半鋼子午胎前工藝設備狀況對均勻性的影響
2015-07-18 11:44:12張薇
橡塑技術與裝備 2015年9期
關鍵詞:影響
張薇
(樺林佳通輪胎股份有限公司,黑龍江 牡丹江 157032)
半鋼子午胎前工藝設備狀況對均勻性的影響
張薇
(樺林佳通輪胎股份有限公司,黑龍江 牡丹江 157032)

輪胎是通過多道工序制造完成的產品,在提高產品均勻性方面通常以成型、硫化工藝為主抓工序。實際上在預備工序的胎面和胎側壓出、胎體簾布和帶束層壓延、裁斷等相應工藝對輪胎均勻性的影響也至關重要,就這些預備工序即前工藝的主要設備對半鋼子午線輪胎均勻性的影響進行分析,并提出針對性的改善措施。
設備;壓出;壓延;裁斷;均勻性
均勻性已經成為衡量現代輪胎質量和品位的一項重要指標。由于輪胎制造是經過多道工序完成的,在提高產品均勻性方面通常以成型、硫化工藝為主抓工序,實際上在預備工藝生產的胎面、胎側、胎體簾布、帶束層等等半成品部件對輪胎的均勻性影響也至關重要,本文就前工藝主要設備對輪胎均勻性的影響做一討論。
1 胎冠壓出工藝
1.1 影響均勻性因素
(1)胎面尺寸變異,如胎冠長度偏短或偏長,胎面裁切后兩端收縮變形大,壓出過程尺寸不均勻等,對輪胎的均勻性指標RFV(輪胎徑向力的變動量)、RFV 1H (輪胎徑向力波動的一次諧波)和RRO(輪胎的徑向尺寸偏差)影響最大。
(2)胎冠寬度變異或壓出存放時蛇形扭曲,影響LFV(輪胎側向力的最大變動量)。
(3)擠出機機頭壓力系統故障,例如機頭鎖鎖不緊,能夠導致排膠量不對稱,使所出胎冠兩側不對稱,影響 CON(錐度效應力)。
1.2 原因分析
(1)口型板、預口型、流道左右不對稱,導致左、右胎肩厚度有差異。
(2)預口型變形與框架配合不好,預口型與框架間有較大的間隙,機頭油壓鎖緊裝置狀態不良,機頭插板磨損變形均能夠導至胎面左右不對稱 。
(3)口型板尺寸設計偏大,需通過提高牽引速度方能使胎面尺寸滿足標準。這樣的胎面在生產線上得不到充分收縮,導致在停放過程中繼續收縮,造成了胎面定長不準確,兩端較中間的寬度和厚度都有所增加。
(4)供膠不均勻、斷膠,返回膠沒按標準摻用均勻等,導致胎面尺寸不穩定。
(5)聯動線速度調整時有拉伸或堆料。聯動線速度波動超過1%,胎面從擠出機出口至裁斷前的各段速度調節不穩定對胎面造成拉伸。
(6)生產線冷卻狀態不良,胎面裁斷落板時易發生變形。
(7)定長不準確。
1.3 改善措施
(1)對胎面斷面形狀進行離線測繪,針對尺寸異常處對口型板進行修復,較以往的用卡尺測量準確且速度快,保證了胎面的左右對稱。
(2)定期對預口型進行測量,檢查其變異情況;對帶有預口型的擠出機進行單位時間內的排膠量檢測,查看左右預口型排膠量是否對稱,如有異常需對預口型進行修復或更換。
(3)根據膠料的膨脹率設計合理的口型尺寸,在保證胎面不出波浪的前提下,做到對所出胎面拉伸最小,讓胎面在生產線上進行充分收縮,保證裁斷后尺寸穩定。
(4)擠出機單板供膠改為兩板供膠,以保證供膠穩定,并在擠出機喂料口處增加斷膠報警器。
(5)胎面從擠出機口擠出后,在距機頭2 m處定點標定500 mm長的胎面,沿著生產線測量此段胎面在各個速度調節區間內尺寸變異情況,如此段長度逐漸縮短證明生產線各段沒有拉伸,如某段長度變大證明此段有拉伸,可調整此段電機速比或加大調節桿配重。
(6)必要時加大冷卻水流量,在胎面爬坡前加裝一組噴頭使胎面在聯動線上充分冷卻,使其在裁切前基本收縮完畢,以保證成型尺寸穩定。
(7)定長傳送皮帶改成同步傳送帶。
2 胎側壓出工藝
2.1 影響均勻性因素
胎側兩條壓出尺寸、重量差異大,主要影響錐度效應力CON。
2.2 原因分析
(1)口型框架定位不準:預口型裝在口型框架內(如圖1),預口型的各流膠口(上進口、中進口、下進口)均與機頭內流道塊出口相配合,進出口的對準與否會影響出膠量,進出口的咬合如果有傾斜,將會顯著影響胎側兩邊的對稱性。
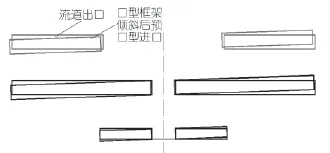
圖1 口型框架示意圖
(2)鎖緊位置偏移、口型板鎖爪(上下各7個)不在同一平面,各鎖爪的受力會不一致,有時會導致左右鎖緊力甚至左右鎖爪下降的距離都會有差距,同樣會導致兩邊胎側不對稱。
(3)機頭鎖緊壓力不足:其影響最大,導致機頭內部以及口型框架、預口型、口型各配合面漏膠嚴重;并且會導致上下口型配合面漏膠,造成胎側毛邊。如果兩邊漏膠量不一致,同時會導致胎側兩邊寬度、厚度不一致,并且由于其壓力、鎖緊位置的不確定性,無法通過口型來調節。
2.3 改善措施
(1)口型框架旋轉銷以及定位銷需加強材質硬度及耐磨性,銷孔加配耐磨襯套,定位保證準確,包括上下、左右、里外。
(2)減少口型板與口型框架的間隙、校準各流膠口位置、磨床修整鎖爪保證鎖爪在同一平面上,也可在鎖爪與口型板之間墊銅片。
(3)將上下鎖爪的油缸由Φ50更換為Φ63,再增加液壓站壓強由180 kg/cm2升至210 kg/cm2,則鎖緊力可提高1倍以上。
3 帶束層壓延
3.1 影響均勻性因素
帶束層密度、厚薄不均或缺線顯著影響RFV,同時影響到RRO。
3.2 原因分析
(1)劃氣泡裝置失靈,上下膠片與輥筒間氣泡將鋼絲簾線局部擠開,造成鋼絲簾線局部出現稀線。
(2)壓延時輥筒在停止狀態進行升溫,能夠使滾筒內面結垢厚薄不一,導至輥溫差別大,致使壓延厚度差0.15 mm左右。其它壓延設備升溫情況也存在同樣問題,應改變壓延類輥筒的升溫方式。 輥筒表面溫度分布不均勻,局部溫度偏低,也會降低該位置膠料流動性,從而產生局部稀線。
(3)輥筒表面有硬傷,凹進去的部分加大了此處膠料體積,在壓延過程中多余的膠料會把鋼絲簾線擠開,造成鋼絲簾線局部稀線。
(4)單根鋼絲張力消失,壓延時會產生局部稀線。
(5)壓延運行過程中偏壓,導致兩邊厚薄不均情況。
3.3 改善措施
(1)定期檢查氣泡刀刀片是否鋒利,如果磨頓要及時更換新刀。壓延時調整氣泡刀風壓,保證氣泡刀劃破膠片,排凈上下膠片與輥筒間氣體。
(2)定期標定壓延輥筒表面溫度分布情況,對于溫度變化大的位置要及時排查。
(3)保證金屬探測設備的靈敏性,堅決不能讓金屬雜質進入輥隙,傷害輥筒表面精度。對有硬傷的壓延輥筒,采取磨削的方式對輥筒表面進行研磨。
(4)定期對單絲張力進行標定,對于損害的錠子架一定要作好標記,在壓延過程中可將此根鋼絲剪斷或更換錠子位置等方法進行處理。
4 胎體簾線壓延
4.1 影響均勻性因素
胎體簾線密度不均或缺線顯著影響RFV,同時影響到RRO、LRO(輪胎側向尺寸偏差)、BPS(輪胎胎側局部凸凹不平)。
4.2 原因分析
(1)半鋼兩用壓延機生產纖維簾布中間用弓形擴布器擴布,邊部用雙指擴邊器整理,雙指擴邊器為膠輥,使用中磨損快,更換慢,所以擴布能力不足,邊部密度與標準密度差(根/50 mm)為6根,影響輪胎的均勻性,需增加全幅擴布器。
(2)簾線運行中向主機驅動側偏離,因此驅動側膠簾布邊密(根/25 mm)常常處于上公差或超公差。
4.3 改善措施
(1)將雙指擴布器改換為三指擴邊器。三指擴邊器作用原理:三指擴邊器安裝在壓延主機兩側,三根鐵質帶螺紋圓柱體,中間一根在簾線上邊,其余兩根在簾線下邊,簾線穿過三根圓柱棒,利用螺紋將線向邊部展開,在靠近壓延主機方向有光眼,用來測量簾線寬度,并將信號傳入控制系統,屏幕上顯示簾布幅寬情況,展邊有自動/手動兩檔,自動時兩邊同時調整,手動時可單邊調整。
(2)保證壓延生產線糾偏系統精度。
5 帶束層裁斷
5.1 影響均勻性因素
(1)帶束層寬度、角度變異或蛇形,對輪胎的LFV和LFV 1H影響較大。
(2)簾線端頭量的偏大、偏小均會影響到RFV和RFV 1H,故各種部件的接頭量要嚴格符合工藝標準。
5.2 原因分析
(1)鋼絲簾布遞布之前發生偏歪,導致簾布裁切后單片帶束層兩端寬窄不均。
(2)遞布器磁鐵吸力不足或不均。
(3)裁斷機案板不平、萬向軸承轉動不良或位置過低,遞布不良,所裁簾布寬窄不均。(4)遞布器高度偏高。
5.3 改善措施
(1)取消遞布之前的浮動輥,增加擋板限位對中,減少鋼簾布儲存變異量。
(2)遞布器更換強力磁鐵,增加糾偏裝置,保證鋼簾布遞送過程穩定、定中。
(3)更換案板提高案板平面精度;更換萬向軸承,使鋼絲與遞布運行軌跡平行。
(4)增加線性軸承,降低遞布器高度,減少鋼簾布遞送變異量。
6 結束語
輪胎均勻性各項指標的優劣直接影響到輪胎的壽命、噪聲以及汽車的操縱性、舒適性和安全性等,特別是適應高速行駛條件的子午線輪胎更需提高和改善均勻性。由此則對輪胎制造工藝提出了更高的要求,必須全面改善子午線輪胎的生產設備包括前工藝設備的性能,采取針對性措施,才能有效地解決好均勻性問題。
Inf uence of uniformity about condition of process equipment in former process for semi-steel radial tire
Inf uence of uniformity about condition of process equipment in former process for semi-steel radial tire
Zhang Wei
(Hualin giti tyre Co.Ltd. Mudanjiang 157032, Heilongjiang,China)
Tyre is manufacturing through multi-channel process , usually building and curing is given priority to craft process.In fact, tread and sidewall extruding, cord fabric and belt calendered, cutting and so on is also important on tire uniformity process in the preparation process . This article analyze the inf uence of the main equipment in preparing procedure which is called former process about uniformity forsemi-steel radial tire , and corresponding improvement measures are put forward.
equipment;extruding; calendering; cutting; uniformity
TQ330.532
1009-797X(2015)09-0034-04
B
10.13520/j.cnki.rpte.2015.09.005
(XS-05)
張薇(1964-),女,樺林佳通輪胎有限公司技術部工程師,主要從事輪胎工藝管理工作。
2014-08-14
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
