淺談橡膠厚制品硫化時間的影響因素
2015-07-18 11:44:11曾凡偉劉志坡
橡塑技術與裝備 2015年9期
曾凡偉,劉志坡
(中國北車股份有限公司 青島四方車輛研究所有限公司,山東 青島 266031)
淺談橡膠厚制品硫化時間的影響因素
Discuss the inf uence factors of vulcanization time of thick rubber products
曾凡偉,劉志坡
(中國北車股份有限公司 青島四方車輛研究所有限公司,山東 青島 266031)

主要探討了膠料配方、膠料初始溫度、硫化設定溫度、骨架材料及成型方式等因素對橡膠厚制品硫化時間的影響。結果表明:配方中炭黑用量的增加,膠料初始溫度的升高,硫化設定溫度的提高,增加金屬骨架以及采用注射成型等方法都有助于縮短硫化時間,其中,以采用注射成型方式來提高膠料的初始溫度,從而達到縮短硫化時間的方法最為有效。
橡膠厚制品;硫化時間;硫化溫度;膠料初始溫度;成型方式
在橡膠硫化的三要素中,硫化溫度和硫化時間是影響產品性能的最關鍵參數,其中硫化時間又是影響生產效率和生產成本的重要因素之一,在保障產品性能的前提下,提高生產效率,降低生產成本是每個生產企業努力的目標。對大部分橡膠生產企業而言,提高硫化溫度可以大幅縮短硫化時間,這是效率和成本兼得的捷徑,而橡膠厚制品生產企業卻難以享用此法,眾所周知,橡膠厚制品(厚度大于6 mm)硫化時,內外部膠料存在明顯的溫度梯度,導致同一產品不同部位硫化程度的差異,提高硫化溫度后容易導致外部膠料出現硫化返原現象,適合采用低溫長時間硫化,即使提高硫化溫度,也達不到大幅度縮減硫化時間的目的,因此研究影響橡膠厚制品硫化時間的各種因素,尋找縮短硫化時間的合理方法具有重要意義。
1 實驗部分
1.1 原材料
NR,RSS NO.1,海南天然橡膠產業集團股份有限公司產品;炭黑,N330、N774,青島德固賽化學有限公司產品;加工助劑、防老劑以及硫化劑均為萊茵化學(青島)有限公司產品;其他配合劑均為市售工業級產品。
1.2 基本配方
NR,100(質量份,下同);活化劑(氧化鋅、硬脂酸),2~5;加工助劑(萊茵蠟Antilux 654、分散劑Atflow L-18),2~5;防老劑(防老劑4020、防老劑RD),1~10;炭黑(N330、N774),10~70;硫化劑(促進劑DM、促進劑 CZ、硫磺),1~5。
1.3 主要儀器和設備
開煉機,X(S)K-160,上海雙翼橡塑機械有限公司;無轉子硫化儀,GT-M2000-A,臺灣高鐵科技股份有限公司;電熱式平板硫化機,型號YM-I200,無錫陽明橡膠機械有限公司;熱電偶測溫儀,華南理工大學制造。
1.4 實驗裝置
實驗模具如圖1所示,分為上模、中模和下模三部分,模具型腔的尺寸為:長120 mm、寬60 mm、高50 mm,實驗時將實驗模具放置到硫化設備熱板中間加壓。中模左右兩側各留有一個測溫孔,導線經測溫孔由外界進入模具型腔內部,導線末端連接有熱電偶,另一端與測溫儀連接,與測溫儀相連的電腦讀取并記錄熱電偶實時所測溫度。
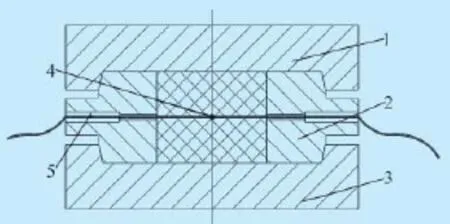
1—上模;2—中模(兩瓣式);3—下模;4—熱電偶埋置位置;5—導線圖1 實驗模具及測溫點位置示意圖
1.5 試驗方法
將所用膠料裁成長120 mm、寬60 mm、厚5 mm的膠片,并稱量重量取400 g膠料,實驗時,將模具預先預熱到實驗溫度保持至溫度恒定,打開模具將膠片一片片放入模具內,并將熱電偶固定到膠料的中心部位,為保證測溫的準確性,經兩個測溫孔在同一位置埋置2個熱電偶,相互比對是否出現異常,將模具放置到平板硫化設備上加壓硫化,同時打開測溫儀進行測溫,測溫儀每隔5 s讀取一次溫度值,硫化時間設定為3 600 s,可獲得720組(時間、溫度)數據。硫化測溫結束后,將產品解剖,觀察熱電偶的實際位置,偏離中心點上、下或左、右±5 mm時,需進行重新測試。
2 實驗結果與討論
溫度是橡膠發生硫化反應的前提條件,溫度對硫化反應的速度以及產品最終的性能都有極大影響,橡膠厚制品硫化時,由于橡膠是熱的不良導體,導致產品的內外部溫度差距較大,不同部位、不同時間下,溫度各不相同,硫化程度的差異明顯,特別是內部膠料屬于溫度分布場的低谷,膠料進入模具后內部溫度緩慢上升,屬于典型的變溫硫化[1~2],而我們最關注的就是產品中心部位的硫化程度,因為該部位最晚達到正硫化,但該部位硫化溫度不恒定,給硫化時間的確定帶來了很大難度。通常厚制品硫化時間的確定應該以內部膠料達到正硫化所需的時間為準,該時間通常大于薄制品所采用的工藝正硫化時間,需要加上一個滯后時間,此外考慮到厚制品出模后,室溫下自然冷卻的過程中,降溫緩慢,具有明顯的后硫化效應,應該綜合考慮減去一個適當“等效后硫化時間”,為表述的方便,定義如下計算公式:厚制品硫化時間=膠料正硫化時間+滯后時間-等效后硫化時間。
當硫化溫度確定時,對同一配方膠料而言,其正硫化時間為一個定值,同樣膠料硫化出模后其緩慢冷卻的等效后硫化時間也幾乎是一個定值,在影響厚制品硫化時間的諸多因素中,大部分屬于滯后時間部分。
2.1 膠料配方的影響
滯后時間與膠料的導熱系數有關,這與橡膠配方中應用的各組份材料有關,橡膠生膠本身的導熱系數是很低的,硫化劑、促進劑用量較少,其對膠料導熱系數幾乎沒影響,補強劑、填充劑等填料的導熱系數通常都高于橡膠,因此膠料的導熱系數與含膠率有很大關系,含膠率越高導熱系數就越低,反之,在含膠率低的情況下,通常填料的含量高會提高膠料的導熱系數,特別是與炭黑的用量有很大關系,因為在諸多橡膠常用的填料中,炭黑的導熱系數幾乎是最高的。由圖2可以清楚地看出,炭黑填充量較高的膠料熱傳遞較快,在升溫階段,相同的硫化時間內,炭黑填充量越大,膠料中心部位的溫度越高,由此可以斷定,在同一硫化溫度下,炭黑填充量較高的配方,硫化速度較快,滯后時間較短,從而制品硫化時間較短。

圖2 配方中炭黑用量對膠料中心部位溫度變化的影響
2.2 膠料初始溫度的影響
提高膠料初始溫度,可以減少對熱量傳遞總量的需求,直接從較高的溫度開始升溫硫化,這相對于膠料從室溫開始加熱硫化需要的硫化時間明顯減少。如圖3所示,將膠料的初始溫度分別預熱至40℃和60℃,進行硫化實驗,由(a)溫度隨時間的變化曲線可以看出:硫化過程中初始溫度較高的膠料,其溫度始終處于較高的位置,但隨著時間的延長兩者之間的溫度差越來越小,到最后達到溫度恒定的時間也相差不大;由(b)硫化強度隨時間的變化曲線可以明顯看出:在相同的硫化時間內,初始溫度較高的膠料硫化強度曲線下面的積分面積較大,即膠料獲得的硫化效應更大,由此可以判斷,初始溫度較高的膠料硫化速度較快,滯后時間較短,從而制品硫化時間較短。據此我們可以提高膠料初始溫度,以達到縮短硫化時間的目的。
由圖3還可以明顯看出,針對該實驗產品而言,1 200 s之前產品中心部位膠料的溫度大都在100℃以下,膠料的硫化強度極低,幾乎沒有產生硫化效應,由此可以推測,如果將膠料的初始溫度預熱到100℃再裝模硫化,則整個硫化時間至少可以節約1 200 s,這可以大大提高硫化效率。

圖3 膠料初始溫度對溫度傳遞速率的影響(炭黑用量50份)
2.3 硫化設定溫度的影響
同一配方膠料于相同的初始溫度下,如圖4所示,在不同的硫化溫度下硫化時,便會產生不同的溫差(模具溫度與膠料初始溫度的差值),由于溫差是熱傳遞的前提條件,溫差越大熱傳遞的動力越大,溫度上升的速率就越大,硫化溫度較高的情況下,溫差較大,溫度由外向膠料中心部位傳遞的速度越快,中心部位膠料的溫度升高速度也就越快,同理可知:膠料硫化速度較快,滯后時間較短,從而制品硫化時間較短。據此我們可以通過適當提高硫化溫度來縮短硫化時間,但對于厚制品硫化而言,這樣會加劇產品內、外部硫化程度的差異,影響產品的性能,提高硫化溫度容易出現諸如焦燒、流痕、裂口及燒邊等問題,所以采用高溫硫化厚制品時,需做好充足的產品性能驗證。
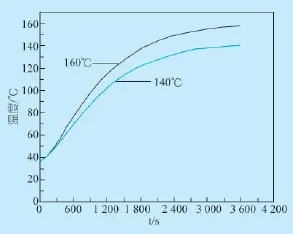
圖4 硫化設定溫度對溫度傳遞速率的影響(炭黑用量50份)
2.4 骨架材料的影響
膠料的傳熱還與產品的結構有關,帶有骨架的產品,特別是金屬骨架會提高傳熱效率。這個較好理解,因為通常而言,骨架材料的導熱系數都大大高于橡膠,骨架材料的加入就輔助提高了橡膠的熱傳導能力。如圖5所示,曲線1為不含骨架膠料中心部位膠料的升溫曲線,在該部位增加長100 mm、寬40 mm、厚4 mm的金屬骨架后溫升曲線如曲線2所示,溫度上升速度明顯加快。
2.5 成型方式的影響
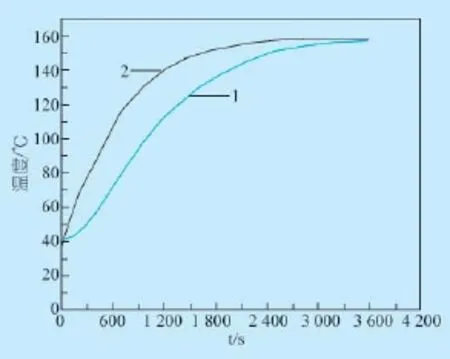
圖5 金屬骨架對溫度傳遞速率的影響(炭黑用量50份)
橡膠模型制品常用的成型方式主要有模壓成型、注射成型和壓鑄成型,不同成型方式各有特點,其對硫化時間亦有一定影響,對于同一配方膠料,在相同模具溫度下,采用相同溫度的膠料投料,采用模壓成型時,膠料硫化的初始溫度就是投料時的溫度;而注射硫化成型和壓鑄硫化成型時,膠料經過注膠流道和注膠口的時候,溫度會進一步上升,特別是注膠口的出口生熱效應最為明顯,直徑越小的注膠口,造成的膠料溫度升高就越大,因此膠料硫化的初始溫度會高于投料時的溫度,這就與前面所述的膠料初始溫度越高,硫化時間越短的道理一致。特別是注射機帶有的預熱系統,可以將膠料的初始溫度精確地預熱到較高溫度,再經過注膠口的生熱效應,迅速將膠料溫度提高到較高水平,可以大大縮短硫化時間。
2.6 其他影響因素
硫化時間的滯后時間部分的影響因素,還與硫化模具的高度、傳熱面積、環境溫度以及散熱面積有關,模具的高度越小、傳熱面積越大、環境溫度越高、散熱面積越小,那么傳熱效率就越高(散熱效率越低),硫化時間就可以適量縮短。此外,傳熱時間與膠料硫化時的反應放熱有一定相關性,眾所周知橡膠的硫化屬于放熱反應,反應放出的熱量又會促進硫化反應的進行,反應放熱量大,可以加速硫化。硫化反應釋放的熱量通常與硫化體系關系密切,硫磺硫化與過氧化物硫化反應的放熱量有很大不同,在硫磺硫化體系中,有效硫化體系、半有效硫化體系及普通硫化體系的反應放熱亦有明顯區別。
3 結論
綜上所述,影響橡膠厚制品硫化時間的因素較多,但各因素對硫化時間的影響程度不盡相同。通常在硫化工藝設計過程中要遵守以下原則,首先膠料的配方是確定的,根據膠料的配方以及產品結構和設備狀況,選擇硫化成型方式并加工模具,根據配方、模具調試硫化溫度,并在保證硫化膠性能的前提下,選擇盡量高的硫化溫度。在此前提下,上述因素對滯后時間的影響是相對固定的,并且對硫化時間的影響程度相對較小;對硫化時間影響較大,并可以很容易實現的方法就是提高膠料的初始溫度,如果可以將膠料的初始溫度提高到100℃以上,便可以大幅縮短硫化時間,極大提高硫化效率,目前較流行的方法是采用注射機硫化,首先將膠料預熱到較高溫度,再通過膠料經過注膠孔時的溫升,將膠料的初始溫度提高到更高的水平。
[1] Jean-Maurice Vergnaud,Iosif-Daniel Rosca. Rubber curing and properties [M]. Boca Raton:CRC Press,2009: 83~134.
[2] 李強,杜華. 橡塑技術實戰指南[M].北京:化學工業出版社,2014: 306~326.
(XS-06)
TQ330.73
1009-797X(2015)09-0050-05
B
10.13520/j.cnki.rpte.2015.09.009
曾凡偉(1986-),男,碩士,工程師,從事橡膠硫化模具設計、硫化工藝以及黏接工藝的研發工作。
2014-08-05
