發動機缸孔珩磨表面微觀構造的質量監控
2015-09-02 05:45:50朱正德上海大眾動力總成有限公司上海201807
裝備機械 2015年4期
□朱正德上海大眾動力總成有限公司 上海 201807
發動機缸孔珩磨表面微觀構造的質量監控
□朱正德
上海大眾動力總成有限公司 上海 201807
分析了缸孔表面微觀構造對內燃機性能的影響,闡述了選用珩磨表面評定參數的重要性。強調了企業除了應關注產品和工藝的進展外,在質量監控方面也應持續完善、提高。介紹了近年來在這一領域取得的進展,以及利用相應儀器進行測量、評價的情況。
1 缸孔表面的微觀形貌特征和珩磨表面的平臺網紋
在內燃機的機械損耗中,由內部磨損造成的機械損失占到其功率損失的80%左右。磨損雖然包含了運動副磨損、驅動磨損及流體磨損等幾類,但其中的運動副磨損是最主要的來源。進一步的研究發現,在多組運動副中,缸孔-活塞環又是影響最大的一組摩擦運動副,約占內燃機磨損的20%。因此,通過降低這一運動副在工作中的摩擦損失,不但能提高發動機的工作效率,延長發動機的壽命,減少燃料的消耗,而且在使機油耗量下降的同時,還迎合了日益提高的碳排放要求。
影響缸孔-活塞環摩擦副潤滑的因素主要有工件表面的微觀形貌和微觀結構參數、表面硬度、顆粒物、潤滑油的黏度和溫度等,但各項因素對摩擦運動副潤滑的影響程度(即減少摩擦損失)的效果是不同的。其中,缸孔表面的微觀形貌和結構參數決定了是否有足夠的潤滑油在摩擦副表面較長的駐留時間,其形成的流體動態壓力使相對運動只存在于潤滑層內部,而不會產生很大的磨損,以達到在運行狀態下磨損盡量小的目的。在國內外內燃機制造業界,現今缸孔的最終加工工藝主要還是采用珩磨,使其既具有較光順的表面和盡可能多的承載面積,確保相互運動時的滑動性和耐磨性,同時又形成一個開放性的表面微觀結構,用于保障表面的儲油能力,即這個表面仍然是粗糙的。為了同時能體現出這兩項功能,就需要使珩磨加工后的工件表面在相對粗糙的基礎上呈現出平臺結構的表面形態,如圖1所示。由圖1可見,這種表面微觀構造不但耐磨,且具有充分的儲油能力。
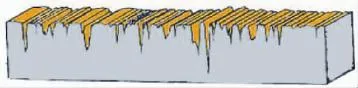
圖1 缸孔表面形成的平臺結構
事實上,為了更好地改善配合面的潤滑功能,應形成一種更合理的缸孔珩磨表面的微觀形貌——平臺網紋,即既有平臺又有網紋。經過加工后的缸孔表面,乃是由無數個均勻相間交叉的又窄又深的溝槽與小平臺構成,并且網紋與網紋交錯,相互有適當夾角。這樣的微觀結構,通過深谷區存貯機油,而連續交錯的網狀溝槽則便于機油在整個缸孔表面上均勻分布。眾多的小平臺有利于高強度油膜的形成,還具有回油功能,可以大大降低摩擦功損失。
2 科學地選用和保證珩磨表面的微觀結構參數
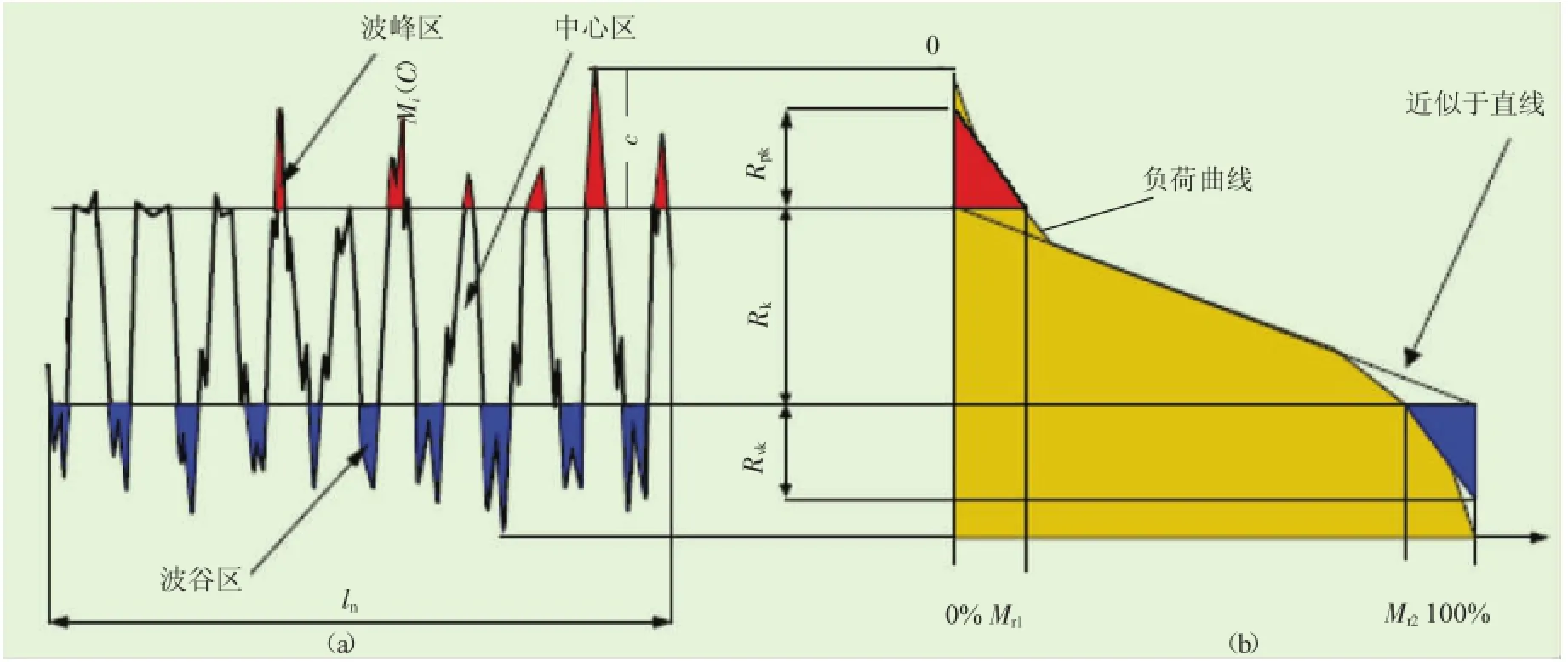
圖2 表征缸孔珩磨表面微觀結構特征的評定參數
2.1 微觀結構參數的選用
鑒于缸孔經珩磨加工后所形成表面的微觀結構對內燃機性能的影響,故確立和選擇能反映珩磨表面特征的評定參數尤其重要。20世紀80年代末,在德國制定的標準DIN4776中,率先提出了一組有針對性的粗糙度評定指標。之后的若干年中,又先后被ISO組織和一些工業化國家所接受和引用,并體現在一些相關的標準中,如ISO13565-2:1996、JIS B0671-2:2002等。在標準DINENISO4287中,引入了輪廓材料比Rmr(C)和材料比例曲線(又稱負荷曲線)的概念,相當于最高峰頂線和最低谷底線之間的垂直距離,即Rt,也就是國標中的Ry,從兩者對材料比例的占有來看,正好是0%和100%。
關于這點,則體現在圖2(a)中,其中的Mi(C)可以理解為在整個評定長度ln上每個波峰的材料占有率。而C為對應于評定長度ln中某一具體位置的縱坐標值,因此輪廓材料比可以表示為:

顯然,差異很大的表面微觀結構將對應不同的負荷曲線。圖2(b)即為缸孔內壁粗糙度的示意圖,從圖中可見,用于珩磨后缸孔表面微觀結構特征評定的指標有5項,分別為:Rk、Rpk、Rvk、Mr1和Mr2。整個評定過程建立在負荷曲線的基礎上,圖2(b)中的Mr是用百分比表示的輪廓支承長度率,其含義與前面引入的特性值Rmr(C)是一致的,但作為粗糙度評定參數,只能采用有特定含義的Mr1和Mr2。處理方式為:以一段支承長度率為40%的直線,沿著負荷曲線的中段移動,直到與曲線的擬合程度最好、且斜率為最小的時候為止,然后把直線向兩端延長,從而獲得最重要的一項評定參數Rk。
從圖2還可見,由決定Rk高度的兩平行線與負荷曲線的交點,可得到Mr1和Mr2。再通過該兩點分別左斜向上、右斜向下,形成兩個直角三角形,它們的頂點就決定了參數Rpk和Rvk,以黑色陰影表示兩個三角形的面積應與曲線被截的面積相等。在這些評定參數中,Rk為中心區峰谷高度,又稱有效負荷粗糙度,從其形成的機制來看,相對于給定的一個值,它對應最大的輪廓支承長度率,故Rk的實質是這部分的中心區深度將在高負載運行中被磨損掉,但又能最大程度地達到耐磨性。Rpk是超過中心區峰谷高度的輪廓波峰平均高度,又被稱為初期磨損高度。Rvk是從中心區下限到有實體材料的輪廓波谷的平均深度,它反映了潤滑油的儲存深度,體現了摩擦副在高負載工況下的失靈保護。Mr1和Mr2分別為波峰、波谷輪廓支承長度率,由輪廓中心區上、下截止線決定,其中Mr1亦表示表面的初期磨損負荷率,而Mr2則為長期磨損負荷率。
2.2 粗糙度特征參數的檢測
至于對上述粗糙度特征參數的檢測,已完全可在現今國內外高性能的觸針式粗糙度測量儀上實現。自20世紀90年代起,制造廠商已經把它們列入其儀器產品的功能范圍中。在前一節介紹平臺網紋微觀結構時,特別提到網紋乃是由均勻相間交叉的溝槽與小平臺構成,并且相互保持適當的夾角交錯,即所謂的網紋角,該角與上述粗糙度類參數有著很大區別,可作為一項特征參數必須予以測量。因為網紋角的大小和均勻程度也關系到缸孔表面生成油膜的穩定性和機油消耗的多少,進而影響內燃機的工作性能及氣缸套的使用壽命。若網紋角過大,貯油能力會下降,致使活塞與缸孔之間的潤滑狀況變差,當內燃機處于啟動和加速的工況時,就會因機油不足而加劇活塞環的磨損;若網紋角過小,則會影響所形成油膜的均勻性,并且影響到油環的刮油效果,從而造成機油過度燃燒,帶來機油消耗的增加和排放超標的后果。網紋角應該一般在30~60°之間為宜,至于對它的測量,可以采用專用的光學測量儀,不但效率高、操作使用方便,且檢測精度也很高。不過,在生產實踐中使用最多的還是傳統的“拓印法”,再利用量角器把結果以手工方式測出,鑒于網紋角公差較大,故問題不大。
3 提升缸孔珩磨表面微觀形貌的檢測和監控水平
3.1 新的評定參數
鑒于內燃機缸孔珩磨表面的狀況對燃油的消耗和廢氣排放都有較大影響,故自本世紀初以來,隨著對環保、節能、安全等方面要求的不斷提高,專業技術人員進一步提升了缸孔珩磨表面微觀形貌的質量監控水平。歸納起來,有以下兩條看似平行的路線:①設立與珩磨表面功能特性相關的新的評定參數,并配備相應高效、專用的測量儀器;②籍助實驗室高效能的測試設備,通過比對的方式,定性(嚴格講屬半定量)地進行評價。
為了能更深刻地表征工作表面的特性,在幾年前剛推出的國際標準ISO 25178中,出現了眾多用于描述表面微觀構造的三維參數,既有類似于二維粗糙度參數,如Sa、Sz、Sk、Spk、Svk等,其單位為μm;也有新推出的如Vmp、Vmc、Vvc和Vvv等體積特性參數。圖3所示的三維表面粗糙度曲線,描述了與剖面深度有關的表面材料份額,從圖中可見,它們自上至下被分成三個范圍:波峰區、芯部區和波谷區。若通過對上述三維表面粗糙度的曲線進行積分,就能夠生成以下體積特征:①輪廓波峰的材料體積Vmp;②芯部范圍內的材料體積Vmc;③芯部范圍內的無材料))體積Vvc;④芯部范圍內的無材料體積Vvv。由于其為三維微體積計算,單位為μ m3/μ m2。顯然,相比之前的二維粗糙度參數,它們能更確切地對珩磨后表面的理想程度作出評價,圖3(a)、(b)分別反映了實際貯油情況有所不同的兩種表面微觀狀態。在德國大眾和奧迪公司,把參數Vvc、Vvv結合在一起綜合考慮,表述為:Vvc+Vvv的和應控制在某個范圍內,如0.2~0.35μ m3/μ m2。
圖3 表面材料份額特性曲線的三維特征參數
3.2 檢測方法
圖4(a)是為此專門開發的一種高性能缸孔表面測量儀,近幾年已在一些國內外汽車發動機廠得到實際應用,該儀器采用多孔共聚焦光學測量技術,除了能提供清晰的表面微觀形貌圖像外,更可同時測出多組參數。圖4(b)是一個實例,其中包含多項三維粗糙度參數、網紋角和功能特性參數Vvc、Vvv。后兩項按圖紙規定必須在缸孔的4個截面的指定位置進行檢測,且在根據規范的評價方式(Vvc+Vvv的和)所獲得結果進行評定時,不同的位置要求還有所不同:0.2~0.35μ m3/μ m2(在距端面15 mm處),02~0.45μ m3/μ m2(在距端面45、90和110 mm處)。整個測量過程為全自動,約在10 min內完成,如果再在工件與儀器間加上一個數控工作臺,就能一次性地完成缸體所有缸孔的檢測。
現今包括德國大眾在內的一些主流汽車企業,同時推行的還有另一種評定方式,這種評定方式相比前者的直接測量,不但效率低,而且必須以破壞方式切割取樣,過程繁瑣。需采用反射式掃描電鏡這一種很多企業并不配備的昂貴且操作復雜的實驗室設備,由于完成一次測試需數小時,故檢驗頻次是較低的,最多就1次/周。
在具體實施時,需先有一塊合格試樣,作為與被測工件上12個取樣(位于4個缸孔中的3個深度)比對的依據。簡單地說,需對以下5項進行評定:①平臺形態,包括合適的大小(相比試樣)、均勻性等;②平臺網紋溝道的構造,參見圖5,主要考慮其寬度0.01~0.03 mm,以及暢通程度,不應有堵塞;③珩磨表面的潔凈程度,包括粘在表面的雜質以及不應存在的一些堆積物;④表面的擠壓魚鱗(見圖6),即那些由珩磨加工在表面造成的皺褶,雖然完全消除這種現象不可能,但數量上需控制,圖6(a)作為可以接受的實例,一般就以合格試樣為準,圖6(b)則是被測實際狀態;⑤總體印象,指的是從事評價的專業人員把被檢件表面與合格試樣進行比較后形成的總的感覺。再加上了利用前述方式求得的網紋角共6個評定項,逐個對12個樣品分別按好、可以、勉強、差(不合格)這4個等級量化地打分。然后求取各個缸孔的3個位置取樣評價結果的平均值,再從中挑出最差的一個作為最終的評定依據,即以此認作所測的那個缸體的缸孔珩磨表面微觀形貌的評價值。
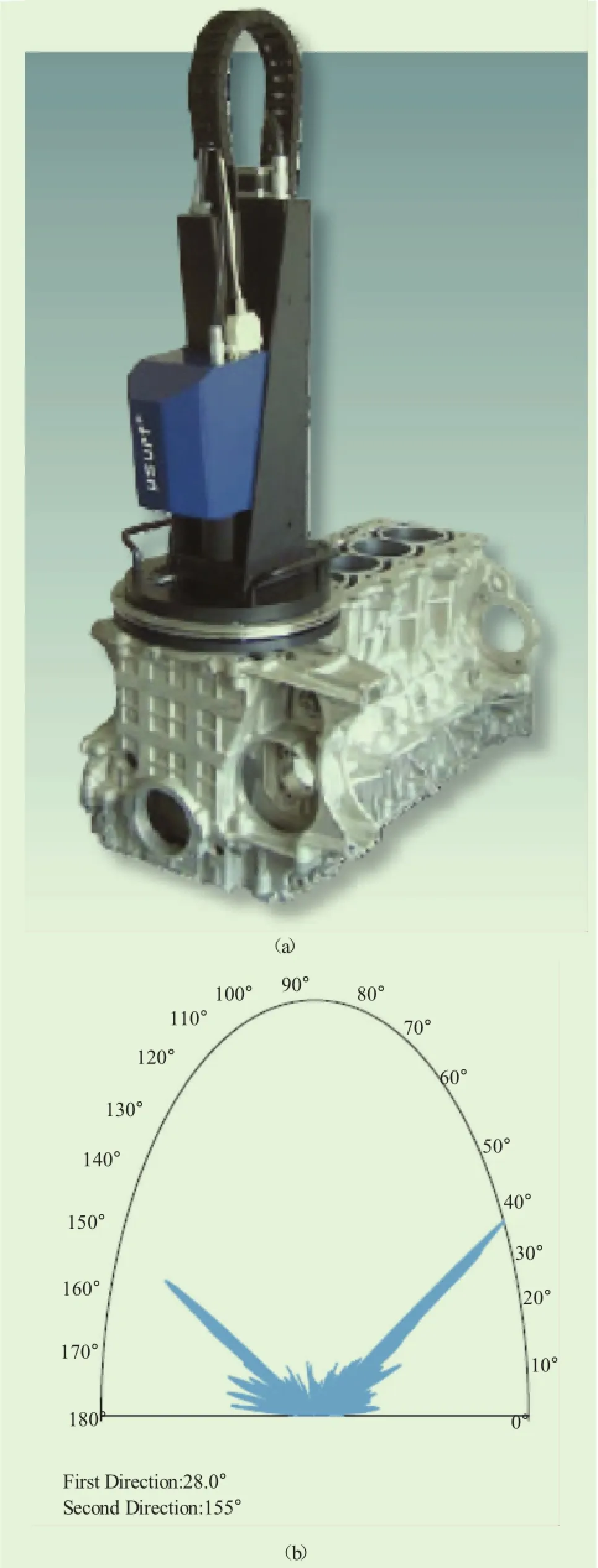
圖4 基于多孔共聚焦光學測量原理的檢測儀器及測量報告
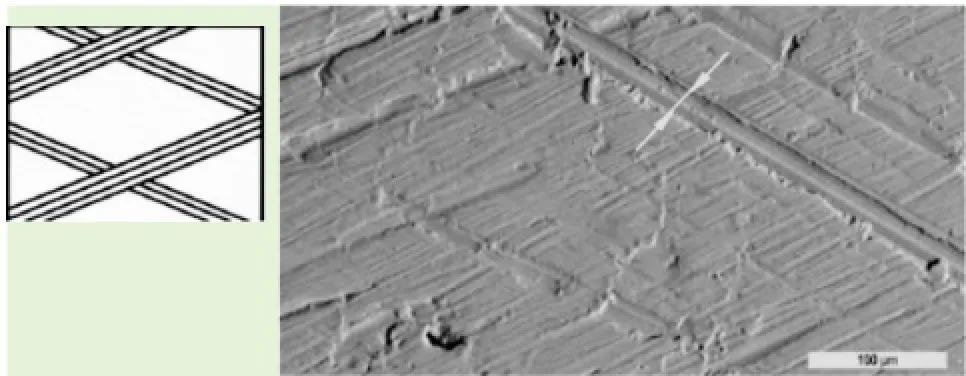
圖5 對平臺網紋溝道的要求示意圖
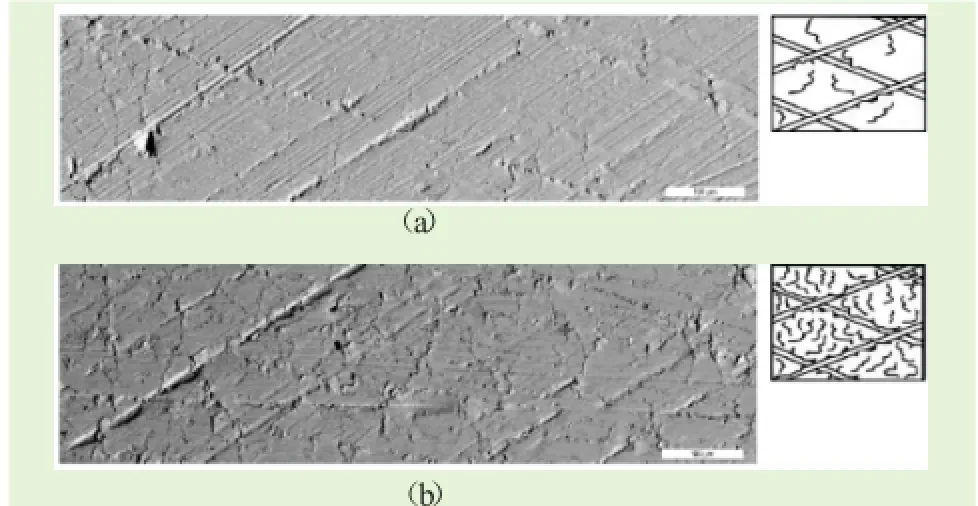
圖6 表面存在的擠壓魚鱗示意圖
為什么那些汽車工業強國的主流生產企業更清睞后一種以定性為主的這一半定量評定方法呢,這是鑒于前一種方法從本質上講仍然只反映、評價了珩磨后表面構造的貯油能力,相比之前那些二維粗糙度參數作用是一樣的,只是更直觀和精確而已。而利用反射式掃描電鏡進行的全面探測,能發現另一些不可忽視的影響因素,如網紋溝道的構造,顯然,如果有嚴重堵塞情況存在,就會帶來不良后果。
4 結束語
綜上所述,可見盡管珩磨加工是一種成熟且經濟合理的工藝,當其應用于缸孔加工時,在表面所形成的平臺網紋微觀形貌能相當有效地提升內燃機的性能。然而,為了確保缸孔表面的實際狀態能符合要求,還必須強調以一系列評定參數對珩磨表面的監控,通過驗證其是否合乎標準來作出判斷。
[1]劉長生,張禮華.機械零件表面粗糙度的影響與選擇[J].現代制造工程,2004(2):114-115,107.
[2]朱正德.粗糙度評定參數多樣化提升產品質量的監控水平[J].上海標準化,2009(2):25-28.
[3]王乃明,李漢華,劉必峰.柴油機氣缸套平臺網紋加工技術的探討[J].內燃機與配件,2014(4):17-18,20.
[4]裴偉.缸孔珩磨工藝及表面特征參數淺析[J].裝備制造技術,2014(7):101-103.
With an analysis on the impact of the surface microstructure of the cylinder bore to the performances of the internal combustion engine,it points out the importance of scientific selection of the rating parameters of the honing surface.Further it emphasizes that in addition to the progress of products and processes,the enterprise should also keep on perfecting and improving the quality surveillance.This article presents a more detailed description on the progress in this area and the use of appropriate instruments for measurements and rating in recent years.
珩磨表面平臺網紋;性能與影響;特征評定參數;檢測和監控
Overlapping Curve on Honing Surface;Performance and Influence;Feature Rating Parameters;Detection and Monitoring
TH161+.1
B
1672-0555(2015)04-064-05
2015年5月
朱正德(1946-),男,本科,教授級高級工程師,主要從事計量、檢測等研究,側重于生產過程實時監控