AP1000核電常規(guī)島焊接低壓轉子軸頭的研制
2015-09-02 05:45:32呂政上海重型機器廠有限公司上海200245
裝備機械 2015年4期
□呂政上海重型機器廠有限公司 上海 200245
AP1000核電常規(guī)島焊接低壓轉子軸頭的研制
□呂政
上海重型機器廠有限公司 上海 200245
為攻克核電常規(guī)島大鍛件制造技術難題,通過對AP1000核電常規(guī)島焊接低壓轉子的典型部件——電機端軸頭進行分析,研究制定了該產品的冶煉、鍛造和熱處理工藝方案,并立項開展了1:1產品試驗件的生產。在試制過程中,克服了制造難點,最終生產出符合規(guī)范要求的試驗件產品。
美國西屋公司AP1000技術是一種先進的“非能動型壓水堆核電技術”,用鈾制成的核燃料在反應堆的設備內發(fā)生裂變而產生大量熱能,再用處于高壓下的水把熱能帶出,在蒸汽發(fā)生器內產生蒸汽,蒸汽推動汽輪機帶著發(fā)電機一起旋轉,電就源源不斷地產生出來,通過電網(wǎng)送到四面八方[1]。
核電常規(guī)島的汽輪機轉子與發(fā)電機轉子是發(fā)電設備的關鍵零件,轉子毛坯制造技術在汽輪機制造領域屬于關鍵技術,目前我國仍處于起步階段。汽輪機轉子按加工或裝配方式可分為整鍛轉子、焊接轉子和套裝轉子。焊接轉子以其結構緊湊、各部件質量相對較輕、易于鍛造、利于保證轉子的內在質量、生產周期較短、材料利用合理等優(yōu)點,應用也比較廣泛[2]。
為推進核電項目中常規(guī)島汽輪機低壓焊接轉子鍛件的國產化生產,提高企業(yè)在核電常規(guī)島鍛件產品的制造能力,上海重型機器廠有限公司對AP1000常規(guī)島汽輪機低壓焊接轉子鍛件的關鍵部件之一——電機端軸頭鍛件開展了試制開發(fā)。
1 AP1000核電常規(guī)島低壓焊接轉子鍛件介紹
1.1 概述
AP1000核電常規(guī)島汽輪機低壓焊接轉子總共包括電機端軸頭、輪盤Ⅰ/Ⅳ、輪盤Ⅱ/Ⅲ以及調閥端軸頭6個部件,如圖1所示。
單根低壓焊接轉子的毛坯交貨質量約為342 t,電機端軸頭鍛件具有圓盤類鍛件的特征,又有5 m長軸的特征,具有其它部件的典型特點,因此選定了電機端軸頭鍛件作為試驗件進行試制。

圖1 AP1000核電常規(guī)島汽輪機低壓焊接轉子
1.2 制造工藝要求
轉子鍛件的冶煉需采用堿性電爐冶煉,采用真空碳脫氧(VCD)工藝進行澆注;鍛造過程需保證有足夠的切除量和足夠的鍛比,確保整體組織均勻;鍛后熱處理時需經(jīng)過至少兩次以上的正、回火處理;調質時需要垂直水淬,達到規(guī)定的使用性能。
1.3 化學成分
核電低壓焊接轉子選用材料為25Cr2Ni2MoV,每爐鋼水進行熔煉分析,分析結果應滿足表1的要求,鍛件成品的氣體含量,應符合表2的要求。

表1 熔煉分析要求 wt%
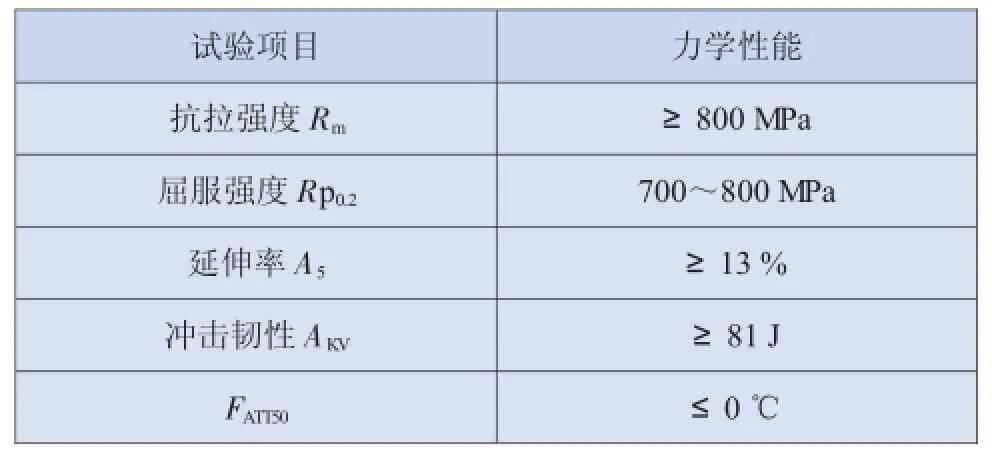
表3 力學性能要求

表2 成品氣體含量要求
1.4 力學性能
鍛件性能熱處理后取切向試樣,結果應滿足表3要求。
2 AP1000核電常規(guī)島低壓焊接轉子電機端軸頭研制
2.1 制造工藝流程
根據(jù)產品技術要求,電機端軸頭的生產制造流程為:冶煉→鑄錠→鍛造→鍛后熱處理→粗加工→性能熱處理→檢驗→半精加工→去應力處理→精加工→檢驗→完工。
檢驗包括成分測試、性能測試、尺寸測量、無損檢測等。
2.2 成分優(yōu)化
為確保通過水冷調質能達到規(guī)范要求的性能,特別是鍛件心部也能轉變?yōu)樨愂象w組織,最大直徑處的韌脆轉變溫度(FATT)達到0℃以下,在產品成分設計上,需要對現(xiàn)有成分范圍進行目標優(yōu)化控制。
首先,嚴格控制P、S、Si、Sn、As、Sb等殘余雜質元素的含量。其次,將可以提高淬透性的Ni、Cr元素控制在上限,增強產品的淬透性;考慮到鍛件的可焊性,雖然C元素可以提高淬透性,但仍將其控制在中限;為保證鍛件具有良好的抗回火脆性,Mo元素控制在標準要求的上限,Mn元素則控制在了中下限。最后,同樣出于保證可焊性的考慮,V元素的含量也進行了適當?shù)目刂啤?/p>
2.3 冶煉控制
根據(jù)電機端軸頭鍛件交貨圖紙,鍛件毛坯的最大外形尺寸為φ2 874 mm×4 979 mm,交貨毛重約65.9 t,通過余量測算,該產品冶煉時所需鋼錠質量為210 t,鋼錠尺寸如圖2所示。
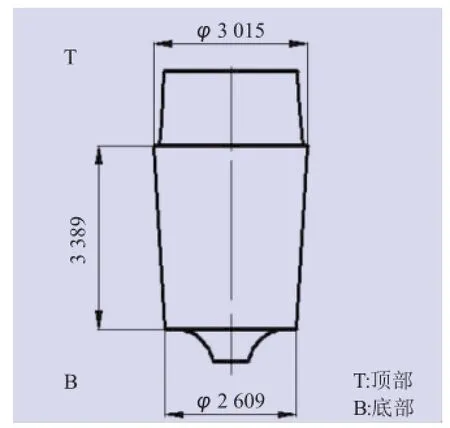
圖2 電機端軸頭鋼錠圖
電機端軸頭鍛件鋼錠的探傷要求很高,特別是焊接區(qū)域,靈敏度當量要求達到了0.5 mm。這么高的鋼錠純凈度要求,對于冶煉過程的工藝方案設計和整個現(xiàn)場操作的控制,都是非常大的挑戰(zhàn)。
冶煉時需要通過優(yōu)選合金、廢鋼等原材料,對接觸鋼液的所有輔具進行打磨烘烤,及時清理扒渣,采用兩包鋼水澆注,優(yōu)選出鋼溫度、澆注速度、氣體保護等澆注參數(shù),明確操作規(guī)范。
通過精心策劃和嚴格實施,鋼錠澆注完成時,最終的熔煉成分符合控制目標要求,探傷也未發(fā)現(xiàn)超標的缺陷。
2.4 鍛造控制
2.4.1 鍛造難點
鋼錠在脫模后,需盡快熱送至鍛造車間進行鍛造成形。軸頭鍛件鍛造的難點如下。
(1)鋼錠尺寸比較大,鍛造過程中極易產生裂紋。
(2)由于法蘭的直徑超過3 m,為了達到好的壓實效果,需要使用較大的鍛比進行墩粗和拔長。在此過程中,由于強大變形抗力,使鍛造開裂的風險成倍增加,裂紋清理的難度也增加。
(3)由于超聲波探傷要求高,成形方案需要有足夠的內應力,使鍛件心部鍛透、壓實,避免鍛件中心在熱處理過程中再結晶為粗大晶粒。
2.4.2 鍛造工藝方案
電機端軸頭鍛件采用165 MN油壓機和120 MN水壓機聯(lián)合鍛造生產,壓實方法采用了“鐓粗+兩次拔長(WHF法)+兩次中心壓實(JTS法)”進行壓實,大法蘭由于直徑超過3 m,采用最后鐓粗成形,鐓粗成形工藝如圖3所示。
2.5 鍛后熱處理
鍛后熱處理的目的是消除鍛造應力,降低鍛件的表面硬度,提高其切削加工性能;同時還要調整與改善鍛件鍛造過程中形成的過熱與粗大組織,細化奧氏體晶粒,提高鍛件的超聲波探傷性能。
對于含Ni、Cr等合金元素較多的高淬透性鋼,由于鍛造冷卻后得到的往往是非平衡組織(貝氏體或馬氏體),而且在重新加熱通過臨界區(qū)時,又不可能獲得較快的加熱速度,容易產生組織遺傳。通過工藝試驗,最終采用二次奧氏體化、三次過冷的鍛后熱處理工藝,如圖4所示。
2.6 性能熱處理
2.6.1 25Cr2Ni2MoV相變參數(shù)的測定
通過對電機端軸頭鍛件進行取樣,測定了25Cr2Ni2MoV的相變參數(shù),測定該材料鋼種的Ac1為735℃、Ac3為826℃。
2.6.2 熱處理參數(shù)的確定和實施
電機端軸頭鍛件由于截面尺寸大、強度高、韌性也高,為達到均勻的組織和性能,對不同位置性能熱處理參數(shù)進行計算機模擬。通過分析各位置的溫度變化曲線,進行小試樣試驗,檢驗小試樣效果,最終確定了性能熱處理工藝參數(shù)。圖5所示是電機端軸頭加熱完成后吊裝出爐的情況。
2.7 電機端軸頭的檢驗
性能熱處理結束后,電機端軸頭關鍵的熱加工坯料制造過程已經(jīng)完成,后續(xù)需對鍛件坯料指定位置的成分、金相組織和力學性能進行檢驗,反饋熱加工效果,評估坯料的質量狀況。
2.7.1 化學成分檢測
對電機軸的5個位置試樣(取樣位置如圖6所示)進行成分檢測,結果見表4。
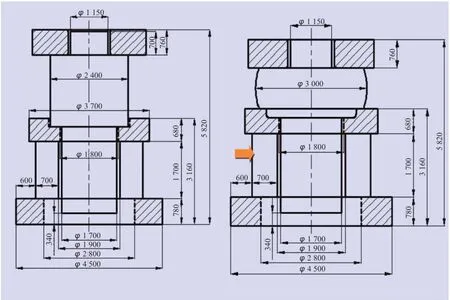
圖3 大法蘭鐓粗成形工藝

圖4 鍛后熱處理工藝

圖5 電機端軸頭出爐淬火
2.7.2 機械性能檢測對電機軸的5個位置試樣(取樣位置如圖6所示)進行性能檢測,結果見表5。
2.7.3 金相檢測對電機軸的5個位置試樣(取樣位置見圖6)進行金相檢測,結果見表6。
2.7.4 無損檢測
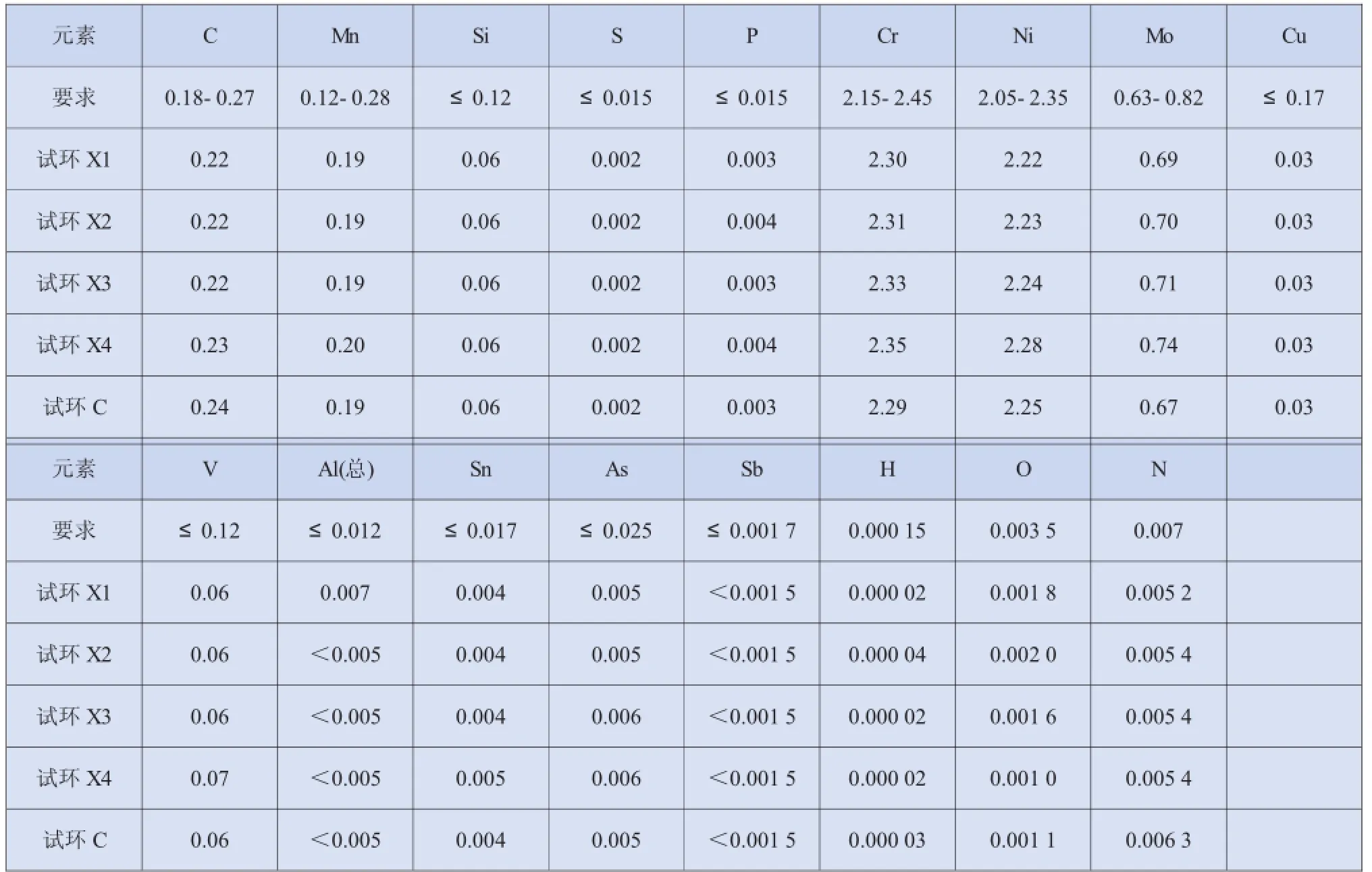
表4 化學成分分析 wt%
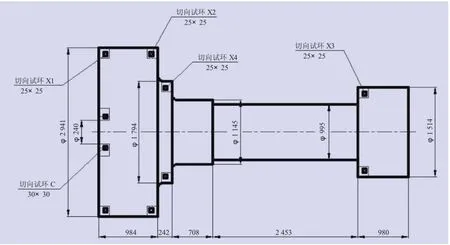
圖6 電機端軸頭理化檢測取樣位置示意圖

表5 機械性能檢測

表6 金相檢測
通過對電機端外圓輪廓采用不同角度探頭進行超聲波檢測,未發(fā)現(xiàn)超標缺陷。由于焊接區(qū)域要精加工完成后方能檢測,此次科研試驗僅粗加工完成,因此僅對焊接區(qū)域通過外部輪廓進行預測和判斷,焊接區(qū)域未發(fā)現(xiàn)超過0.5 mm以上當量的超標缺陷。
2.8 檢驗結果分析
通過表4、表5和表6的數(shù)據(jù)對比,電機端軸頭鍛件毛坯的化學成分、力學性能和金相組織都符合規(guī)范的要求,超聲波檢驗也合格。可以看出,鍛件毛坯的試制取得了成功。但同時也應看到,對于中心位置的試環(huán)C,其性能數(shù)據(jù)特別是FATT50的數(shù)據(jù)有比較明顯的下降,沖擊功AKV的性能也有所降低,晶粒度略有變粗,可以獲知,在直徑3 m大法蘭的中心位置,鍛件的壓實效果還需要進一步改善;與表面相比,其材料潛力還可以進一步挖掘,這也對以后鍛造和熱處理工藝的改進提出了更多的要求。
3 結束語
通過對AP1000常規(guī)島核電焊接低壓轉子電機端軸頭鍛件技術特點的分析,采用成分優(yōu)化控制、冶煉、鍛造和熱處理等關鍵工藝方案的研究和制定,提高了項目參與人員工藝方案設計、模擬和應用能力。
通過電機端軸頭鍛件產品的試制,對特大截面(3 m直徑)的轉子材料25Cr2Ni2MoV成功冶煉、鍛造及熱處理,最終產品的各項檢測都滿足規(guī)范要求,檢驗了現(xiàn)場生產系統(tǒng)有能力完成高標準超純凈核電常規(guī)島轉子產品的制造。
由于成功研制了既有大法蘭、又有長軸特征的電機端軸頭鍛件,為AP1000核電常規(guī)島焊接低壓轉子的其它部件和類似產品的承接生產打下堅實的基礎。
[1]繆鴻興.AP1 000先進核電技術[J].自動化博覽,2009,26 (8):32-35.
[2]張軍.焊接轉子1 000 MW國產核電汽輪機的結構與發(fā)展[J].應用能源技術,2010(10):15-21.
In order tosettle the technical problems involving the manufacturing of large forgings for conventional island of nuclear power,with the analyses of the shaft nose at the motor end-a typical component of welded LP rotor in conventional island of AP1000 nuclear power,a technological plan for smelting,forging and heat treatment was developed and formulated for the product with a project for 1:1 test piece production.In the trial process,the manufacturing difficulties were overcome and finally the produced test piece could meet with all specifications.
AP1000;常規(guī)島;焊接;低壓轉子
AP1000;ConvectionalIsland;Weld;LP Rotor
K474.7+3
B
1672-0555(2015)04-034-06
2015年7月
呂政(1981年-)男,工程碩士,高級工程師,主要從事火電及核電常規(guī)島大型鍛件材料熱處理工藝技術的研究工作
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52