密封蓋板焊接裂紋分析
2015-07-01 07:49:42代仁文
兵器裝備工程學報 2015年12期
張 森,代仁文
(海裝重慶局,重慶 401120)
焊接工藝屬特殊過程,是生產過程中著重關注的工藝,但焊接工藝常因為工藝設計、選材等方面的原因會影響焊接效果,有時會產生裂紋等非預期現象。文獻[1 -4]中分析了焊接工藝中常遇到的疑難問題及現在采用的焊接工藝,本研究在此基礎上針對某型艦炮的密封蓋在焊接中出現的裂紋,從材料的焊接性能、零件狀態和焊接流程等方面分析裂紋產生的機理,并提出了改進要求,對以后的生產具有一定的指導意義,也為其他焊接件的生產提供借鑒。
某型艦炮自動機采用管后坐的自動方式,電底火彈藥,為防止自動機及彈藥在使用過程中,因海水或夾渣等因素可能導致的短路及動作不可靠,設計了密封蓋等裝置進行密封和防護。密封蓋主要采用焊接的方式進行連接密封蓋由搖架蓋板、底座和窗蓋等零件焊接裝配而成,其裝配方式如圖1所示。
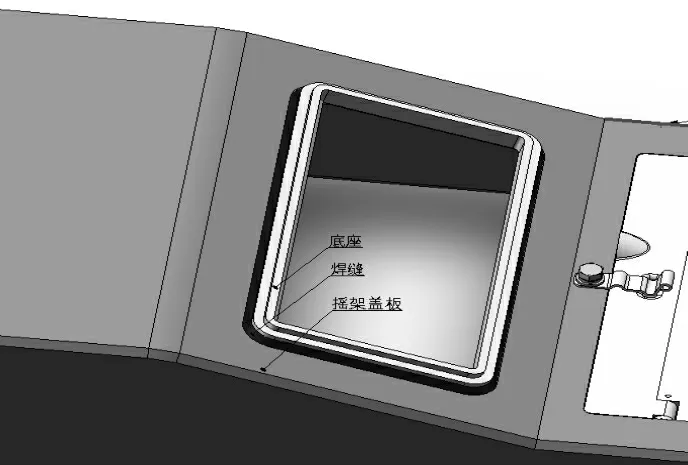
圖1 密封蓋相關零件裝配位置示意圖
在艦炮使用過程中,密封蓋主要起密封和觀察作用,但在產品生產過程中,密封蓋出現了焊接裂紋,直接影響到了密封性能。焊接裂紋如圖2 所示。

圖2 焊縫裂紋位置示意圖
1 機理分析
密封蓋焊接處裂紋外側長度約為40 mm,內側長度約為6 mm,均為貫穿性裂紋(搖架蓋板厚度3.5 ~4 mm),裂紋距離焊縫距離約為10 mm。本研究針對焊接所選用零件材料、焊絲性能、零件實物狀態和焊接流程等方面進行分析。
1.1 零件材料性能分析
搖架蓋板本體材料為ZL101A,為鋁硅系列鑄造合金,是以ZL101 合金為基礎嚴格控制雜質的合金,具有良好的鑄造、焊接和耐腐蝕性能,其強度為σb≥235 MPa,伸長率為2~5%,詳見表1、表2 所示[5-8]。底座的材料為5A06,材料狀態為H112,厚度為12 mm,具有較好的焊接和耐腐蝕性能,其抗拉強度σb≥305 MPa,伸長率≥12%[2]。
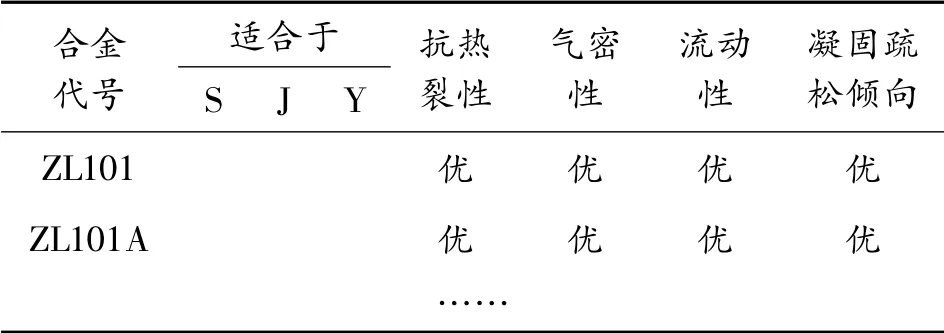
表1 Al-Si 系合金的鑄造性能
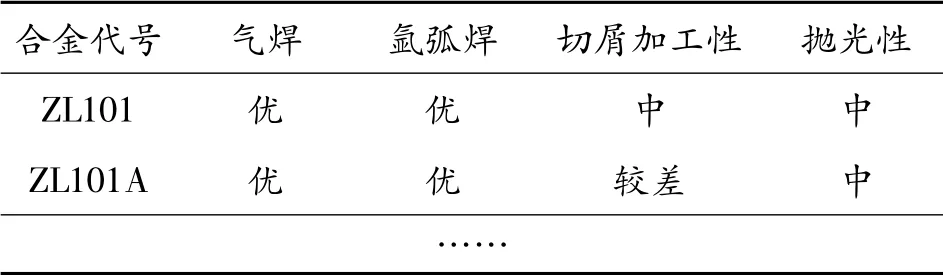
表2 鑄造鋁硅合金的和機加工特性
通過表1 和表2 可知,ZL101A 材料的鑄造性較好,選擇較好的鑄造工藝,可避免較多的鑄造缺陷的產生,同時其采用氬弧焊的焊接性能也較好。因此,在搖架蓋板上焊接另外一個焊接性也較好的零件,是可行的。
1.2 焊絲選擇及性能
焊接時,在工藝上采用SAlSi -1 焊絲,通常用于焊接鋁板、鋁硅鑄件、一般鋁合金、鍛鋁和硬鋁。由于零件本體材料為鋁硅鑄件和一般鋁合金,因此具有良好的融合性能,合適作為ZL101A 和5A06 材料間的焊絲材料。焊絲化學成分見表3,焊接接頭力學性能見表4 所示。

表3 焊絲化學成分
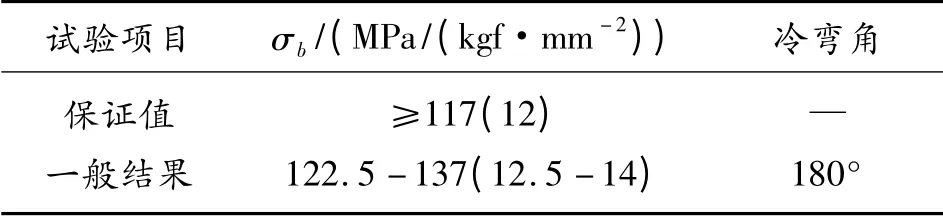
表4 焊接接頭力學性能
1.3 焊接前零件狀態
搖架蓋板零件在實際加工過程中,由于鑄造余量的差異導致加工后,零件的厚度小于資料規定為尺寸5 mm(局部只有3.5 mm)。同時,由于機加后斜面厚度較薄,加之斜面的平面度由于機加熱變形較差,零件中間表面會凹下去,平面度達到4 ~5 mm。而底座平面度較好,當兩個零件貼合在一起焊接時,為消除貼合面之間縫隙及焊接需要,會使用夾具將兩個零件貼合在一起,首先就會在強度較差的一個零件上產生較大的預應力。
1.4 焊接流程
搖架蓋板和底座焊接前,首先進行了吹砂和表面清潔工作,焊接前均進行了預熱處理。焊接方法采用氬弧焊,焊縫類型為角焊縫,焊接時沿底座四邊焊接,四周焊縫長度約為750 mm,工作量較大,工人實際操作時焊角高度也不容易保證,資料要求焊縫高度為4 mm,而實際焊縫高大部分達到了6 mm。當焊縫越高,焊接時零件產生的熱容量就更大,產生的應力也就越大。
綜上所述,在搖架蓋板上產生的裂紋原因主要有兩個:搖架蓋板的零件狀態未能滿足產品要求,導致在焊接時,在夾具的作用下,會在其上面產生較大的預應力; 焊縫實際焊接結果比產品資料要求較高,導致焊接時產生的熱容量較大,從而也產生了較大的應力。由于搖架蓋板材料的強度和伸長率低于底座的材料強度和伸長率,當兩個零件相互作用時,造成在搖架本體焊縫附近熱應力區的本體被撕裂,從而產生焊接裂紋。
2 制定措施
密封蓋的主要起密封和觀察作用,直接受力較小,因此針對密封蓋的焊接裂紋的采取的解決措施就是消除焊縫裂紋,然后優化設計結構,具體解決措施如下。
2.1 裂紋解決措施
針對在生產過程中兩件已經出現的密封蓋裂紋情況,首先對裂紋部分進行打磨,然后補焊。同時從以下幾個方面進行工藝優化和嚴格的過程控制:焊前和焊后進行預熱和緩冷措施,減小應力;提醒操作者嚴格控制焊縫高度;密封蓋焊接完成后,增加回火去應力工序,以減少殘余應力。最后對補焊后的密封蓋進行探傷檢查。
2.2 優化改進措施
搖架本體作為鑄造件,其本意就是盡可能多的將需要的形狀直接通過鑄造成型。因此為避免因焊接可能產生的裂紋,后續優化改進設計時,取消零件底座和焊接,直接在搖架蓋板坯件鑄造時,將底座的形狀鑄造上去,預留機加余量,然后整體機加成型,如圖3 所示。

圖3 優化設計的搖架蓋板局部示意圖
3 結論
密封蓋補焊后,首先進行探傷檢查,未發現有裂紋,隨后,又進行了艦炮小型交驗試驗,再次對密封蓋進行了探傷檢查,也未發現有新的裂紋產生。因此可以得出,補焊后的密封蓋仍然滿足產品的使用要求。通過對該密封蓋的裂紋分析,得出結論如下:
1)在產品生產過程中,檢驗部門要嚴格控制產品零件的狀態,切實做到圖物一致性,確保產品質量,這是生產的首要保證。
2)在編制焊接工藝過程中,涉及焊接前預處理和焊后回火等工序很多,工藝部門需細化工序,以便指導操作者按步驟執行,避免疏漏,從而影響到焊接質量。
3)在產品設計時,針對鑄造的零部件,在滿足剛強度和性能的情況下,選用鑄造性較好的材料,同時因盡可能的在鑄件上,把結構需要的形狀直接鑄造出來,減少后續還需要在鑄件上進行的各種處理。
[1]邱葭菲.焊接工藝疑難問題解析[J].熱加工工藝,2003(1):56-57.
[2]王耀,李志勇.焊接工藝制定及評定系統[J].電焊機,2010(4):43-47.
[3]尹長華,閆臣,崔相國.國內外長輸管道常用焊接工藝[J].電焊機,2009(5):22-31.
[4]劉立鵬,魏艷紅,梁寧,等.不銹鋼焊接性分析與焊接工藝設計專家系統[J].焊接技術,2009(7):30-34.
[5]中國機械工程學會鑄造專業學會.鑄造手冊[M].北京:機械工業出版社,1999.
[6]吳宗澤.機械設計實用手冊[M].3 版.北京:化學工業出版社,2003.
[7]中國焊接學會.焊接標準匯編[M].北京:中國標準出版社,1996.
[8]田錫唐.焊接結構[M]. 北京:機械工業出版社,1982.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03