基于統計特征的微型軸承滾珠計數檢測
2015-09-26 05:18:14周迪斌胡保坤王琦暉吳英飛
現代計算機 2015年19期
周迪斌,胡保坤,王琦暉,吳英飛
(杭州師范大學國際服務工程學院,杭州 310016)
基于統計特征的微型軸承滾珠計數檢測
周迪斌,胡保坤,王琦暉,吳英飛
(杭州師范大學國際服務工程學院,杭州310016)
0 引言
裝備制造業是工業化的核心和基礎,是一個國家綜合國力強大與否的重要標志之一[1]。在現代化自動行業中,隨著高精度、高質量、高速度的不斷攀升,軸承在國民經濟中的應用已經滲透到各個行業,其是裝備制造行業的重要基礎件。
軸承是一種常用機械元件,品種型號眾多,在加工精度要求相對較高,尤其是針對微型軸承。對于這種高精度參數數值,只有通過精密度測量技術或專用儀器才能確定。另外,傳統行業的勞動力成本在逐年提升,因此,機器視覺等智能化技術不斷引入到傳統工業的生產和檢驗過程,可以預見,機器視覺技術在傳統工業生產中的地位將進一步提升,應用的廣度和深度將不斷增強。
目前,我國軸承行業還存在如制造技術水平低、行業集中度較低等問題,離軸承強國的標準相距甚遠,行業矛盾突出:發展方式沒有根本改變、產業結構的深層次矛盾依然突出、缺少核心技術自主知識產權、品牌建設進步較慢、產品結構不盡合理[2]。
軸承在生產裝配過程中,由于加工技術、微小異物等因素在軸承的外圓表面、密封蓋端面等處會產生壓痕、吭傷、劃痕等缺陷,很容易導致產品不穩定、精度差和可靠性低,此類現象在國內軸承行業經常存在,國內軸承平均使用壽命僅為國外同類產品的1/3-1/2。近年來,軸承行業大量采用自動化單機或生產線實現技術改造向現代化生產邁進,但在軸承表面缺陷的檢測與廢品的分揀上仍以人工檢測為主,該方法存在諸多缺點,例如:方法勞動強度大、工作效率低、主觀性強、易受檢測人員技術素質、經驗及疲勞等因素影響,無法充分保證軸承的生產質量。
考慮到現有接觸式的軸承檢測技術[3,4]很難充分滿足工業檢測需求,而基于圖像的機器視覺檢測方法具有非接觸、實時可靠、成本低、自動化程度高的優勢,能為該問題的解決提供了良好的替代方案和解決思路。近年來,部分工業視覺技術被應用到軸承制造行業[5-9],如測量、計數等。
本項目采用自適應分割算法,利用圖像增強技術、濾波和去噪等預處理技術,改善工業圖像質量,排除高光、噪聲和污漬干擾,并充分利用軸承圖像中滾珠區域的灰度統計變化規律,實現滾珠的快速定位與計數。
1 算法框架
一般地,軸承方向的判定,需要經歷圖像采集與預處理、圖像二值化、區域化計算軸環區域、軸環邊緣點檢測和統計分析軸承方向,圖1顯示的是算法框架,下面具體介紹:
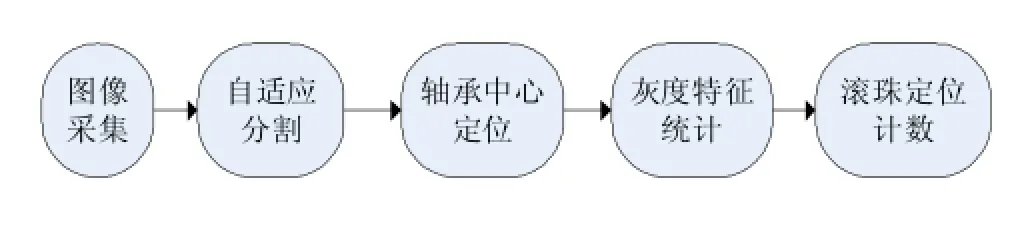
圖1 微型軸承計數檢測流程圖
(1)圖像采集
一般選擇工業相機如CMOS或CCD進行圖像采集,選擇背光源。
(2)自適應分割
考慮到現場光照條件,系統會在一定的閾值范圍內,主動搜索最佳分割閾值,避免環境干擾,在自動分割過程,會對圖像適當濾波,避免機器振動導致的圖像采集的不穩定的情況。
(3)軸承中心定位
利用區域標記算法,對分割后的圖像進行逐一標記,再依據給定的軸承約束條件:如半徑范圍、長寬比等,精確定位微型軸承的中心坐標與半徑參數。
(4)灰度特征統計
在步驟3的基礎上,依據給定參數,判斷滾珠所在的區域,進行適當的拉伸,并驗證弧線統計其灰度累積變情況,以此作為后續滾珠定位的判據。
(5)滾珠定位與計數
逐個計算邊緣點與軸承中心距離,并建立一個列表。統計該列表的變化規律,如距離增加次數,與距離減少的次數的比較,如果距離增加次數大于距離減小次數,則為正方向(順時針),反之為反方向(逆時針)。
2 核心算法
在上述算法中,圖像的自適應分割、軸承灰度變化特征統計等步驟非常重要,下面分別介紹。
2.1自適應分割
圖像分割是目標識別的重要前提條件,圖像分割質量的優劣、區域界限定位的精度直接影響后續的區域描述以及圖像的分析和理解,是圖像處理、分析、理解中一個極其重要的技術環節。分割的目標是將前景對象從背景圖案中分離出來,以便進行合理分析和處理。圖像分割算法一般是基于亮度值的兩個基本特性之一:不連續性和相似性。前者適用于依據亮度的不連續變化(如邊緣等)分割圖像,后者則主要適用于依據事先制定的準則(相似性)將像素圖像分割為不同的區域。自適應分割的主要目標是軸承定位。
基于區域的閾值的分割方法是一種應用十分廣泛的圖像分割技術。本系統采用了最大類間方差法(OSTU)作為初始閾值的估算方法,使類間方差最大的分割意味著錯分概率最小。雖然OSTU算法具有很好特性,但考慮到工業現場的各種干擾,單一自適應閾值法難以保證工業圖像的有效分割,為此,我們采用漸近的閾值分割法來保證圖像的最佳分割。并利用已知的條件如是否存在軸承區域作為分割質量的反饋,以此來尋找最佳的分割閾值。算法流程如圖2所示。
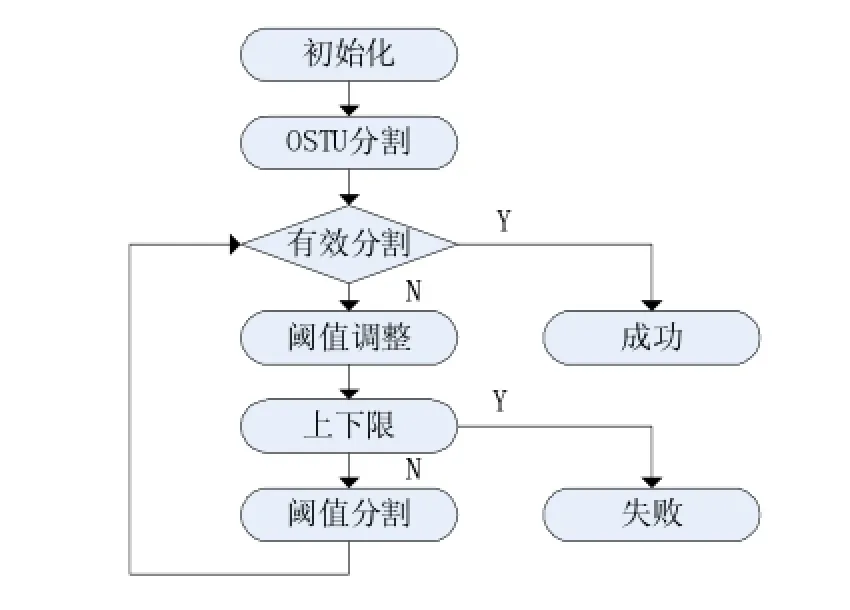
圖2 自適應閾值分割
依據大律法,獲取圖像的初始閾值,依據初始依據,判斷該閾值是否合理,如果合理則分割成功,否則繼續調整閾值。
(1)閾值調整:
從當前閾值開始,輪流增加/減少閾值間隔。
(2)上下限判斷:
判斷調整后的閾值,是否同時超出了上下閾值的范圍,如果超出則表明分割失敗,否則繼續進行閾值分割。
(3)閾值分割:
依據當前閾值進行圖像分割,并確定中心區域是否滿足軸承的約束條件,如長寬比和范圍等。
實驗表明,上述方法可以顯著提高閾值判斷的準確性,為后續的軸承定位與計數提供有效支撐。而選擇OSTU算法做為分割的初始閾值,可以減少循環的次數,提供方法的效率。
對于分割后區域,采用區域標記方法對每個連通區域逐一標記,統計其外接矩形及長寬比等特征參數,依據給定的尺寸約束,如半徑的范圍(R1,R2)和最大長寬比(1,Roundness)等條件直接尋找唯一的目標區域。
假設目標區域的外接矩形為rt,則其應該滿足:
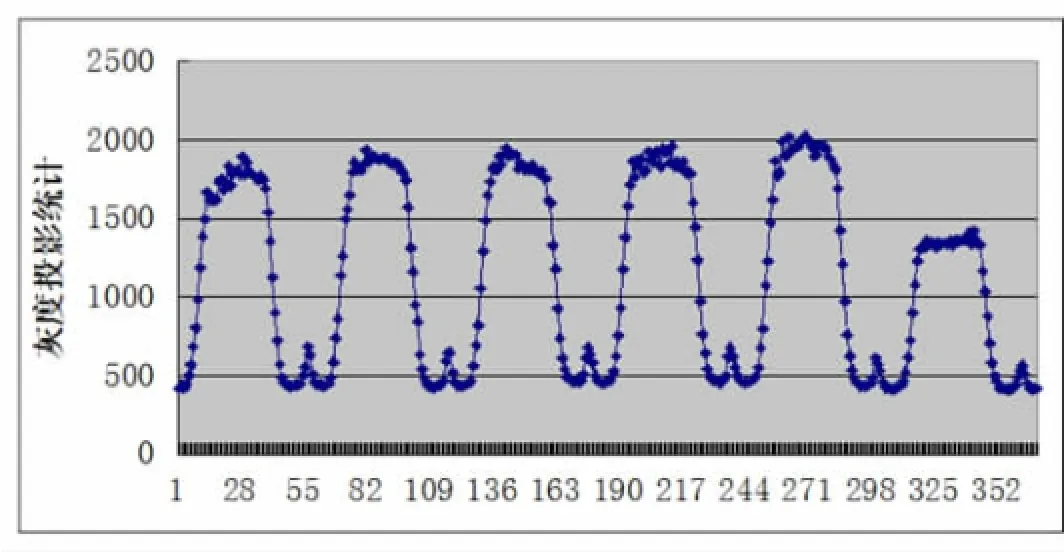
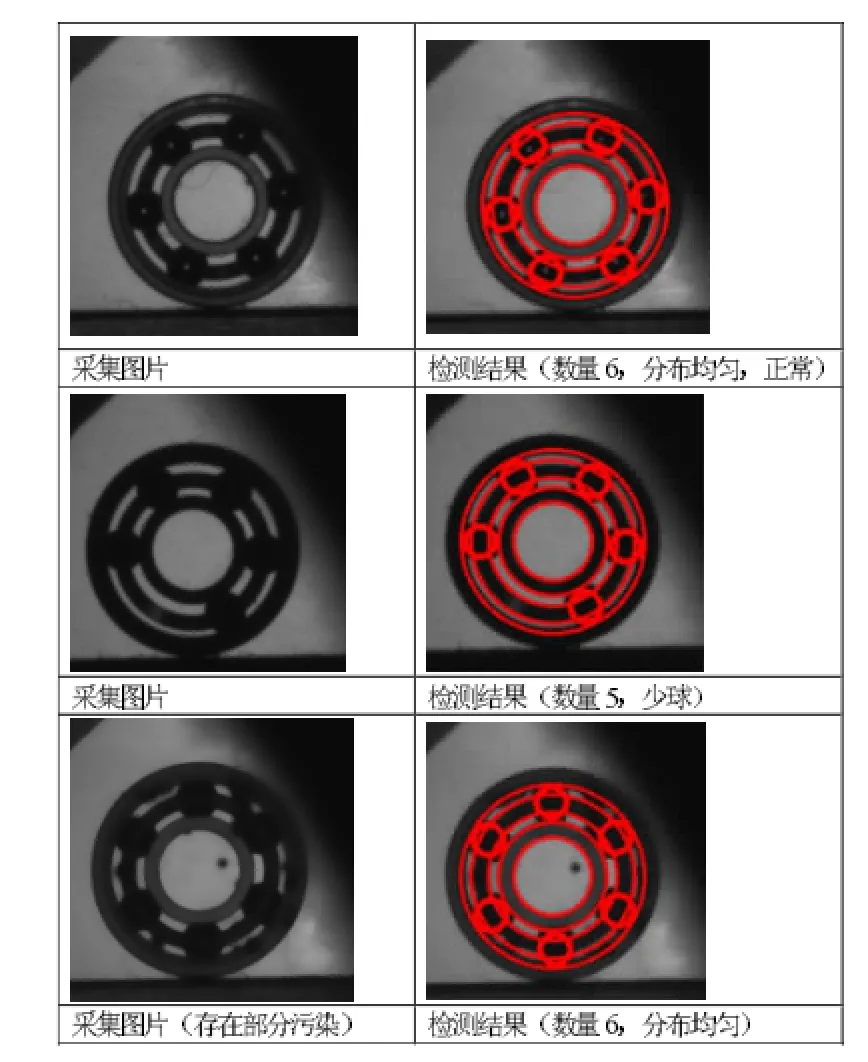
R1<(rt.Width/2) Max(rt.Width,rt.Height)/Min(rt.Width,rt.Height) 其中,圓整度Roundness一般小于1.1,否則目標就不接近圓。而軸承的中心即為 centerPt=(rt.X+rt.Width/ 2,rt.Y+rt.Height/2),半徑參數radius=(rt.Width+rt. Height)/4。 2.2基于統計的特征判定軸承方向的方法 對于軸承區域,首先沿弧線方向進行投影,把環狀區域轉成矩形區域。該策略主要是為了減少過多的圖像插值,加快灰度投影統計,如圖3所示,展開區域為軸承滾珠區域(紅色環狀包圍區)。 圖3 軸承環狀區域展開圖 然后,對圖3(展開圖)進行適當投影和卷積,可以得到類似圖4的分布圖,其中局部最低點為可能的滾珠中心,一共6個。說明存在6個滾珠。經過適當濾波分析,其對應的坐標區域分別為:55,115,176,238,300,361,對應的軸承之間環向間距分別為60,61,62,62,61,61,范圍在60-62之間,平均誤差不超過1個像素,表明分布非常均勻。 圖4 灰度投影統計 算法利用灰度信息的統計特征,統計了其變化規律,避免了局部銹斑污漬干擾。 圖5顯示了部分測試結果,其中(1)為普通圖像,(2)顯示了檢測結果,為正常均勻分布。(3)為缺球圖像,缺少部分鋼球,(4)為檢測結果,少球。(5)為存在部分污漬的軸承,可能有部分油脂,且背景被存在部分噪聲,(6)為檢測結果,檢測正確。 通過一系列圖像測試分析,算法均可以獲取準確結果,表明算法的魯棒性和抗干擾性很好,檢測時間平均不超過100ms,完全符合實時檢測需求。 圖5 滾珠計數檢測 具體來看,自適應分割算法,采用極大方差閾值提取方法非常有效,對其他復雜光照情況也均表現良好。此外,也可根據圖像的灰度統計特性人為設定初始閾值,使得對所需圖像的分割次數減少,更進一步提高效率,從而減少處理時間。 該方法的另一個優勢是通過巧妙地將軸承環狀區域展開,并統計其分布規律,可有效地避免污染干擾,并減少計算量,算法效率高且魯棒性很好,非常適合易受各類油漬銹斑污染的微型零件檢測與分析。 機器視覺檢測方法具有非接觸、無損傷、測量精確,適合檢測非規則物體等優勢,是未來中國制造繼續深化的關鍵因素之一。 本文面向傳統軸承行業的自動化生產和檢測,重點研究易干擾的復雜環境下的微型零件識別與檢測的理論方法,實現了一種基于統計方法的微型軸承滾珠計數檢測方法,通過閾值的自動搜尋尋找最佳閾值分割,進而實現軸承中心快速定位,并依據已知尺寸約束,對軸環區域進行拉直拓展,通過統計灰度變化的卷積統計,選擇局部灰度最低點,實現滾珠的精確定位與計數,提高微型零件檢測效率。實驗表明,該算法完全可以滿足工業環境實時檢測的需求,而且與同類的算法相比,由于采用的自適應策略,對光源的要求相對比較低,且基于統計特征,算法具有非常好的魯棒性。 未來,項目組將繼續深入研究機器視覺技術在軸承行業的檢測、識別、測量、定位、質量評估等關鍵技術,包括表面檢測圖像預處理、零件定位、測量和計數等,提升國內軸承產業的自動化生產和檢測效率。 [1]朱森第.我國裝備制造業的現狀與發展戰略[J].機電工程技術,2001(2):10-12. [2]中國軸承工業協會.軸承行業“十二五”發展規劃,2010. [3]Li F.,Lin Ye,Zhang G.,et al.,Bearing fault detection using higher-order statistics based ARMA model[J].Key Engineering Materials,2007,347:271-276. [4]Do V.T.,Chong U.P.,Signal model-based fault detection and diagnosis for induction motors using features of vibration signal in Two-Dimension Domain[J],Journal of Mechanical Engineering,2011,57(9):655-666. [5]宋曉霞,楊建璽,徐紅哲,基于機器視覺的鋼球表面缺陷檢測[J].軸承,2010:45-48. [6]王曉潔,鄭曉東.機器視覺在軸承檢測中的應用[J].機器與液壓,2008,36(10):276-278. [7]陳躍飛,王恒迪,鄧四二.機器視覺檢測技術中軸承的定位算法[J],BEARING,2010(4):54-56. [8]汪傳民,葉邦彥,黃先德,等.基于計算機視覺的軸承外徑檢測系統的研究,2006,22(5-1):205-207. [9]陳永清,陳慶勇,徐金海.軸承端面缺陷自動檢測研究[J].制造業自動化,2009:31(11):15-18. Machine Vision;Adaptive Segmentation;Bearing Detection;Probability Statistics Counting Detection of Miniature Ball Bearings Based on Statistical Characteristics ZHOU Di-bin,HU Bao-kun,WANG Qi-hui,WU Ying-fei 1007-1423(2015)19-0016-05 10.3969/j.issn.1007-1423.2015.19.004 周迪斌(1978-),男,博士后,講師,研究方向為模式識別和圖像檢索 2015-06-15 2015-06-25 隨著傳統行業人力成本提高,傳統軸承行業的檢測技術逐漸向著將向高速化、網絡化、信息化和系統化的方向發展。面向傳統軸承產業的大規模的生產與檢測,實現一種基于統計特征的微型軸承滾珠計數檢測算法,通過主動搜索最佳閾值范圍,實現圖像的區域劃分,并依據已知的軸承尺度信息,快速定位軸承中心,沿著軸承滾珠分布方向,統計其灰度值變化的規律,找到最佳的滾珠中心點,并統計滾珠數量,該方法的抗干擾能力很強,算法效率高。 機器視覺;自適應分割;軸承檢測;概率統計 國家自然科學青年基金(No.61103171)、浙江省公益技術研究工業項目(No.2013C31022) Along with increasing human cost in traditional industry,bearing detection technique leads to high precision,high speed,networking and information system.Catering to bearing production and testing,implements an adaptive detection of miniature bearing ball based on statistical feature,realizes the image regional division by the active threshold searching,adaptively locates the bearing center by object size constraint,then finds the best ball center by calculating the statistical gray value along the ball distribution direction,counts the balls. The technique is robust and greatly improving system efficiency.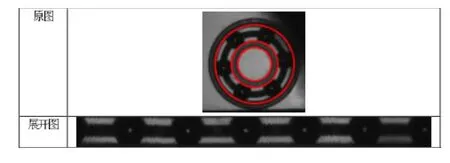
3 結果與分析
4 結語
(College of International Service Engineering,Hangzhou Normal University,Hangzhou 310016)
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58發明與創新·小學生(2021年3期)2021-03-25 11:48:49中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46海峽科技與產業(2016年3期)2016-05-17 04:32:12中國科技博覽(2016年2期)2016-04-25 20:32:39小學生導刊(2016年34期)2016-04-11 00:49:44