基于結構光視覺的大型鍛件尺寸測量系統研究與應用
2015-09-02 07:02:47馬賀賀上海電氣集團股份有限公司中央研究院上海200070
裝備機械 2015年4期
□馬賀賀上海電氣集團股份有限公司 中央研究院 上海 200070
基于結構光視覺的大型鍛件尺寸測量系統研究與應用
□馬賀賀
上海電氣集團股份有限公司 中央研究院 上海 200070
針對大型鍛件生產過程中尺寸獲取困難的問題,提出一種運用線結構光的機器視覺測量系統。獲取被測鍛件表面測點的三維坐標后,實現大鍛件關鍵尺寸參數的測量。最后通過實驗驗證與結果分析證明了該系統的有效性。
隨著工業智能化水平的不斷提高,機器視覺技術憑借其持續性強、可靠性高、非接觸等優勢在汽車和電子等行業的流水線生產過程中得到了廣泛應用。但在傳統的大型設備制造企業中,仍存在生產方式老舊、過程自動化程度低等問題。生產過程的升級改造需求非常迫切,如何利用機器視覺等先進技術的優勢來實現智能制造,具有重要的現實意義。
諸如核電站堆內成套鍛件、發電轉子設備、船用曲軸等重大設備加工制造過程中,大型鍛件作為基礎件發揮著至關重要的作用。在鍛件生產過程中,尺寸測量是其中非常關鍵的一個環節,及時提供當前鍛件的準確尺寸,能夠有效降低鍛件的廢品率,降低終鍛尺寸不合格的風險,從而大幅降低能源消耗與資源浪費[1-3]。但受到客觀生產環境以及鍛件鍛壓工藝的限制,目前如何有效獲取精確的鍛件尺寸仍然是一個技術難題。這一問題引起了各大重型機器廠以及國內外專家學者的關注,通過激光測量、視覺測量等方式尋求突破,已取得了一定的成果[4-8]。
筆者針對大型鍛件鍛壓生產過程中無法獲取精確尺寸信息的問題,提出了一種利用結構光視覺的非接觸式大型鍛件尺寸測量系統。該系統利用線結構光作為光源投射到被測鍛件表面,同時利用高分辨率線陣相機獲取受到工件形狀調制之后的線結構光圖像數據,利用高速FPGA(Field-Programmable GateArray)實現亮點數據的預處理,進而結合系統標定過程中獲取的相關相機參數與結構光參數進行工件表面測點的三維坐標解算。獲取工件點云數據后,進行工件測量模型分析,提取其關鍵尺寸。通過這種非接觸、遠距離的方式,實現鍛件鍛壓過程中的關鍵尺寸精確計算,從而實現對鍛壓過程的精細化分析。
1 基于結構光的大型鍛件三維尺寸測量系統設計
大型鍛件尺寸測量系統采用機器視覺方法,測量過程中在被測工件上投射一條垂直線結構光,受到工件形狀的影響,在不同的工件表面上將形成不同形狀的光條。同時利用分辨率較高、幀頻較高的線陣相機,通過水平拍攝的方式進行圖像采集,一次拍攝獲取工件表面上一個測量點的亮點像素位置。系統利用相機云臺帶動線陣相機進行俯仰掃描,激光器云臺帶動線結構光水平掃描的方式,完成對被測工件表面從點到線、再由線到面的整體測點。主要測量原理是利用相機提取被測亮點的像素位置,利用結構光提供被測對象的深度信息,結合光學三角法原理以及標定的相機和結構光相關參數,經過圖像坐標系、相機坐標系、世界坐標系的坐標變換,利用被測點的亮點像素位置、相機俯仰角度、結構光偏轉角度等信息,解算出其在世界坐標系下的物理三維坐標。在獲取工件表面上的測點之后,通過對點云數據的濾波處理、特征提取等操作,提取出被測工件的關鍵尺寸信息,如圖1所示。
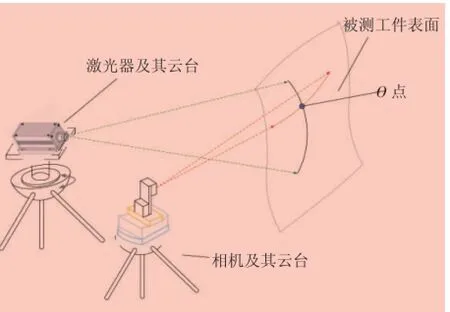
圖1 基于結構光視覺的大型鍛件尺寸測量方法
系統完整的測量過程步驟如下。
(1)線結構光按照垂直于地面的方式投射到被測工件表面,形成在當前結構光偏轉角度下的光條L1,高分辨率線陣CCD相機水平拍攝,獲取相交亮點P1的像素位置。
(2)相機云臺帶動線陣相機進行一次俯仰掃描,在掃描過程中,FPGA依據云臺控制器發出的脈沖信號來進行圖像采集,獲取整個光條L1下的多個亮點。云臺控制器的外發脈沖按照固定的相機云臺轉動角度間隔來發送,因此可以根據脈沖個數以及相機云臺起始角度等信息,獲取這些亮點分別對應的相機偏轉角度。
(3)激光器云臺帶動線結構光偏轉一定角度,得到被測工件表面上新的光條L2。
(4)相機在相機云臺的帶動下反向掃描,重復步驟(2),獲取光條L2上的多個亮點像素位置。
(5)相機不停進行俯仰掃描,激光器進行水平掃描,并重復上述圖像采集過程,直至完成被測工件的整體掃描。
2 基于結構光的大型鍛件三維尺寸測量系統構成
整個系統主要包括圖像采集與處理子系統、相機云臺與激光器云臺運動控制子系統、三維坐標解算與尺寸提取模塊、上位機軟件部分(如圖2所示)。
(1)運動控制子系統。為了在測量精度方面盡可能提升系統的應用效果,系統采用高分辨率的線陣相機配合掃描運動的方式來實現被測工件的整體測量工作,同時在測點三維坐標解算的過程中,需要利用相機的俯仰角度以及結構光的水平偏轉角度,因此高效且角度定位精確的云臺機構是整個測量系統的基礎硬件,也是關鍵部分。在系統實現過程中,滿足相機俯仰掃描運動以及激光器水平掃描運動的同時,考慮到某些軸類鍛件可能尺寸較大,超出相機視野范圍的情況,因此在相機掃描中增加了水平旋轉的一維自由度。按照系統測試過程中的運動需求,設計相機云臺實物如圖3所示,激光器云臺實物如圖4所示。所選運動轉臺及控制器具體參數見表1。
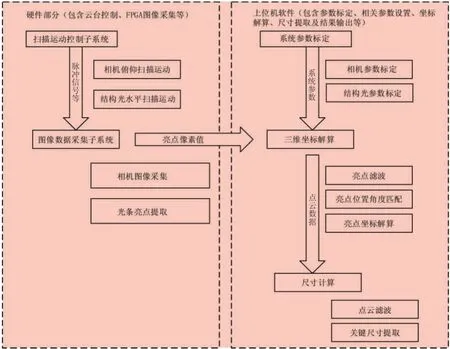
圖2 基于結構光的大型鍛件三維尺寸測量系統構成
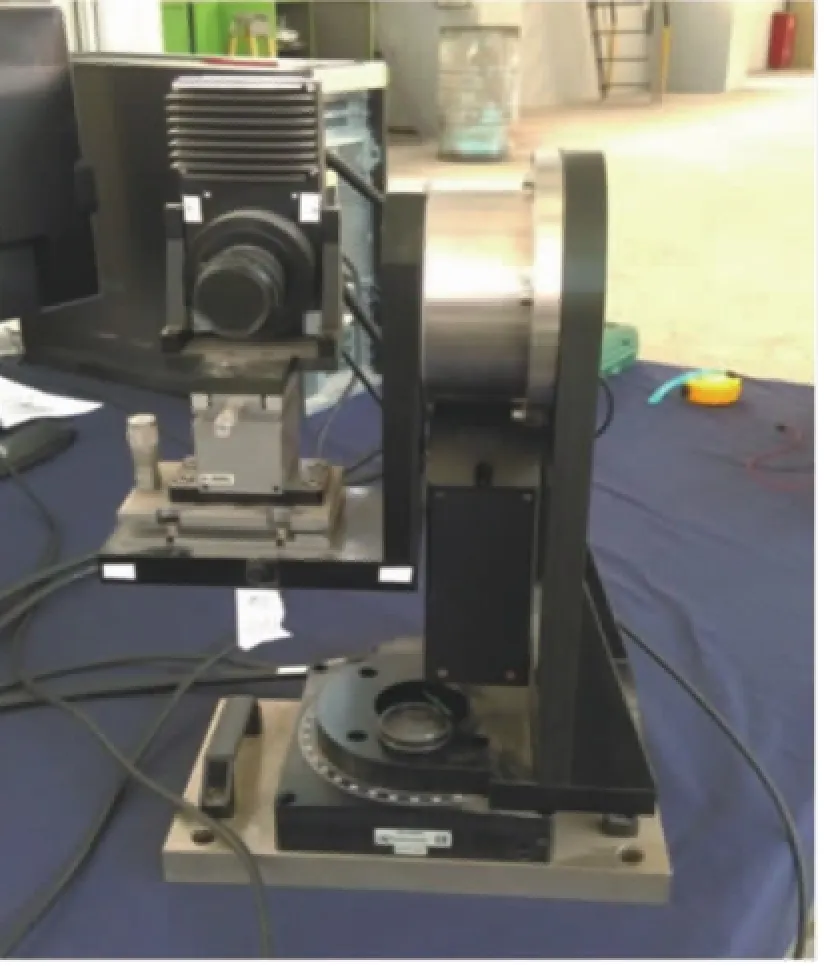
圖3 相機云臺(含相機)實物

圖4 激光器(含激光器電源)云臺實物
(2)圖像采集與處理系統。圖像采集與處理系統由線陣相機、鏡頭、濾光片、激光器、FPGA圖像采集卡并配合FPGA圖像數據預處理程序等構成,完成被測工件表面亮點像素位置的提取工作。按5 m左右的工作距離進行評估,結合鍛壓車間的空間尺寸、壓機尺寸等因素,以及實際測量過程中的工件特性,選用分辨率為8 192的線陣CCD相機作為圖像傳感器,像元尺寸7 μm,經過計算,被測對象在5 m處成像時,每一個像素可表示0.58 mm的實際物理尺寸,同時配以最大視場角為60°的Macro 60 mm(宏觀60 mm)鏡頭組。選用透光范圍為540±40 nm的窄帶濾光片,可以有效過濾綠色光以外的其它干擾光線。定制波長為532 nm、功率為1 W、扇角為60°、光線與地面垂直度為90±0.3°、在5 m處投射線寬<2 mm的線結構光的高穩定性激光器。由于掃描速度較快,短時間內會產生較多的圖像數據,因此系統可利用FPGA的可編程能力,在底層對采集到的圖像數據進行亮點提取,僅將一行圖像內被認為是亮點的圖像數據傳送給上位機進行后續處理,由此大大降低了數據傳輸的負擔,提高了系統的整體效率。
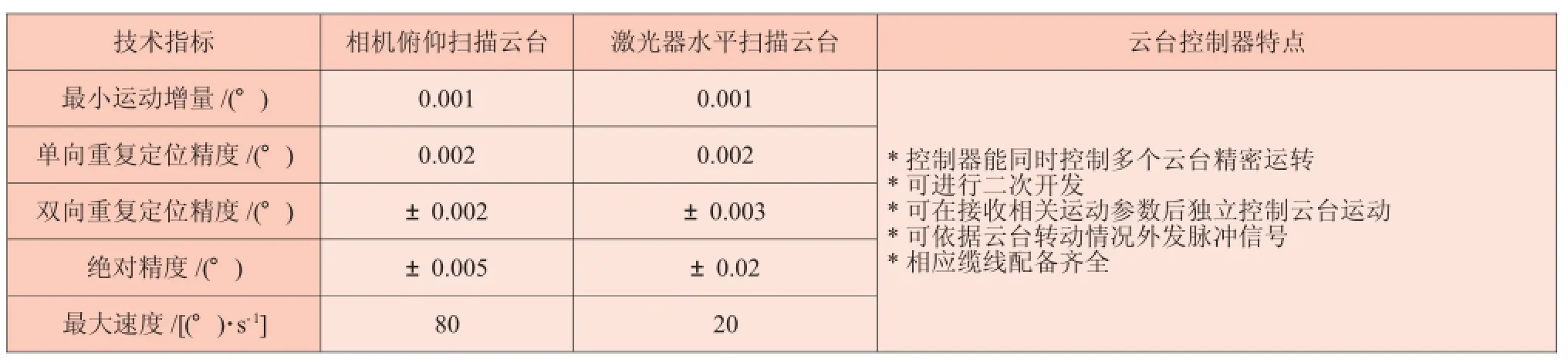
表1 基于結構光的大型鍛件三維尺寸測量系統電動轉臺參數
3 實際應用與分析
由于視覺測量方法僅能對被測對象處于相機視野內的一側展開測量,為了解決視場遮擋的問題,采用兩套視覺測量系統交叉測量的方式,從左右兩側同時測量,獲取被測對象的表面點三維坐標。在兩套系統同時測量開始之前,利用全站儀首先標定第一套系統的相機和結構光參數,然后利用全站儀搬站后坐標系不變的功能,在搬站后對第二套系統的相關參數進行標定,從而實現兩套系統測量點的三維坐標解算結果處于同一個世界坐標系下。在測量過程中,對3段臺階軸類工件展開測量實驗,并重點對其直徑進行測試,以驗證本系統的有效性,臺階軸3段直徑實際值分別為400mm、1000mm、700mm。經過系統參數標定后,兩套系統參數見表2。
通過掃描并解算得到工件表面測點三維坐標,經過濾波刪除雜散點后得到被測對象點云情況,如圖5所示。由于測量過程中兩套測量系統分別處于被測工件兩側,兩側系統所測工件在XY平面內的邊緣總能夠處于測量視野范圍內,因此對兩套系統所測得點云數據進行XY平面內的投影,并選取邊緣點可以得到被測工件的輪廓,如圖6所示。從圖中可以發現,利用相鄰邊緣點的連線斜率可以有效地確認臺階軸不同臺階的邊緣。同時由于所獲取的點云數據按照不同的結構光角度在水平掃描過程中順序排列,因此可依照XY投影面內輪廓點分別所屬的結構光角度,將所有的點云數據進行劃分,獲得不同臺階的點云數據,結果如圖7所示。通過判斷同一臺階內兩套系統所測數據哪個在XY投影面內邊緣點較多,即判斷哪一側掃描的結構光條數較多,進一步用較多一側的邊緣點擬合直線作為當前臺階的邊緣線,用較少的一側數據到該直線的距離平均值作為當前臺階的直徑。利用上面擬合好的直線,通過點與垂足之間的中點作為軸線上的點,再擬合出中軸線,結果如圖8所示。
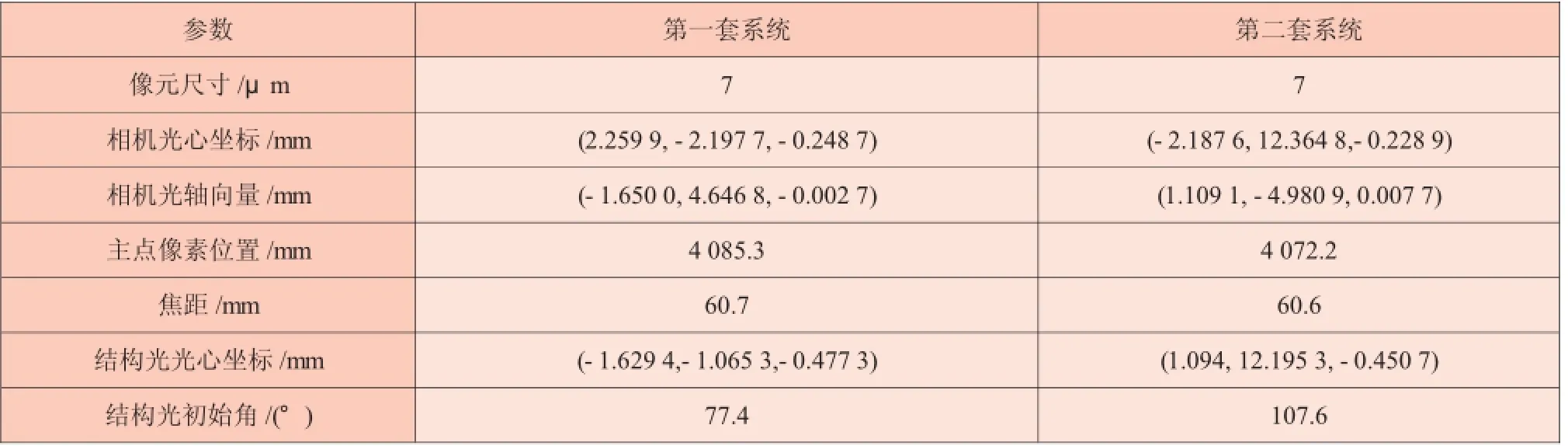
表2 標定完成后兩套系統的相機參數及結構光參數
按照上述方式對該臺階軸類工件進行3次測量,通過改變臺階的夾持位置,改變被測工件的姿態來詳細分析筆者所提測量系統的有效性。具體直徑計算結果見表3。從表中可以看出,對于直徑為1 000 mm的中間臺階以及直徑為700 mm的臺階,由于其本身長度相對較長,在測量過程中能夠有較多的結構光條數掃描到這兩個臺階上,因此,其直徑計算結果較為理想,誤差最大僅為3.3 mm,其余誤差均小于2 mm。而直徑為400 mm的臺階,可以發現其3種姿態下的誤差,結果差別比其它兩個臺階大。通過仔細對比3種姿態下的結構光掃描情況可以發現,直徑為400 mm的臺階(3個臺階中最短的臺階),在掃描過程中比如姿態三的情況下,中間較粗的臺階會對臺階一造成一定遮擋,從而導致臺階以上的測點較少,在這種情況下所獲取的點云數據不足以表征當前對象的一些具體尺寸特征,這也是在姿態三下測量誤差較大的原因。因此,測量過程中在工件遮擋情況不嚴重的情況下,通過測量系統獲取的工件表面測點的三維坐標,能夠有效地反映被測對象的基本特征,此時獲取的直徑尺寸誤差較小,能夠滿足測量要求。
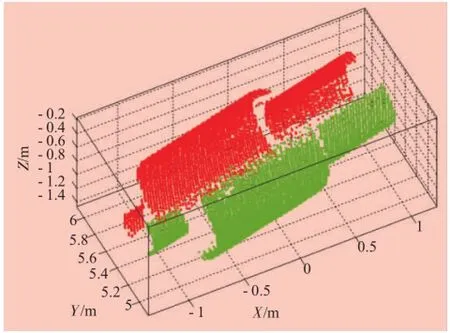
圖5 被測對象點云結果
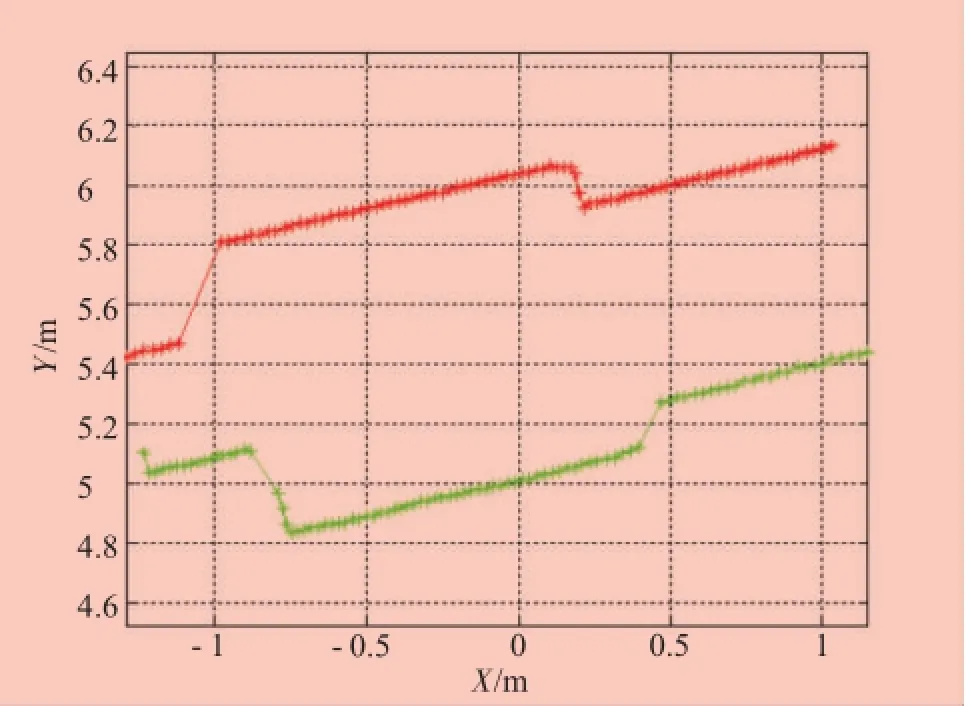
圖6 被測對象XY平面內投影后的輪廓圖
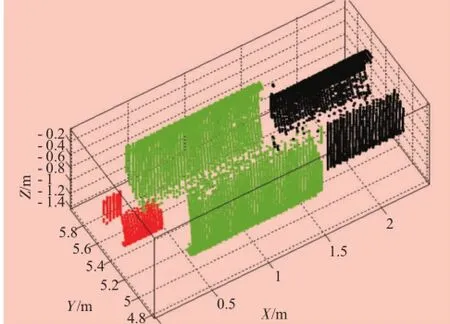
圖7 劃分不同臺階后的點云數據結果

圖8 臺階軸線擬合結果

表3 被測對象不同姿態下的直徑測量結果 mm
4 結論
通過一些新的技術手段來實現對傳統工業生產方式的智能化升級是一步步實現智能制造的必經之路,這也是大企業通過開展技術升級提高生產效率,提高自身競爭力的重要途徑。筆者針對大型鍛件生產過程中尺寸獲取較為困難的現狀,研發設計一種基于結構光視覺的非接觸式測量系統,通過將鍛件的三維坐標解算,獲取鍛件的三維點云數據并構建出精度較高的鍛件實際形狀,最后通過具體實驗驗證了其有效性。筆者提出的測量系統可以有效降低大型鍛件生產過程中的能源損耗,從而降低生產成本,同時鍛件表面點云數據的獲取,也為后續系統的擴展應用打下了良好的基礎。但由于鍛件種類的多樣性以及鍛件生產環境的復雜性,更為完善的鍛件測量系統仍然需要在已獲取鍛件表面測點的點云數據基礎上,進行相關的模型構建與分析。
[1]劉海瀾,張玉存,付獻斌.基于綠激光器的大型鍛件外形尺寸在線測量[J].大型鑄鍛件,2012(1):32-34,36.
[2]杜月陽,杜正春.一種高溫大型鍛件的快速現場測量方法及實驗[J].塑性工程學報,2011,18(5):19-23.
[3]代杰,趙現朝,劉仁強.基于激光掃描的大鍛件三維尺寸測量[J].機械設計與研究,2011,27(3):82-85.
[4]張玉存,付獻斌,白旭東.一種大型鍛件外形尺寸在線測量新方法[J].計量學報,2010,31(5):421-425.
[5]Tian Z,Gao F,Jin Z L,et al.Dimension Measurement of Hot Large Forgings with a Novel Time-of-flight System [J].The Internation Journd of Advanced Manufacturing Technology 2009,44(1-2):125-132.
[6]Xu Y,Zhao X,Tian Z.Large Forging Dimension Measurement Using the Method of Laser Ranging[J].Machine Design&Research,2008(6):30.
[7]Wang J,Qiu Z,Li J.Experimental Research on Dimensional Measurement of Hot Parts Based on CCD [C].China:In Society of Photo-optical Instrumentation Engineers(SPIE)Conference Series,Chian:2008.
[8]聶紹珉,唐景林,郭寶鋒,等.基于CCD的大型鍛件尺寸測量研究[J].塑性工程學報,2005,12(Z1):85-88.
Aiming at the difficulties involving dimensional metrology of large forgings during production process,a machine vision measurement systemby using of line structured light was proposed.After acquiring the three-dimensional coordinates of the measuring point on the measured forging surface,it was available to measure critical dimension parameters of large forgings.Finally,the effectiveness of the system is proven by experimental verification and interpretation of the results.
線結構光;機器視覺;鍛件測量;尺寸測量
Line Structured Light;Machine Vision;Forging Measurement;DimensionalMetrology
TG31
A
1672-0555(2015)04-006-06
2015年8月
馬賀賀(1985年~),男,工學博士,工程師,主要從事視覺測量、過程監控和故障檢測領域的相關研究工作
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
哲學評論(2021年2期)2021-08-22 01:53:34
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中華詩詞(2019年7期)2019-11-25 01:43:04
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
影視與戲劇評論(2016年0期)2016-11-23 05:26:01