直縫埋弧焊管出料控制的新方法
2015-09-02 05:45:44韓保材湯圣先北鋼管業營口有限公司遼寧營口115007
裝備機械 2015年4期
□李 鋼 □韓保材 □湯圣先北鋼管業(營口)有限公司 遼寧營口 115007
直縫埋弧焊管出料控制的新方法
□李 鋼 □韓保材 □湯圣先
北鋼管業(營口)有限公司 遼寧營口 115007
國內大多數的焊管生產線中,鋼管出料普遍采用斜臺架滾動的形式或者V型輥道輸送的方式。針對大范圍的直縫埋弧焊管產品規格,提出了最新的出料控制方式,該方案設備簡單,投資較少,裝置運行安全可靠,實用性很強。
在焊管生產線中,鋼管出料的控制作為全線生產工藝過程的最后一道工序,其好壞直接影響到整條生產線的節奏和效率。目前國內大多數的焊管生產線中,考慮到設備成本,鋼管出料普遍采用斜臺架滾動的形式或者V型輥道輸送的方式。
近年來,隨著國內輸油氣管線工程[1-2]的推進,市場對優質、高鋼級直縫埋弧焊管的需求越來越多(見表1)。從已經投入使用的幾條油氣管線用管情況比較來看,國內制管行業在高端及海洋管產品方面還有很大的發展空間。已經建成和計劃新建的直縫埋弧焊管生產線[3],都對鋼管產品規格進行了調整,調整后的鋼管產品覆蓋范圍都比較廣,管徑趨于大型化[4]、厚壁、高鋼級[5],鋼管最長長度也由原來的12.5 m增加到18.4 m,因此,對生產線中最終的鋼管出料方式也提出了較高的要求。

表1 X70管線直縫管國產化情況
1 以往出料方式的弊端
以往傳統制管線的出料方式,大多采用翻管器加斜臺架的方式,或者V型輥道輸送的方式,這兩種出料方式都有比較明顯的弊端。
1.1 翻管器加斜臺架出料方式
設備投入比較簡單,資金投入少,很多制管企業采用此種方式。翻管器將成品鋼管從V型輸送輥道上舉升、翻轉后放置在斜臺架上,斜臺架有一定的傾斜角度,鋼管在斜臺架上利用自重偏心產生滾動力矩,沿著斜臺架無需動力驅動而自行滾動。當鋼管規格較小時,此出料方式還可以使用,當鋼管規格提升、鋼管自重變大時,斜臺架的出料方式就會出現問題。
首先,斜臺架的傾斜角度選擇是個難點,無法適應大范圍的鋼管產品,如果傾斜角度選擇較小,小管徑鋼管滾動阻力大,無法保證每根鋼管順利滾到臺架末端位置;如果傾斜角度選擇較大,小管徑鋼管滾動問題解決了,大管徑鋼管的滾動速度就會太快,操作起來很不安全。
其次,為了在斜臺架上多儲存鋼管,斜臺架一般會較長,為滿足鋼管能順利滾動,制管企業斜臺架角度[7]一般均選擇較大,此時無法克服鋼管在滾動時的相互沖擊力,不僅噪聲大,而且存在安全隱患,鋼管表面可能因撞擊而損傷。如果為防止鋼管撞擊嚴重,減小撞擊力,就得縮短斜臺架長度,這樣臺架上儲存的鋼管數量又會減少,增加倒料頻次,失去斜臺架儲料的經濟性。
1.2 V型輥道輸送出料方式
此種方式要求橫移車和V型輥道結合,設備的整體投入較多、成本較高。因為輥道傳輸,沒有儲料功能,需要料場天車隨時將出管吊走,吊車會實時占用,所以較少企業使用此種出料方式。
2 新建生產線概述
北鋼管業的JCOE埋弧直縫焊管生產線設計能力為年產25萬t各種規格鋼管,其中直徑規格范圍為:406~1 626 mm;長度范圍為:9~18.5 m;壁厚范圍為:6~65 mm;鋼管單根最輕為850 kg,最重鋼管為46 t。通過對現有制管企業出料方式的對比總結,決定采用一種鋼管出料控制的新方法。
3 出料控制新方法
3.1 設備的組成
直縫埋弧焊管出料控制新方法涉及設備包括鋼管橫移車、橫移車導軌、1.5°斜臺架、直線輥道、激光測距傳感器[8-9]。其中,直線輥道用于鋼管的縱向輸送,在橫移車接料工位與橫移車導軌交叉;橫移車用于鋼管的橫向輸送,橫移車通過PLC程序[10-11]進行控制,可在橫移車導軌上進行往復行走,并可通過自身液壓舉升裝置[12]將鋼管升起和落下;斜臺架固定在基礎上,鋼管能在上面滾動,用于儲存鋼管;激光測距傳感器為長距離激光測距傳感器,用于檢測物料的位置,并將檢測的數據傳送給橫移車電控系統PLC,通過程序運算,計算出橫移車運輸鋼管需要行走的距離,從而將鋼管依次傳輸到斜臺架上,完成鋼管的出料。
控制系統選用Siemens公司的S7-300(CPU 315-2DP)系列的PLC控制器,該PLC具有PROFBUS-DP接口,能滿足現場高速數據傳輸的需要,同時,CPU315-2DP運算速度快、存儲量大,系統信息的采集、分析和傳送能夠可靠、準確地進行。
3.2 控制方法的實現
V型直線輥道將車間生產檢驗合格后的鋼管輸送出來,當鋼管傳輸到橫移車接料工位停穩后,橫移車已經在接料工位等待,橫移車液壓舉升裝置啟動,將鋼管舉起,與此同時,激光測距傳感器開始工作,檢測出斜臺架上最后一根鋼管距離傳感器的距離d。通過距離d和斜臺架角度1.5°,可計算出激光測距傳感器安裝位置到上一根鋼管激光測距點的垂直距離D:
D=dcos1.5 (1)式中:d為斜臺架上最后一根鋼管距離傳感器的距離,mm。
激光測距傳感器安裝在斜臺架端部,其發出的激光束平行斜臺架,與臺架距離為60 mm,可以理論計算出當斜臺架上放置本生產線最大鋼管規格φ1 626 mm時,上一根已經存放的鋼管激光測定點與下一根擬存放鋼管的最外端之間的垂直距離OP:其中:最大規格鋼管直徑為1 626 mm;最大規格鋼管半徑為813 mm;激光束與斜臺架距離為60 mm。

從而可以設定橫移車從起始點(鋼管接料工位)M點到鋼管擬存放位置需要行走的距離K:
K=D+L-1.5×2 132 (2)
式中:L為橫移車接料工位與鋼管激光測距傳感器安裝位置間的直線距離,mm;1.5為安全因數。
其中,1.5×2132=3198mm為最大管徑1 626的鋼管沿1.5°斜臺架滾下的安全距離。因為是以最大管徑進行的安全距離設定,所以比其小的所有鋼管規格都不會有干涉碰撞的現象發生,如圖1所示。
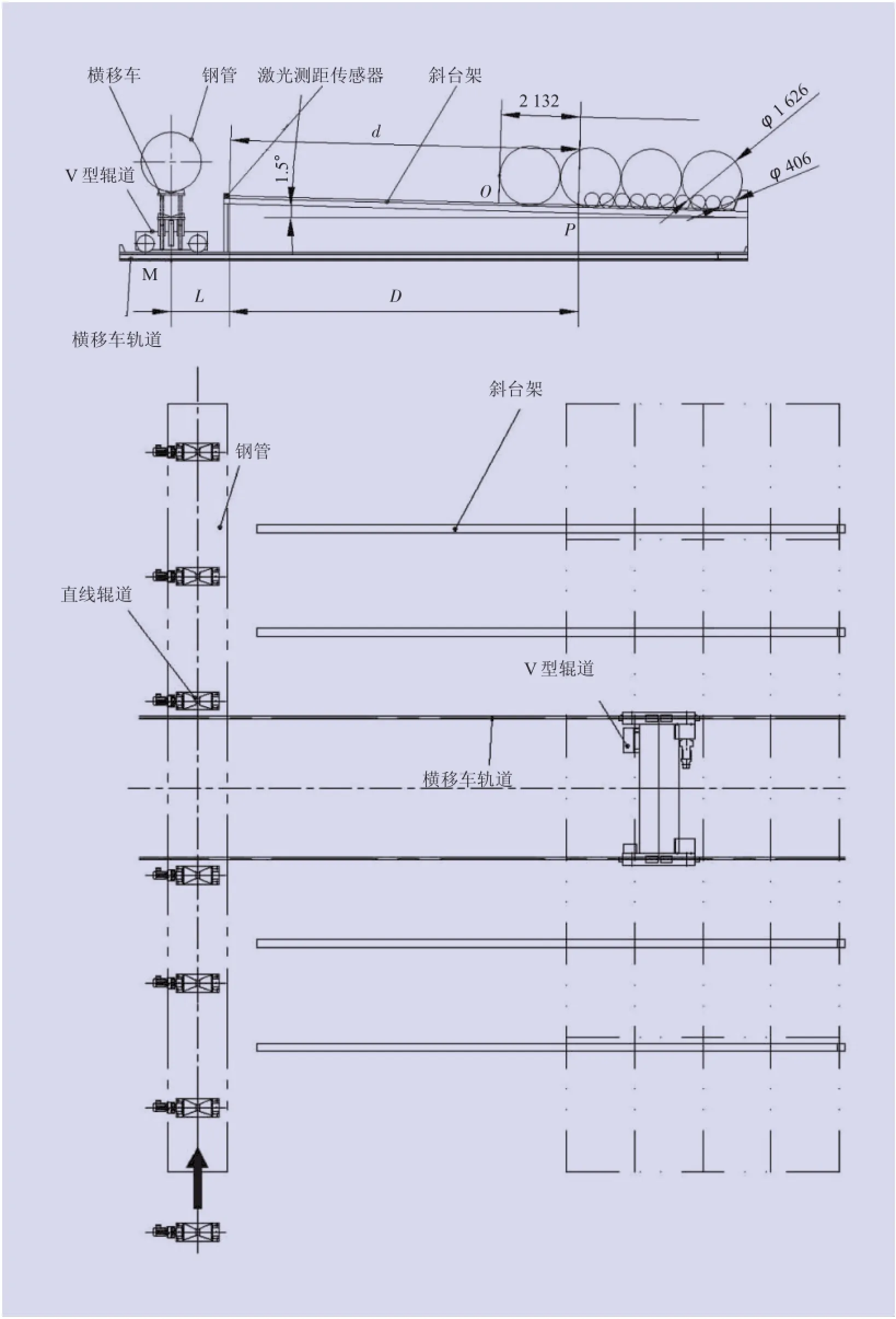
圖1 出料控制計算示意圖
激光測距傳感器將測定值傳輸給控制系統PLC進行運算,PLC對橫移車發出指令,橫移車托舉鋼管開始沿導軌橫向移動,其移動的距離通過車載測距編碼器實時反饋給PLC系統,當橫移車移動的距離與激光測距傳感器測定值一致時,橫移車即走到了PLC設定的位置,橫移車停止;橫移車液壓舉升裝置將運輸的鋼管落到斜臺架上,該鋼管沿斜臺架向下滾動,直至與前一根鋼管挨上停止;而后橫移車沿導軌返回到接料工位停止,一根鋼管的出料過程結束。
后續需要出料的鋼管重復上述過程,從而完成全部鋼管的出料,直至斜臺架堆滿。料場天車將斜臺架上的鋼管統一轉運走后,又可以重復上述過程進行鋼管的出料。
4 結論
筆者針對鋼管出料的方法,提出了一種新的方案,目前在一家制管企業投入使用,效果很好,具有以下的優點。
(1)本出料控制方法特別適用于鋼管產品規格范圍廣、質量和跨距大的生產線。
(2)采用出料控制新方法與其它出管方式相比較,設備簡單,整體質量小,一次資金投入量較少。
(3)可以有效地避免質量大鋼管間相互撞擊的問題。
(4)斜臺架上的鋼管是一根挨著一根排布,所以能更多地儲存鋼管。
(5)采用本出料控制新方法后,設備整體運行安全、穩定、可靠,可以實現無人操作,設備維護量小,企業運行成本較低,適用性強。
[1]李鶴林.油氣輸送鋼管的發展動向與展望 [J].焊管,2004,27(6):1-11.
[2]黃志潛.以西氣東輸工程的成功經驗推動我國輸氣管道的技術進步[J].焊管,2004,27(5):1-8.
[3]李延豐,孫奇.JCOE直縫埋弧焊鋼管生產線的研發和應用[J].焊管,2004,27(6):48-53.
[4]嚴圣祥,鐘倩霞.我國應發展大口徑直縫焊管技術[J].鋼鐵,2001(5):73-76.
[5]莊傳晶,馮耀榮,霍春勇,等.國內X80級管線鋼的發展及今后的研究方向[J].焊管,2005,28(2):10-14.
[6]聞邦椿.機械設計手冊[M].北京:機械工業出版社,2010.
[7]方宏明.機械設計、制造常用數據及標準規范實用手冊[M].北京:當代中國音像出版社,2004.
[8]宮淑貞,王冬青,徐世許.可編程序控制器原理及應用[M].北京:人民郵電出版社,2002.
[9]程周.可編程控制器技術與應用[M].北京:電子工業出版社,2005.
[10]張功銘.新型傳感器及傳感器檢測新技術[M].北京:中國計量出版社,2006.
[11]王元慶.新型傳感器原理及應用[M].北京:機械工業出版社,2002.
[12]毛好喜.液壓與氣動技術 [M].北京:人民郵電出版社,2009:94-136.
Most domestic welded pipe production lines commonlyuse slopingskid or V-type roller toconvey the steel pipes.Aim at a wide range of specifications of LSAW pipe products,a newdischarge control mode was proposed here.This program features simple in equipment with less investment,safe and reliable in operation but very practical.
直縫焊管;橫移車;激光測距傳感器;斜臺架
LSAW;Traversing Car;Laser Distance Sensor;Sloping Skid
TG142
B
1672-0555(2015)04-048-04
2015年7月
李鋼(1969-),男,碩士研究生,工程師,主要從事直縫埋弧焊管生產工藝與設備維護工作