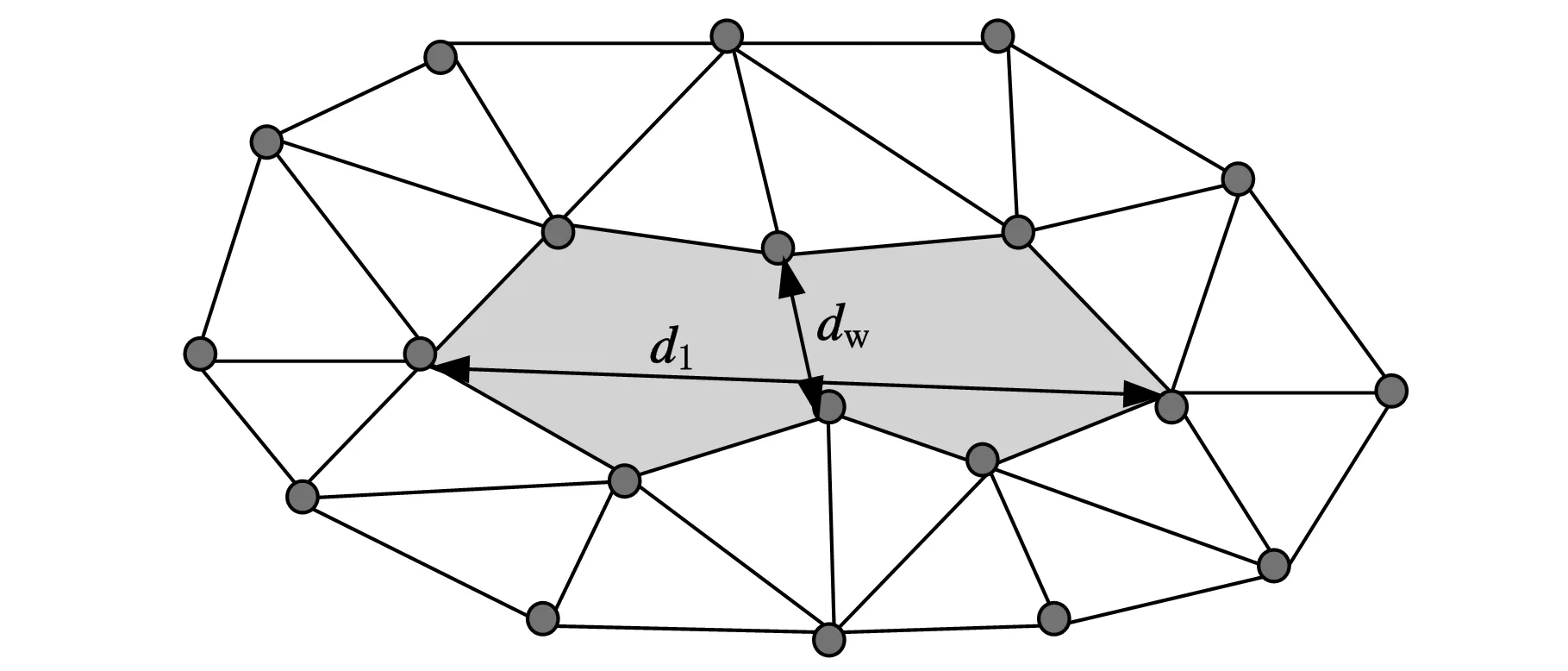
如前言所述,測量獲得的離散數據表面由于各種原因,存在部分信息缺失,此時需要定義參數才能對這些缺陷進行定量分析。設定參與加工的球頭銑刀刀具半徑為R,同時獲取缺失信息的最小縱向距離dw和最大橫向距離dl。依據參數大小對存在的缺失信息進行分類:①dl?2R,離散數據表面存在空洞,待加工模型數據存在重大信息缺失,不能正常加工,需要重新采樣;②2R>dl,離散數據表面存在縫隙,如圖3a所示;③dl>2R>dw,離散數據存在裂紋,如圖3b所示。此處把影響離散數據刀位面生成的缺失信息統稱為裂縫。2.1.2非二維流形奇異點的定義和分類
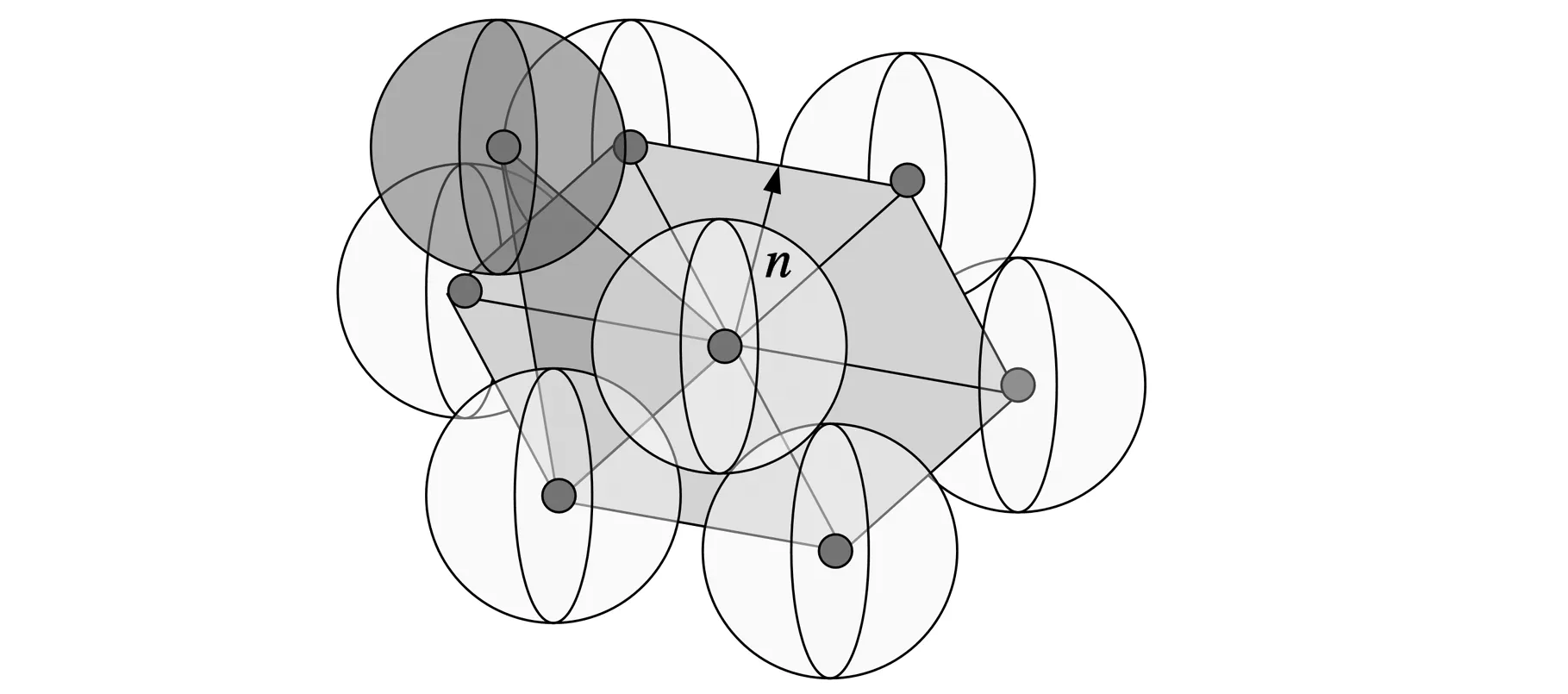
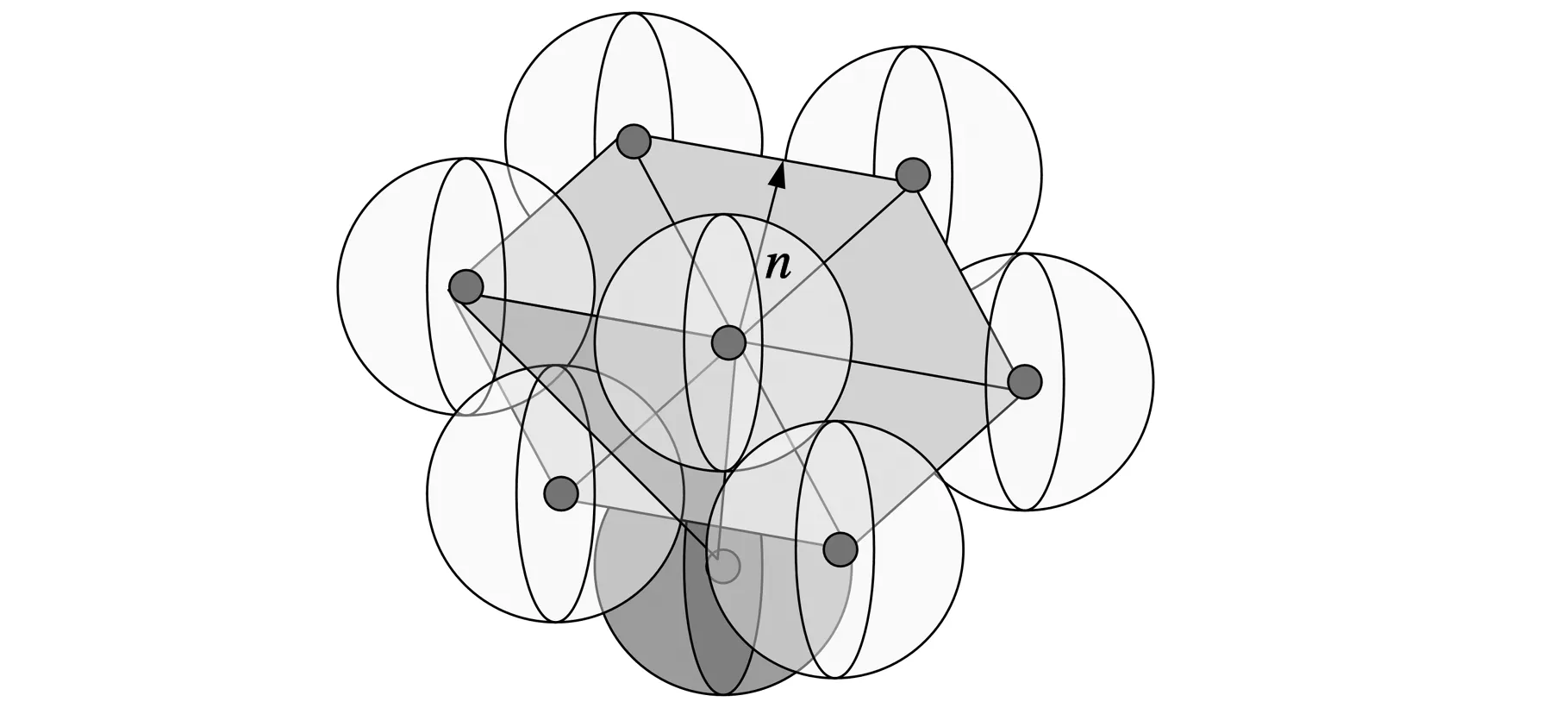
在計算機圖形應用領域,研究人員定義曲面為一個嵌入于IR3連續定向的二維流形。這種曲面是一個非退化三維實體的光滑邊界曲面,能夠適當地分離實體的“內部”和“外部”[13]。那些不遵循二維流形定義,存在于曲面內部和外部凸起的異常點和面稱為非二維流形奇異點和面。這些缺陷可以依據其空間方向進行定義和分類。其中,與離散數據表面法向量n方向一致的方向為曲面外方向,與表面法向量方向相反的方向為曲面內方向。根據非二維流形奇異點不同的空間位置,可以把非二維流形奇異點分為以下幾種類型:①若非二維流形奇異點位于離散數據曲面空間的外部,則定義該非二維流形奇異點為外部奇異點,如圖4a所示;②若非二維流形奇異點位于離散數據曲面空間的內部,則定義該非二維流形奇異點為內部奇異點,如圖4b所示;③若非二維流形奇異點位于離散數據表面,則定義該非二維流形奇異點為相交奇異點,如圖4c所示。
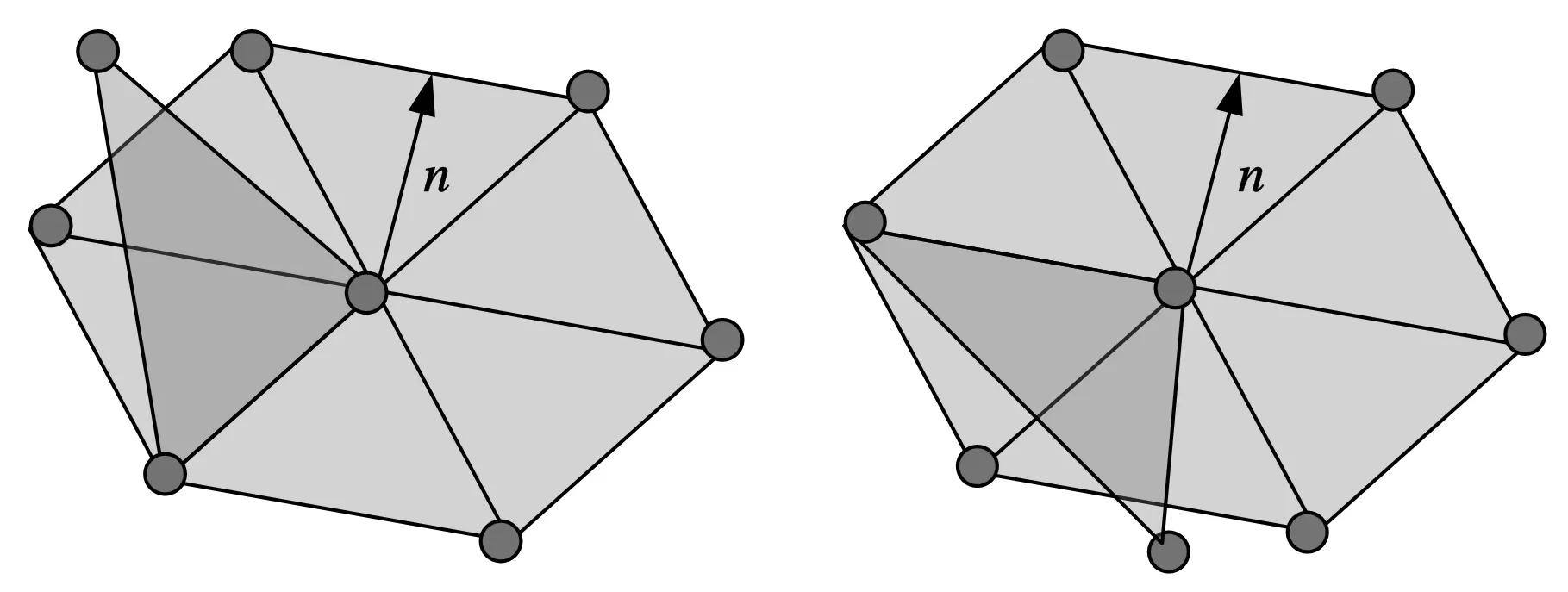
(a)外部奇異點(b)內部奇異點
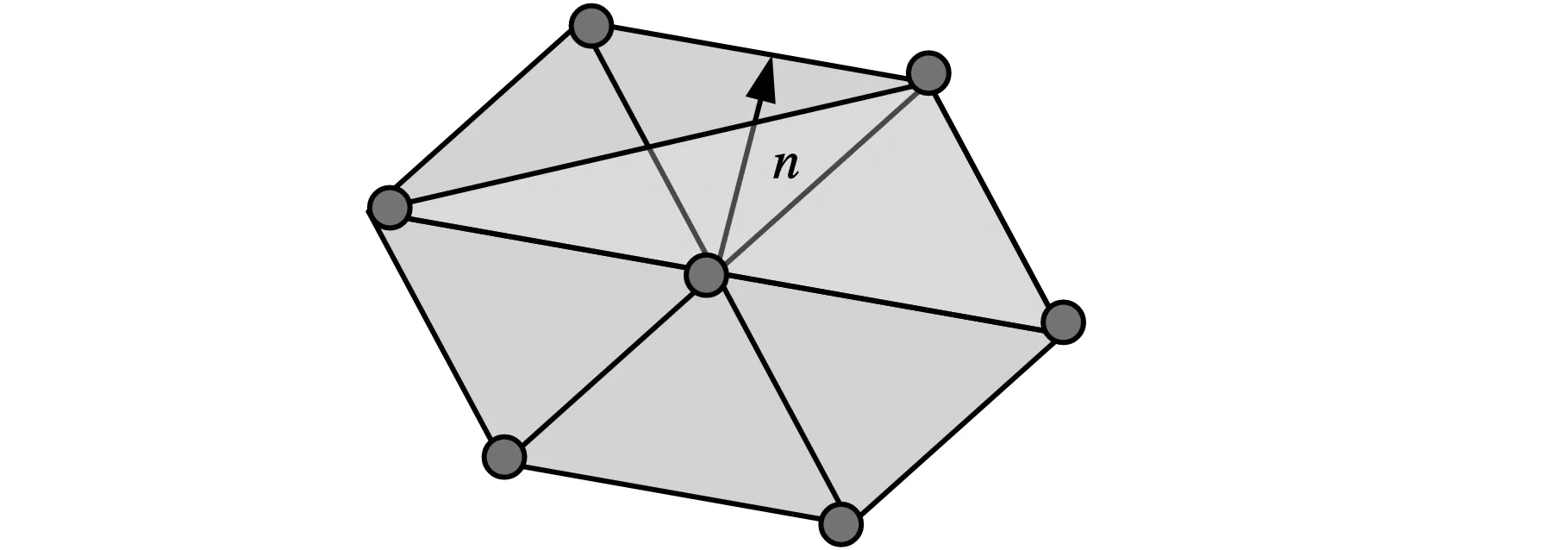
(c)相交奇異點圖4 非二維奇異點的分類
2.2離散數據點膨脹球模型的建立
球頭銑刀加工離散數據模型時,依據上述刀具反向原理,刀具正向加工刀位點掃掠的曲面和刀具沿著加工曲面反向掃掠得到的曲面重合。此時,球頭銑刀可以簡略成一個等刀具半徑的球體,該球體沿著離散數據曲面滾動所生成的最外層包絡面就是刀位面。因此,以離散數據內部各點為球心,生成等球頭刀刀具半徑的球體。該模型可近似為球頭刀動態掃掠生成的掃掠體,從而進一步獲取離散數據的球頭銑刀刀位面。
離散數據生成點膨脹球模型時,離散數據上的裂縫邊緣也會生成相應的膨脹球體。這些膨脹球體組成的包絡體和刀具在裂縫上掃掠得到的掃掠體重合。所以,可以利用生成的膨脹球體的最外層包絡數據擬合出裂縫處的刀位面數據。離散數據縫隙和裂紋處的點膨脹球模型分別如圖5a、圖5b所示。
(a)縫隙的膨脹球模型
(b)裂紋的膨脹球模型圖5 不同位置的膨脹球模型
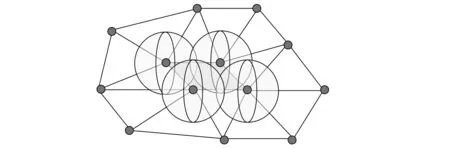
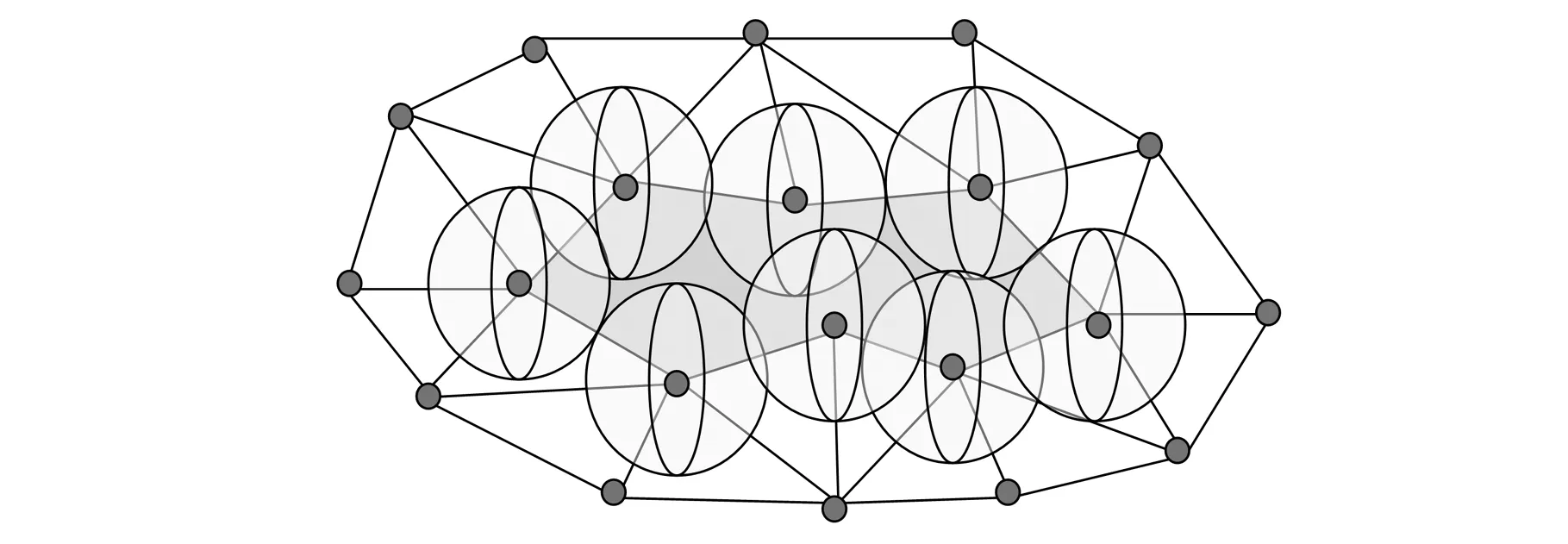
同時,通過生成離散數據的點膨脹球模型可以部分消除非二維流型奇異點對離散數據刀位面生成的影響。遠離離散數據模型的外部奇異點的膨脹數據如圖6a所示。內部奇異點的膨脹球數據存在于離散數據整體點膨脹球模型的內部,如圖6b所示。相交奇異點的膨脹球數據位于整個離散數據的點膨脹球模型上,如圖6c所示。由于重新規劃拓撲連接,對最終生成的刀位面數據沒有影響,因此針對一般情況的離散數據,通過構造離散數據的點膨脹球模型可以避免部分缺陷對離散數據刀位面產生的影響。
(a)外部奇異點的點膨脹球模型
(b)內部奇異點的點膨脹球模型

(c)相交奇異點的點膨脹球模型圖6 離散數據的點膨脹球模型
一定程度上,膨脹球體的點云數量影響了點膨脹模型外表面的連續性,進而影響了刀位面的生成精度,所以在建立離散數據點膨脹球模型之前需要確定單個球體的點云數量。以下根據離散數據的點云數據量Lm、球模型半徑R(mm)、離散數據點與點之間平均長度De(mm)和刀位面的精度級別Uc,設定膨脹系數Qswell來確定單個膨脹球體的點云數量。通過實驗分析獲得離散數據膨脹系數:
(1)
離散數據膨脹系數和各參數的函數關系如圖7所示。通過圖7分析可知,隨著刀位面精度要求的提高,膨脹系數也會相應增加。工程人員需結合加工模型的實際情況設定參數,確定合理的膨脹系數。
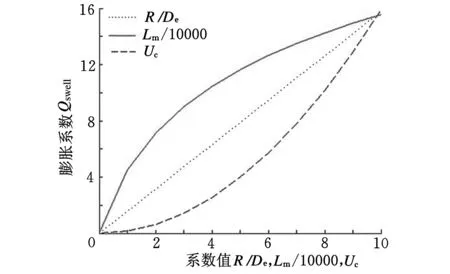
圖7 點膨脹球模型的膨脹函數系數圖
離散數據點膨脹球模型的建立分為兩個過程:(1)對于不同類型的離散數據建立相同的數據結構進行存儲。其中,分別采用KD樹和半邊結構分別建立點云數據和網格數據間的鄰域關系。(2)數據存儲完后,遍歷離散數據點集鏈表Vlist,以每個頂點數據為球心,一環鄰域為邊界,根據膨脹系數Qswell生成當前頂點的部分球體。該球體的半徑等于球頭銑刀的刀具半徑,且由一系列點云表示。
2.3點膨脹球模型包絡數據的建立
球頭銑刀離散數據加工刀位面和等球頭刀具半徑的點膨脹球模型最外層包絡曲面重合,通過獲取離散數據點膨脹球模型最外層的包絡數據,可生成離散數據的刀位面[14]。離散數據模型存在局部曲面曲率小于球頭刀刀具半徑的區域,所以該區域的點集以及內部奇異點生成的膨脹球體存在于離散數據點膨脹球模型的內部[15]。運用凸包算法可以直接獲取離散數據點膨脹球模型的外層包絡面,這樣就可以避免判斷自交和去除自交的復雜過程,從而獲取最終的包絡面數據[16]。所以,基于凸包原理設計的凸包冗余點濾除器可以快速獲得點膨脹球模型的最外層包絡面數據。
凸包冗余點濾除器的具體實施過程:采用KD樹快速確定點云內部的鄰域關系,遍歷離散數據點集Vlist,通過計算兩點Vi、Pa的歐氏距離d(Vi,Pa)判斷、刪除存在于整個點膨脹球模型內部的膨脹球數據。然后,通過凸包原理依次獲取每個外部膨脹球模型的最外層頂點,并且把它作為外部包絡數據點存入包絡點集Vconvex。以下為冗余點濾除器的部分偽代碼。
Step 1:
If(所有點指針訪問標志isvisited為真){轉Step 3;}
Else{依次遍歷離散數據模型點鏈表Vlist中點的指針,使其成為當前結點Vi;轉Step 2;}
Step 2:
While((Vi)isvisited=false){(Vi)isvisited=true;
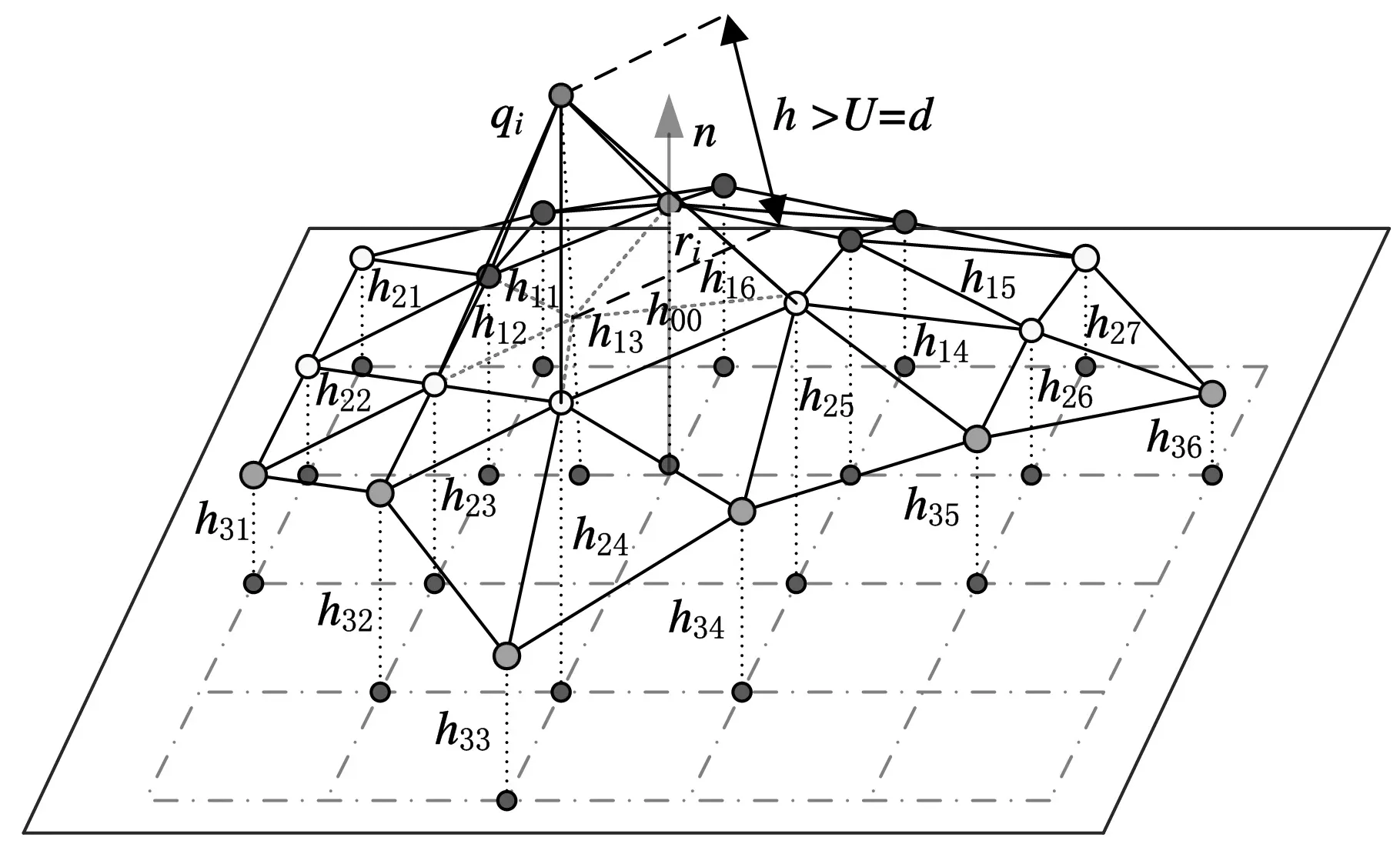
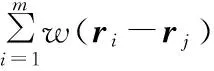
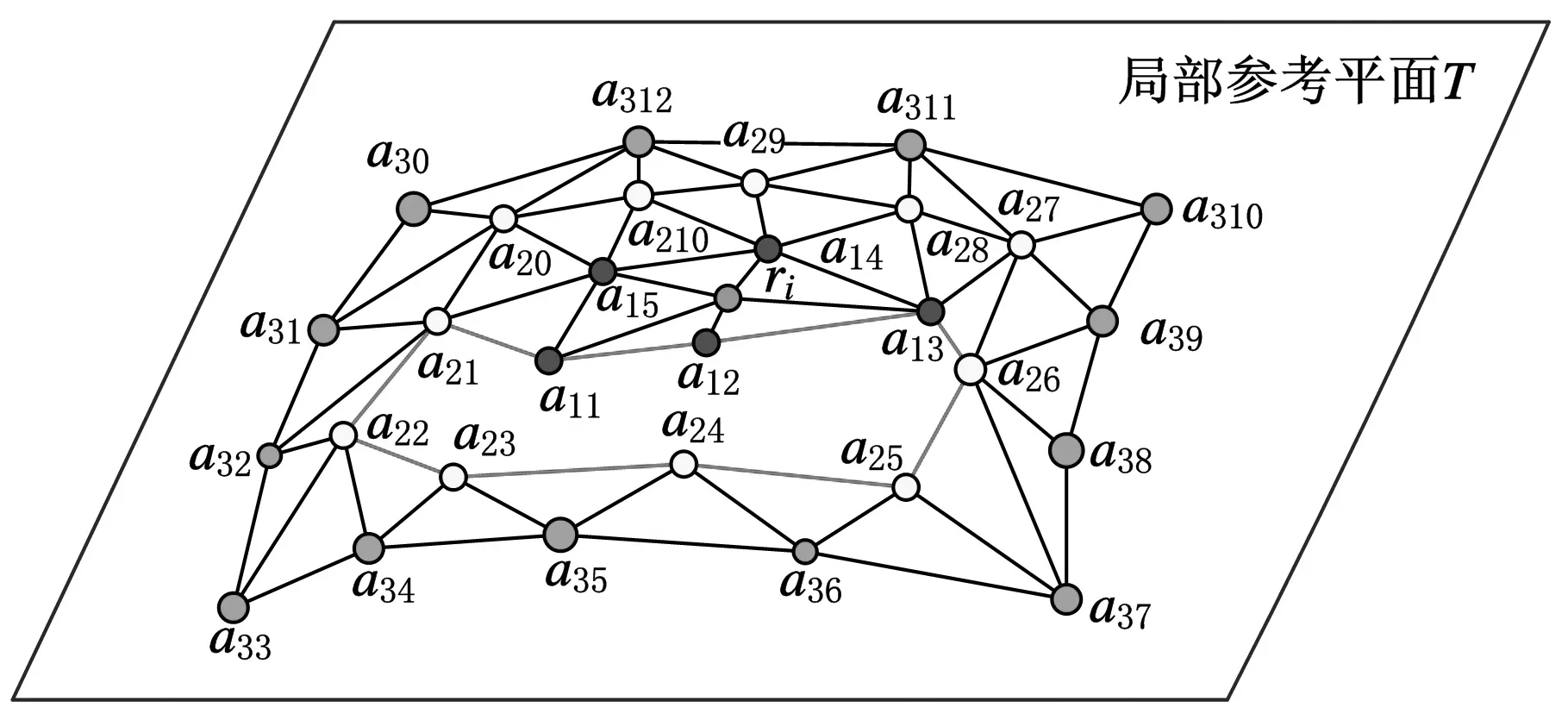
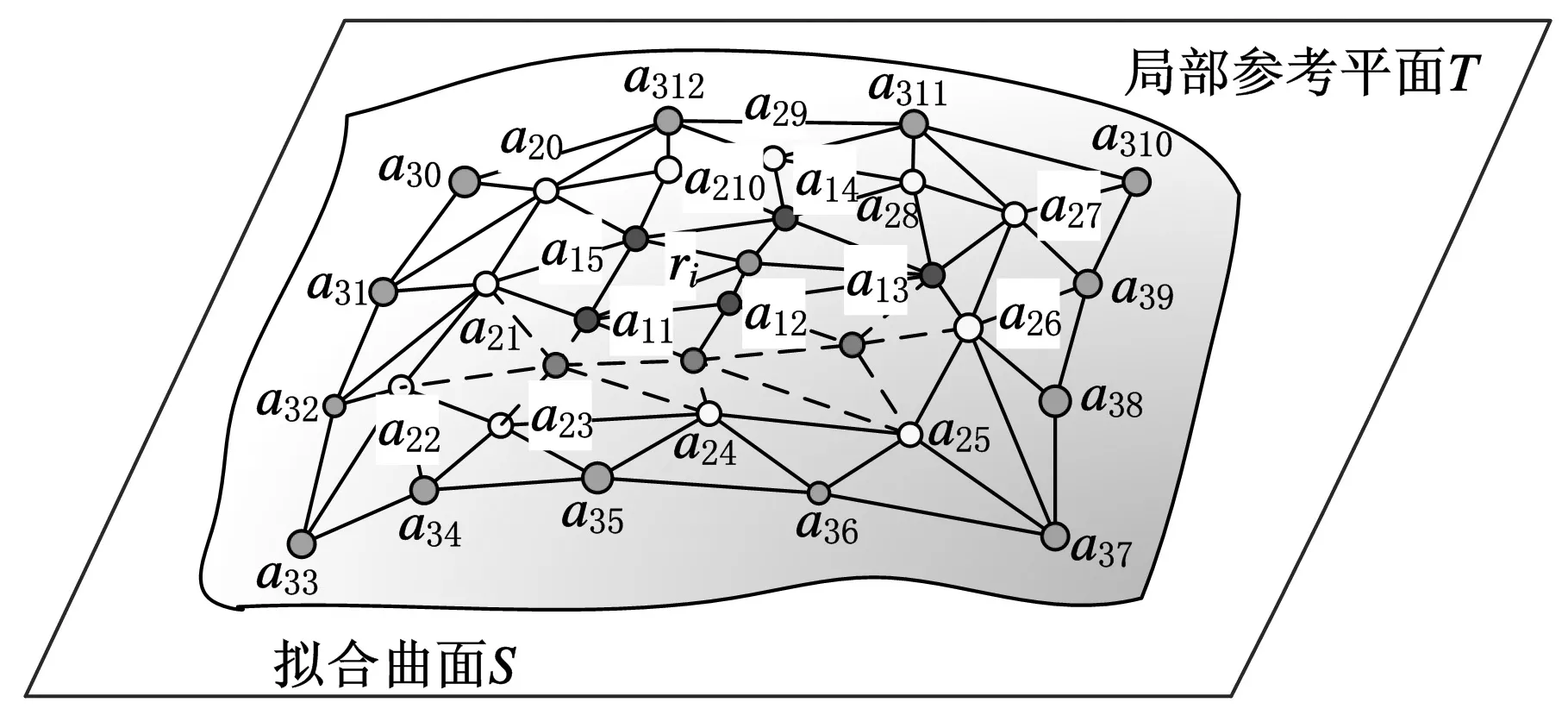
for(遍歷離散數據點膨脹球模型n維領域點集Pswell) {d=distance(Vi,Pa);
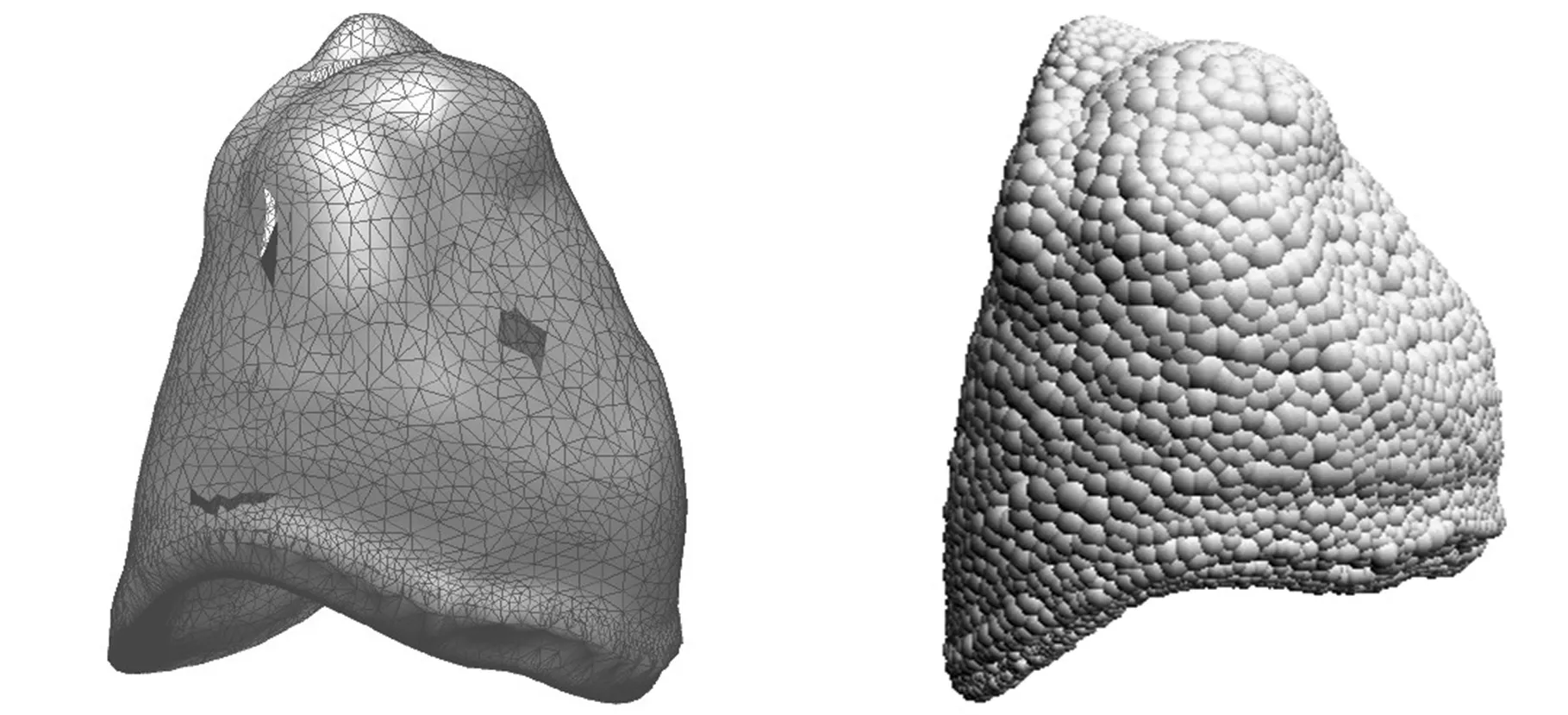
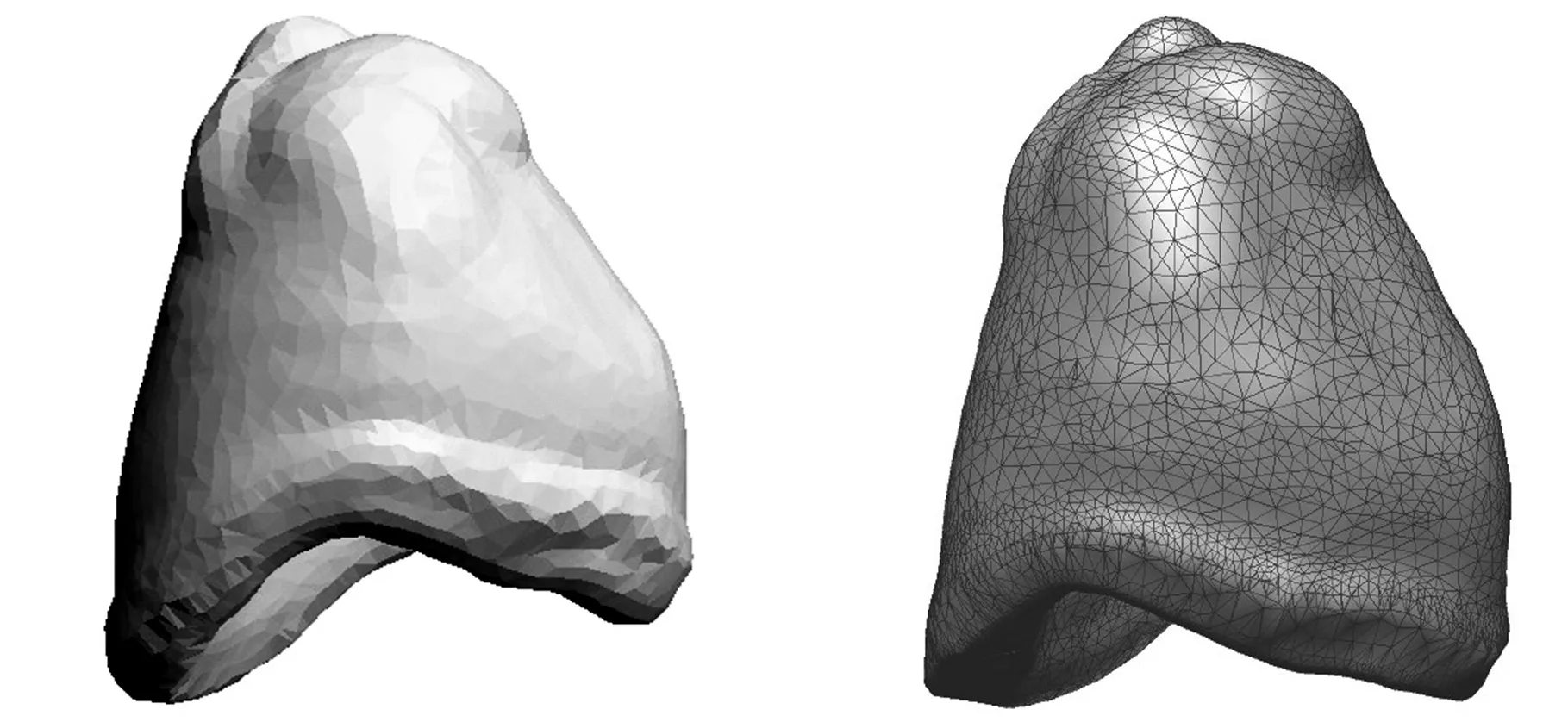
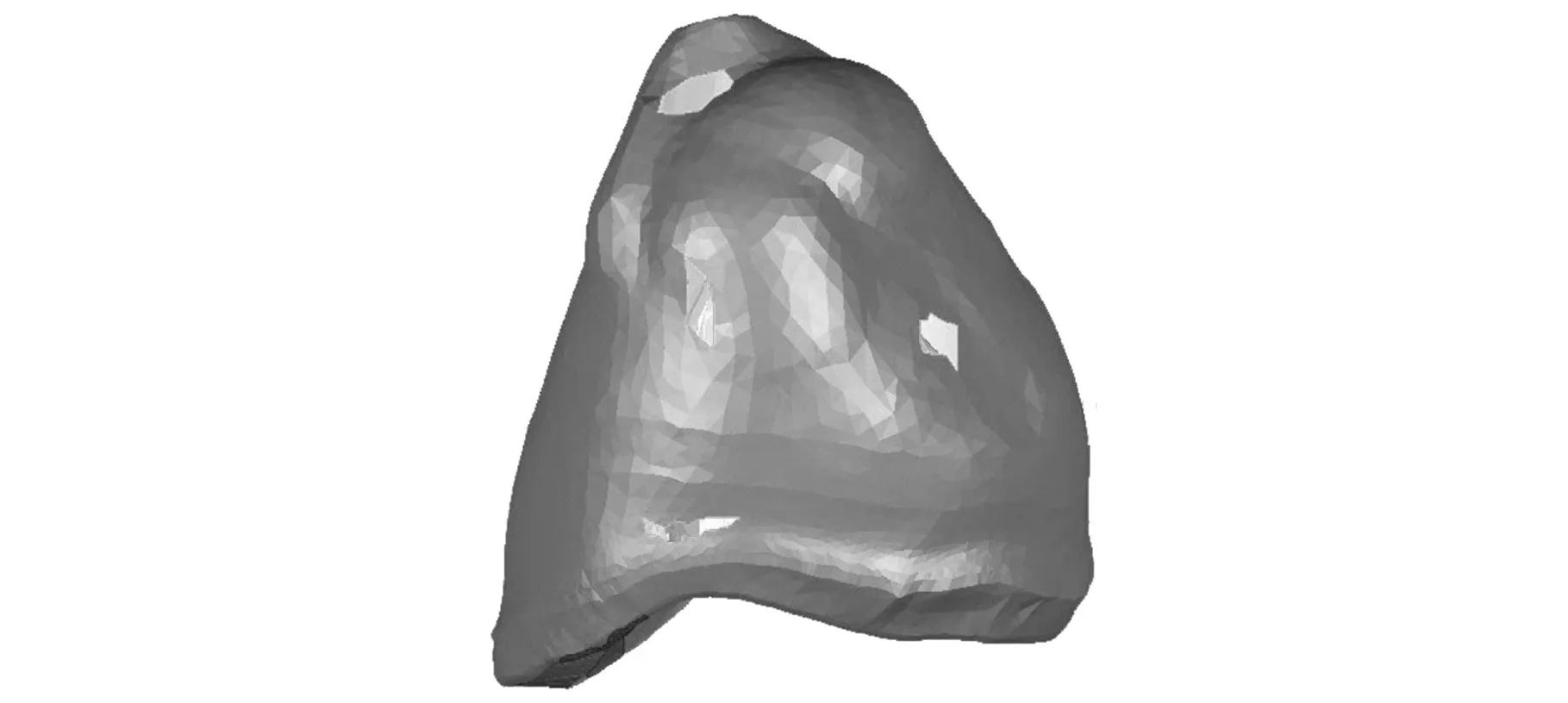
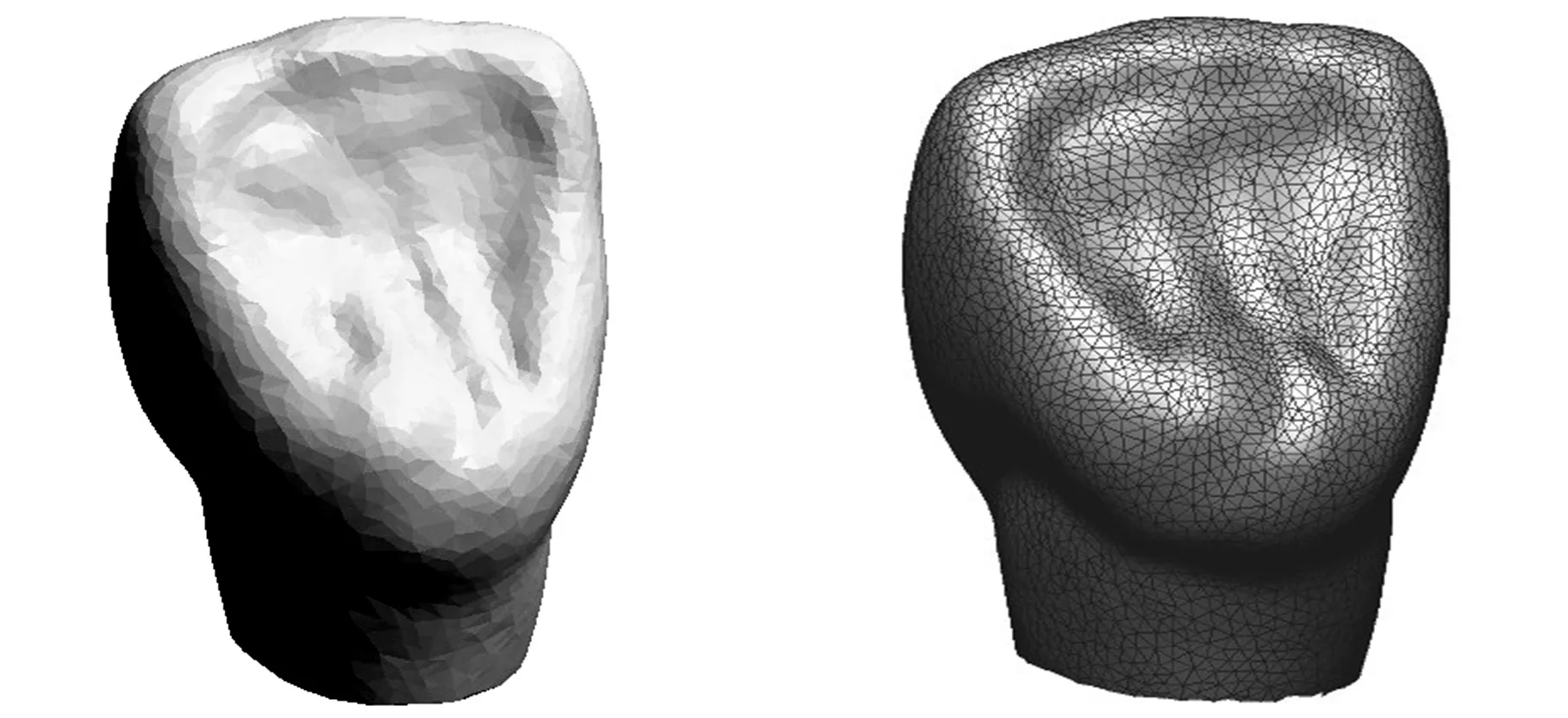
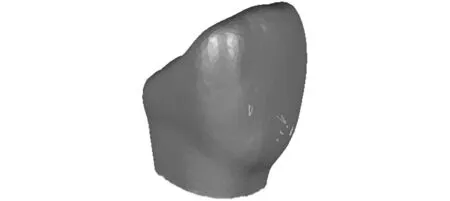
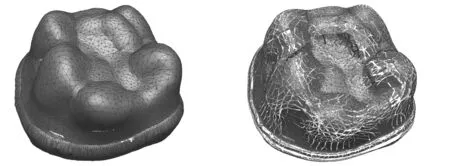
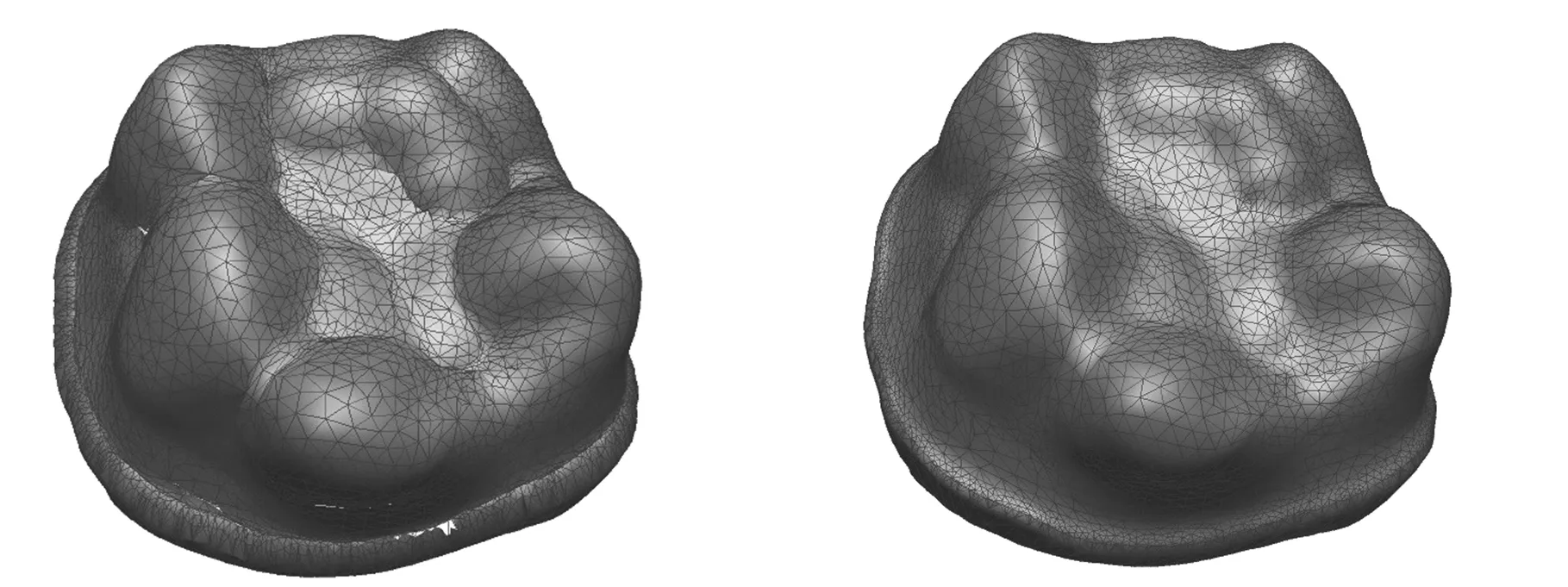
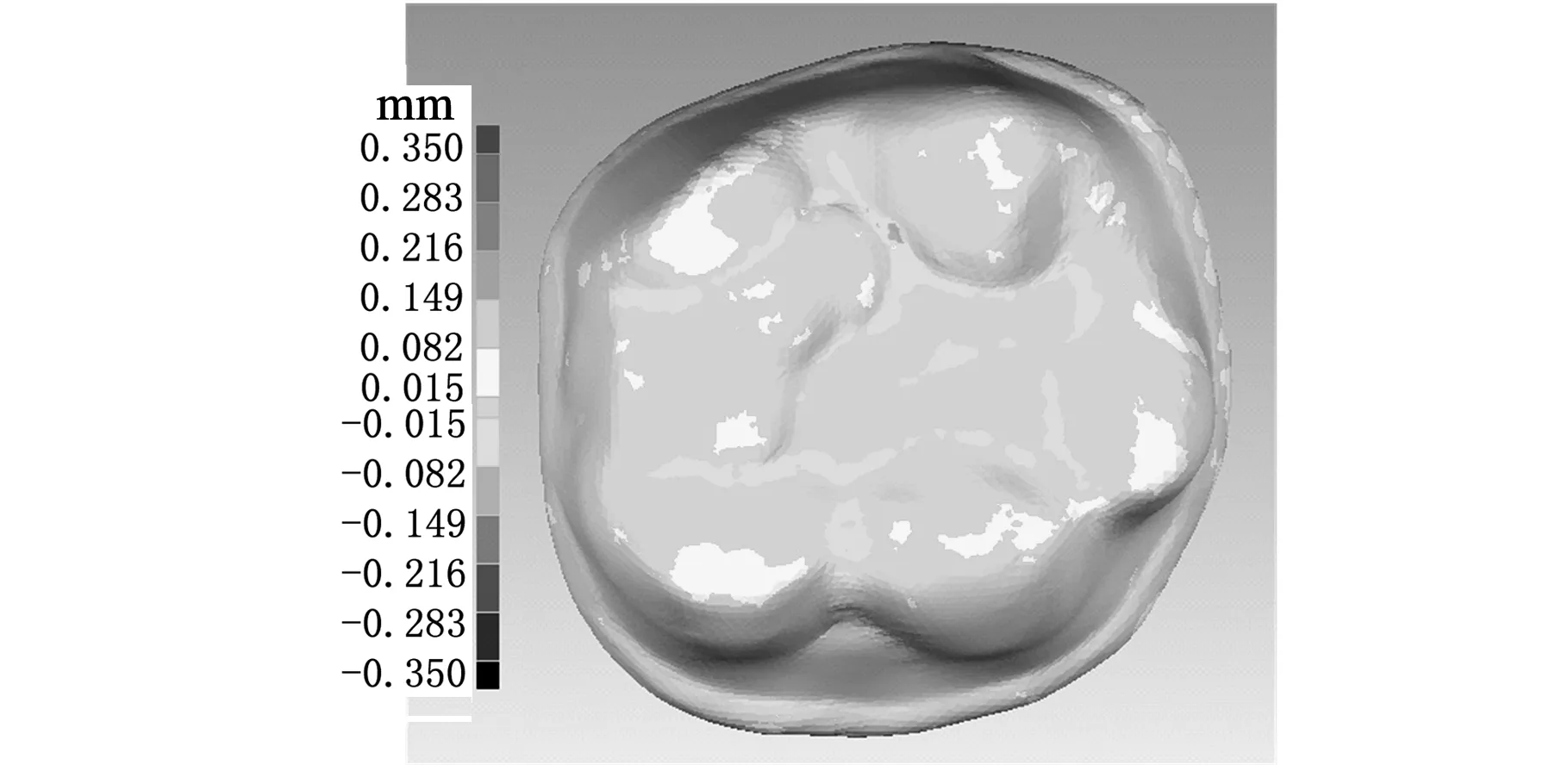
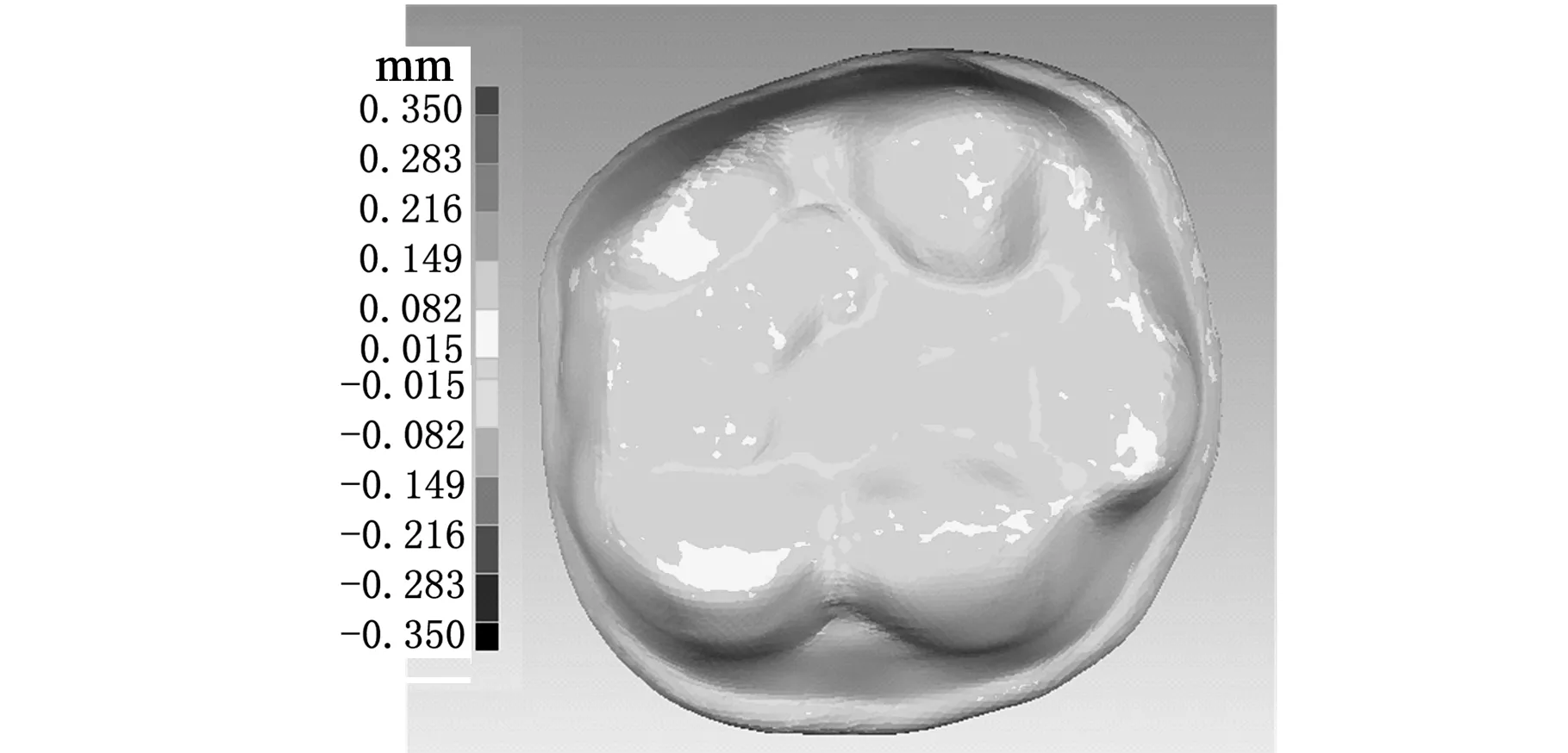
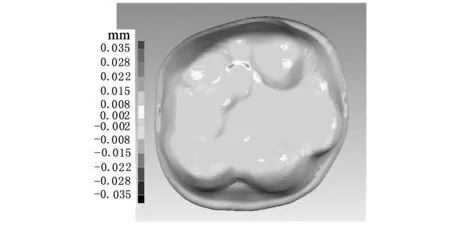
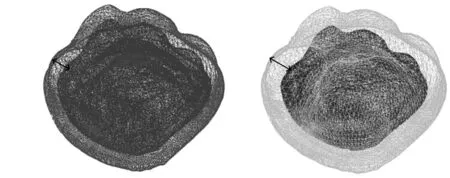
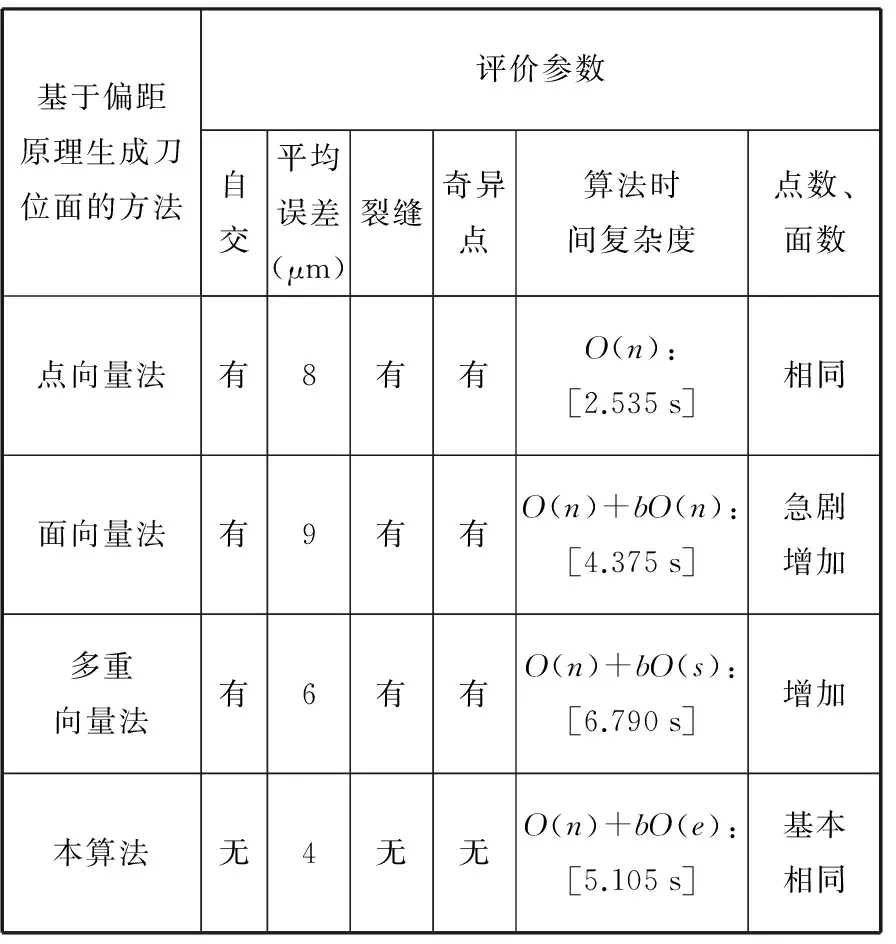
If (d Else{Viis_swell=convhull(Pi); If (Viis_swell==1); Vconvex=Pi;將最外層點Pi插入凸包點集Vconvex;}}}轉Step 1; Step 3: 最外層包絡數據建立完成。 經過上述凸包冗余點濾除器處理后的離散數據點膨脹球模型外部的包絡數據可能會存在局部誤差,如圖8a所示。誤差derror與刀具半徑和離散數據點之間的間距d有關,且誤差大小范圍為0≤derror (a)局部誤差示意圖 (b)獲取外部包絡數據建立凸包示意圖圖8 點膨脹球模型包絡面建立示意圖 離散數據可能存在外部奇異點和裂縫,需要對獲取的外部包絡數據進行局部曲面擬合。通過采樣局部擬合后的曲面添補刀位面缺失的真實信息,最終獲得曲面特性較好的刀位面網格數據。MLS擬合是一種離散數據快速擬合方法。通過該擬合方法獲得的曲面叫做MLS曲面。研究表明,MLS曲面擬合方法具有擬合精度高、模型表達簡單等特點,同時可減小噪聲點帶來的誤差[17]。相對于傳統簡單的擬合數據,離散數據的數據存儲量大、空間分布不均勻,所以針對數據量較大的離散數據可采用MLS投影擬合的方法獲得離散數據的局部MLS曲面[14]。因此,本文采用這種局部曲面擬合的方法消除外部奇異點對刀位面的影響,同時添加可能存在的缺失信息,生成表面質量較高的刀位面網格數據。此處的MLS投影擬合過程分為兩個步驟:①建立局部參考平面,通過設定閾值,完成MLS投影,去除并標記可能存在的外部奇異點;②對擬合點參數化,并完成局部多項式曲面擬合,移動擬合區域生成全局刀位面數據。 3.1MLS投影去除外部奇異點 離散數據表面可能存在外部奇異點,經過上述處理后,外部奇異點產生的膨脹點存在于離散數據點膨脹球模型的外部包絡面上。本文通過設定閾值,實現MLS投影,從而刪除這些外部奇異點產生的奇異膨脹點。首先,獲取離散數據點膨脹球模型的外部包絡點集Vconvex中點rj的一環鄰域面。依據環領域面的面積加權平均各面法矢估算點rj的近似法向量n。設定與該法向量空間正交的平面T為點rj的局部參考平面。該圖局部參考平面T的數學表達式為 T={rn|(n,ri-rj)=0,rn∈R3} (3) n∈R3并且|n|=1 式中,(n,ri-rj)表示向量n與向量ri-rj的叉乘積。 圖9 MLS投影判斷、去除奇異點qi 為了更有效去除奇異膨脹點,同時保證投影在局部參考平面T上的點滿足下式: (4) 其中,|n,ri|為頂點ri在rj法向量方向上的投影距離hj;l為在rj法向量方向上的投影距離;w為高斯權函數[18],w=exp(-d2/k2);參數k是rj的一環領域邊長的平均值;變量d為ri、rj兩點之間的歐氏距離|ri-rj|。高斯權函數w(qi-rj)=exp(-|qi-rj|2/k2)具有指數變化的特性,權重w(qi-rj)會隨著偏離距離|qi-rj|的增加指數級地減小。所以高斯權函數降低了膨脹偏離點qi對局部擬合曲面S的影響,從而使曲面更加的光順。 3.2刀位面網格數據的生成 離散數據的點膨脹球模型的包絡數據保持著一定的網格連接關系。離散數據的網格連接關系會隨著刪除奇異膨脹點的操作發生相應改變。對刪除點的區域進行局部擬合,獲取奇異膨脹點處真實的曲面信息可以有效解決這一問題。設當前刪除點為qi,那么qi的三階領域環所在空間范圍就是局部曲面擬合區域。在局部參考平面T內,對點集{ri}內的點的坐標參數化,并建立擬合曲面的目標函數S(u,v): S(u,v)=Au2+Buv+Cv2+Du+Ev+F (5) 式中,A、B、C、D、E、F為該擬合曲面的系數[19]。 同時建立局部擬合誤差范式: (6) 使其在當前擬合條件達到最小[17]。其中,p(xi)為二次函數的基[u2v2uvuv1]T;a(xi)為待求曲面S(u,v)的系數;fi為點ri所對應的真實值。 圖10 MLS擬合獲取奇異點qi真實點 如圖11a所示,當曲面存在裂縫時進行局部曲面擬合,通過判斷包絡點間距,可以有效地擬合裂縫處的曲面信息如圖11b所示。從而生成網格曲面分布均勻、質量較好的離散數據刀位面的網格數據。 (a)存在裂縫的局部曲面 (b)MLS擬合獲取裂縫缺失信息圖11 存在外部奇異點刀位面生成過程 基于MLS擬合帶容差的離散數據加工刀位面生成算法已在PC上的VC2008和MATLAB軟件開發平臺中實現應用,應用本文提出的技術路線生成離散數據刀位面和用商業軟件的偏距功能生成相同模型的刀位面實例如圖12、圖13所示。 (a)存在裂縫的點云數據(b)點膨脹球模型 (c)點膨脹球模型凸包包絡面(d)刀位面三角網格模型 (e)商業軟件生成的刀位面數據圖12 存在裂縫的尖牙刀位面的生成過程 (a)存在奇異點的網格模型(b)點膨脹球模型 (c)點膨脹球模型凸包包絡面(d)刀位面三角網格模型 (e)商業軟件產生的刀位面數據圖13 存在奇異點的切牙刀位面的生成過程 圖12所示為存在裂縫的修復體尖牙點云數據刀位面生成過程:圖12a所示為存在裂縫的修復體尖牙點云數據,首先生成的尖牙的點膨脹球模型如圖12b所示,然后根據凸包原理生成的點膨脹球模型包絡面如圖12c所示,最終經過以上處理生成的刀位面見圖12d,本文用商業軟件里的偏距功能生成相同模型的刀位面數據如圖12e所示。圖13所示為存在非二維流形奇異點的修復體切牙網格模型刀位面生成過程:圖13a所示為存在非二維流形奇異點的修復體切牙網格模型,該切牙的點膨脹球模型如圖13b所示,該切牙的點膨脹球模型的凸包包絡面如圖13c所示,經過本文算法處理生成的最終切牙刀位面模型見圖13d,用商業軟件產生的刀位面數據則如圖13e所示。 實際工程應用中,技術人員根據加工階段和加工模型的大小選用不同刀具半徑的球頭刀。因此,球頭刀刀位面的生成算法應滿足不同尺寸的生成要求。本算法以磨牙為例,生成不同刀具半徑的加工刀位面,如圖14、圖15所示。同時,應用其他基于偏距原理的刀位面生成算法生成加工刀具半徑為0.5 mm的磨牙模型的刀位面,利用商業軟件對生成結果依次進行了實驗對比,誤差分析對比見圖16,各參數如表1所示。通過上述實例分析,本算法生成的刀位面網格質量較高,生成過程較穩定;當生成較大半徑的球頭銑刀刀位面時,刀位面內部不存在自交。 (a)點向量法(b)面向量法 (c)多重向量法(d)本文算法圖14 各種算法生成的球頭刀磨牙加工刀位面 (a)點向量法 (b)面向量法 (c)多重向量法 (d)本文算法圖15 各種算法生成的球頭刀磨牙加工刀位面實驗結果 (c)Doffset=1.0 mm(d)Doffset=1.5 mm圖16 本算法生成的不同Doffset的刀位面 基于偏距原理生成刀位面的方法評價參數自交平均誤差(μm)裂縫奇異點算法時間復雜度點數、面數點向量法有8有有O(n):[2.535s]相同面向量法有9有有O(n)+bO(n):[4.375s]急劇增加多重向量法有6有有O(n)+bO(s):[6.790s]增加本算法無4無無O(n)+bO(e):[5.105s]基本相同 注:磨牙網格文件由13 071個點、26 138個面組成,其中,n為離散數據的面數,b為后續操作的時間復雜度的復合系數,bO(n)為去除自交的時間復雜度,s為待去除的尖狀點和邊的總數(s?n),e為奇異點和裂縫的總數。 (1)本文首先對離散數據一般存在的缺陷進行了定義和分類,然后將計算幾何凸包原理和MLS局部曲面擬合技術應用到離散數據刀位面的生成研究上,實現了存在缺陷的離散數據刀位面的生成算法。針對存在缺陷的離散數據,首先生成與球頭銑刀刀具半徑等距的點膨脹球模型;然后,應用凸包冗余點濾除器獲取點膨脹球模型 的最外層包絡面;最后,采用MLS局部投影擬合的方法去除存在的外部奇異膨脹點,并修復由外部奇異膨脹點的刪除和裂縫所導致的包絡數據網格的缺失,從而得到最終的刀位面網格模型。 (2)切牙等離散數據刀位面的生成實例表明,所提出的算法能夠解決存在空裂縫和非二維流形奇異點的離散數據刀位面生成問題。在生成刀位面的過程中,省去了修補、刪除等離散數據預處理操作,同時避免了刀位面內部自交問題,為后續數控加工節省了時間,提高了效率。 (3)本文提出的技術路線尚有不足之處。因為本算法通過點膨脹球模型獲得的是等距的球頭銑刀刀位面,所以不適用于實現不等值偏距的其他APT刀具刀位面的生成,這需要在后續研究中進一步完善。因此,為了適用于更廣闊的加工領域,研究廣義APT刀具的刀位面生成算法將是未來的一個重要研究點。 [1]Lasemi A,Xue Deyi,Gu Peihua.Recent Development in CNC Machining of Freeform Surfaces:A State-of-the-art Review[J].Computer-Aided Design,2010,42(1):641-654. [2]Lin A C,Liu H T.Automatic Generation of NC Cutter Path from Massive Data Points[J].Computer-Aided Design,1998,30(1):77-90. [3]董光雷.面向齒科數控加工軌跡的高效生成方法研究[D].南京:南京航空航天大學,2011. [4]Choi B K,Jerard R B.Sculptured Surface Machining[M].Dordrecht:Kluwer,1999. [5]Choi B K.Surface Modeling for CAD/CAM[M].Amsterdam:Elsevier,1991. [6]Jun C S,Kim D S,Park S H.A New Curve-based Approach to Polyhedral Machining[J].Computer-Aided Design,2002,34(5):379-389. [7]Ren Yongfu.Computational Techniques to Improve Efficiency and Accuracy for High Performance Machining of Polyhedral Models[D].Raleigh:North Carolina State University,2002. [8]Kim Su-Jin,Yang Min-Yang.Triangular Mesh Offset for Generalized Cutter[J].Computer-Aided Design,2005,37(5):999-1014. [9]趙巍,戴寧.基于特征點的離散建模偏置技術研究[J].中國制造業信息化:學術版,2012,41(9):38-42. Zhao Wei, Dai Ning. Study of Discrete Modeling Offset Technology Based on Feature Pionts [J].Manufacture Information Engineering of China,2012,41(9):38-42. [10]Chen Yong,Wang C L.Uniform Offsetting of Polygonal Model Based on Layered Depth-normal Images[J].Computer-Aided Design,2011,43(1):31-46. [11]Park S C,Chung Y C.Tool-path Generation from Measured Data[J].Computer-Aided Design,2003,35(5):467-475. [12]Park S C.Sculptured Surface Machining Using Triangular Mesh Slicing[J].Computer-Aided Design,2004,36(3):279-288. [13]Botsch M,Pauly M,Kobbetl L,et al.Geometric Modeling Based on Polygonal Meshes[J].ACM Siggrapd,2007,36(5):221-234. [14]Kim Soo-Kyun,Kim Chang-Hun.Finding Ridges and Valleys in a Discrete Surface Using a Modified MLS Approximation[J].Computer-Aided Design,2005,37(7):1533-1542. [15]Fasshauer G E. Toward Approximate Moving Least Squares Approximation with Irregularly Spaced Centers[J].Computer Methods in Applied Mechanics and Engineering,2004,193(1):1231-1243. [16]楊文玉,胡雯薔,熊有倫.基于三維凸包的可變形離散網格模型[J].中國機械工程,2004,15(22):2040-2043. Yang Wenyu,Hu Wenqiang,Xiong Youlun.A Deformable Mesh Model Based on Convex Hull of Scattered Points[J].China Mechanical Engineering,2004,15(22):2040-2043. [17]曾清紅,盧德堂.基于移動最小二乘法的曲線曲面擬合[J].工程圖學學報,2004,25(1):84-89. Zeng Qinghong,Lu Detang.Curve and Surface Fitting Based on Moving Least-squares Methods[J].Journal of Engineering Graphics,2004,25(1):84-89. [18]劉福保,李衛國.散亂數據曲面擬合的局部加權最小二乘插值方法及權函數的選擇討論[J].數學理論與應用,2009,29(1):113-117. Liu Fubao,Li Weiguo.The Topic on Choice of Weighted Functional and Local Weighted Leased-mean Square Method for Surface Interpolation to Scattered Data[J].Mathematical Theory and Application,2009,29(1):113-117. [19]錢歸平.散亂點云網格重建及修補研究[D].杭州:浙江大學,2008. (編輯張洋) An Algorithm for Tolerance Cutter-location Surface Generation of Measured Data Based on MLS Method Li Xiangjia1Dai Ning1Liao Wenhe1Guo Baosu1Wang Yongbo2 1.Nanjing University of Aeronautics and Astronautics,Nanjing,210016 2.Shinva Medical Instrument Co., Ltd.,Zibo,Shandong,255086 Traditional offset method can not directly generate the cutter-location surface of measured data with defects.Thus,a tolerance method of cutter-location surface generation was proposed based on MLS fitness.Firstly,the measured data were transformed to a swelling ball model by the length of ball-end cutter’s radius. Secondly,according to the geometric principle of convex hull,outer envelope data of this swelling ball model were acquired.Finally,local MLS projection fitting method was used to eliminate possible defects,and generated the final cutter location mesh surface.It is shown that this algorithm is able to generate cutter-location surface of measured data even they have defects,and also is suitable for the practical engineering applications for its high efficiency and accuracy. moving least squares(MLS);tolerance;measured data;NC machining;cutter-location surface 2013-06-13 國家科技支撐計劃資助項目(2012BAI07B04);國家自然科學基金資助項目(51205192,81271181);國家高技術研究發展計劃(863計劃)資助項目(SS2013AA040801-02);南航科研基地創新基金資助項目(NJ20130015) TP391DOI:10.3969/j.issn.1004-132X.2015.08.010 李向佳,女,1989年生。南京航空航天大學機電學院碩士研究生。主要研究方向為數字化設計與制造、生物醫學工程。戴寧,男,1978年生。南京航空航天大學機電學院副教授。廖文和,男,1965年生。南京航空航天大學機電學院教授、博士研究生導師。郭保蘇,男,1986年生。南京航空航天大學機電學院博士研究生。王永波,男,1979年生。山東新華醫療器械股份有限公司工程師。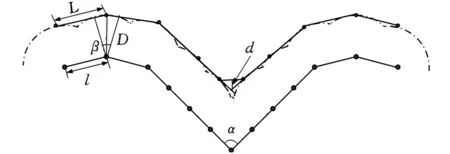

3 離散數據刀位面的生成



4 實驗與分析


5 結論
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38網絡安全與數據管理(2022年1期)2022-08-29 03:15:20導航定位學報(2022年4期)2022-08-15 08:27:00中學生數理化·中考版(2022年8期)2022-06-14 06:55:24新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36成都醫學院學報(2021年2期)2021-07-19 08:35:14新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50數學物理學報(2020年2期)2020-06-02 11:29:24光學精密工程(2016年6期)2016-11-07 09:07:19
