一種快速修復機械壓力機主傳動軸的方法
2015-06-21 10:45:48阮興家一汽解放汽車有限公司卡車廠
鍛造與沖壓 2015年2期
文/阮興家·一汽解放汽車有限公司卡車廠
一種快速修復機械壓力機主傳動軸的方法
文/阮興家·一汽解放汽車有限公司卡車廠
大型機械壓力機主傳動軸的結構形式多為齒輪軸或漸開線花鍵軸,因其在設備上所處位置及功能決定其設計壽命至少等同于壓力機的壽命周期,所以一般設備使用單位不將其列為易損備件而儲備,這是符合設備的設計、制造理念的。但近幾年,我廠六十年代從英國進口的S-1250t單點動壓力機和八十年代末從日本小松公司進口的E2S-4000MB(公稱壓力4000t)雙點卡車縱梁生產(chǎn)用壓力機,這兩種壓力機的離合器主軸,在不同的時間節(jié)點均出現(xiàn)了離合器軸被扭斷的異常現(xiàn)象。S-1250t離合器軸在制動器端出現(xiàn)的扭斷情況,如圖1所示;4000t壓力機離合器主軸扭斷情況,如圖2所示。
任何設備維修單位以正常的維修思路出發(fā),發(fā)生傳動軸斷裂事故,都會通過制作新軸予以更換,這是一個正確的解決方法。然而,生產(chǎn)企業(yè)要面臨市場競爭,搶占市場就要與時間賽跑,如果因事先估計不足,既無軸的制造圖紙又沒有現(xiàn)成的備件,加工新軸的時間過長,在生產(chǎn)不允許長時間停歇的情況下,就只能另辟蹊徑,采取迂回措施,想辦法在短時間內(nèi)恢復設備運轉。S-1250t單點壓力機和E2S-4000MB雙點壓力機的離合器軸就是在這樣的背景下實施斷軸連接的。因二者修理方案基本一致,下文僅以S-1250t壓力機主軸修復為例進行說明。
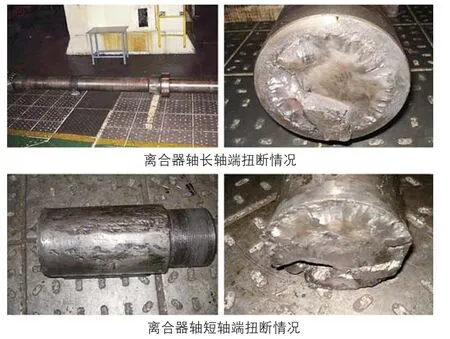
圖1 S-1250t離合器軸制動器端扭斷情況

圖2 4000t壓力機離合器主軸扭斷情況
斷軸連接方案的確定
連接斷軸的方法有很多,可以采用鍵連接、銷連接或焊接、過盈連接來實現(xiàn),而每種連接方法各有利弊。
⑴鍵連接,可以采用雙平鍵連接或花鍵連接。雙平鍵連接加工簡單,依靠鍵的兩個側面?zhèn)鬟f扭矩,采用過渡配合,需要加工過渡鋼套將兩根半軸聯(lián)成一體,裝配容易,半軸零件之間及半軸與套之間均存在間隙。花鍵連接傳遞扭矩大,定心精度好,但加工也十分困難,且成本較高。其工藝特點決定了其齒側和徑向均存在一定裝配間隙。這兩類鍵連接的特點是:其定心精度低于一體軸,在設備運行時不僅會出現(xiàn)軸的徑向跳動和軸向竄動,還會導致設備出現(xiàn)振動和噪聲,對設備上的軸承等其他零部件的精度和壽命均存在不利影響。
⑵銷連接或焊接。這兩種連接的特點是傳遞扭矩很小,無法達到軸傳遞工作扭矩的要求。焊接還存在焊后需要再加工和不可拆卸的缺點。
⑶過盈連接。該連接方法加工簡單,安裝容易,對中性好,對軸的強度削弱小,但對配合面的尺寸精度要求嚴格,對包容與被包容件的加熱溫度和膨脹量需要精準把控,設計人員需要掌握理論力學、材料力學等方面基礎理論,而且過盈量的計算要求準確。過盈量過大,連接軸承受的徑向負荷大,會產(chǎn)生塑性變形甚至脹裂;過盈量過小,傳遞的扭矩不足,在軸沒有達到額定扭矩的數(shù)值下,便會產(chǎn)生連接件的相對轉動。
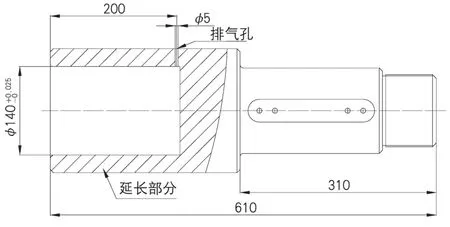
圖3 預加工短軸
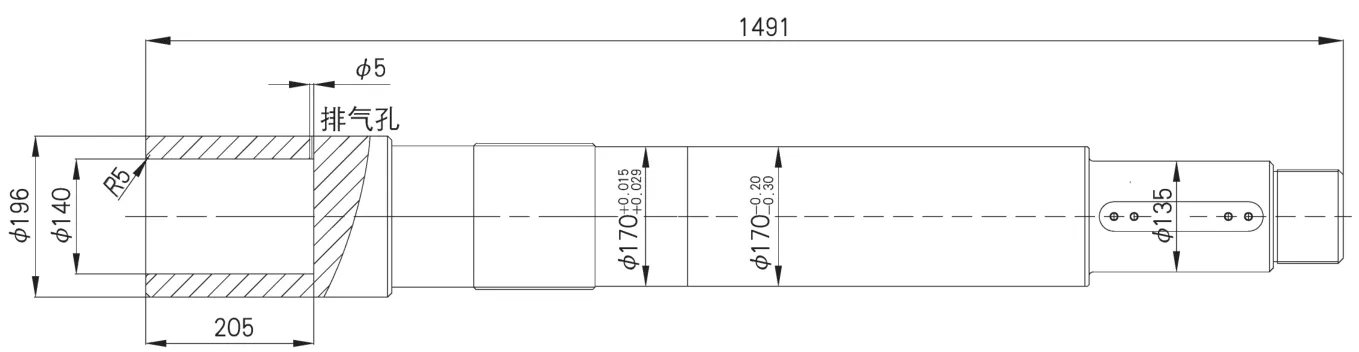
圖4 新加工短軸
綜合考慮,在我廠現(xiàn)有人員的理論水平和機械加工、裝配手段等方面的現(xiàn)狀下,曾經(jīng)有過此類成功的設計和制造案例,有可供借鑒的相關經(jīng)驗,故決定采用斷軸過盈連接方案。
斷軸連接方案的實施
確定斷軸連接方案后,在軸的什么位置連接易于加工,安裝方便;斷軸連接處需要產(chǎn)生多大摩擦扭矩及其最小危險截面積,選擇多大的過盈量,既可以保證傳遞足夠的摩擦扭矩,又不會產(chǎn)生塑性變形;選擇怎樣的裝配方式,易于操作,能一次裝配成功,這是此項目實施前,保證項目萬無一失必須要考慮的三個重要環(huán)節(jié)。
確定連接位置
在原斷裂處連接,這是一種最簡單的連接方式。如圖3所示,將短軸端重新制造,長度上增加,包含過盈配合的部分,并加工出φ140mm的孔;將長軸端端頭修整,至過盈連接后軸的總長度不變,待配合處加工成φ140mm的軸徑。完成兩段連接后,新連接軸與原軸各部位尺寸完全相當,安裝方便,但離合器傳遞扭矩的托盤安裝在此位置,不僅承受設備額定扭矩,還承受一定的彎矩,綜合受力情況較為復雜,而且此位置原軸最大外徑φ170mm,內(nèi)孔加工成φ140mm(原斷裂位置外徑φ135mm,再小會影響強度)壁厚太小,過盈連接恐怕會引起塑性變形,因此原斷裂處不是最佳連接位置。選擇受力情況單一,與軸上其他零件無裝配關系,軸徑稍大的位置進行過盈連接是明智之舉。如圖4所示,在距離短軸端1491mm處,只承受扭矩,無配合零件,軸徑可放大到φ196mm,這是技術組首肯的位置,最終的斷軸連接就選定在此位置。
計算過盈量
鑒于廠內(nèi)設備維修技術員的專業(yè)技術水平和工作性質的限制,我們?nèi)绻麖膲毫C的主電機經(jīng)過皮帶到飛輪,再通過離合器傳到軸,依次地計算出各部分的傳遞扭矩,步步分解計算很困難,而且,用于驗算扭矩的很多計算用參數(shù)和系數(shù)我們也無從得到,那么離合器軸所需的抗扭強度如何確定呢?首先我們假定,傳動系統(tǒng)設計之初,所能承受的最大扭矩足夠,且安全系數(shù)為2,那么斷軸連接的過盈配合面所應承受的扭矩只要大于φ135mm軸徑(扭斷處直徑)所承受的扭矩,就足夠滿足傳動要求。
通過對這根軸實際使用工況的確認和查閱了《材料力學》教材和《機械設計》手冊后,我們采用第四強度理論計算軸所承受的扭矩為5.2×107N·m,標準配合可能產(chǎn)生的最大過盈量δmax為273μm;最小過盈量為δmin為223μm。
校核過盈連接零件的許用強度
已知所選配合的最大過盈量為273μm,但因采用膨脹法裝配,不考慮配合表面微觀峰尖被擦去,故裝配后可能產(chǎn)生的最大徑向應力Pmax為96.31MPa。再由手冊查取45鋼的屈服強度σs1=280MPa,則求得最大許用徑向應力:Pmax1為140MPa,Pmax2為75.96MPa。
選擇過盈裝配方法
過盈配合最實用的安裝方法是溫差裝配法,即利用金屬的熱脹冷縮特性,將軸降低到一定溫度冷縮或將孔升高到一定溫度熱脹,或者兩者兼用,使被裝配的軸和孔產(chǎn)生間隙,然后快速安裝冷卻到室溫,完成過盈裝配的方法。
溫差裝配法的兩個關鍵問題:一是軸與孔之間多少溫差能夠產(chǎn)生足夠的間隙以順利裝配。二是在裝配溫度下,零件的金相組織是否會發(fā)生改變,這將會影響到配合件的力學性能,經(jīng)計算確定裝配的溫度為319℃。根據(jù)計算所需的加熱溫度,已有的裝備情況,現(xiàn)場的作業(yè)環(huán)境和工件的形狀及尺寸,采用氧炔火焰加熱的方法比較可行,但溫度不好準確控制,所以在實際操作時,采用邊加熱邊測量熱脹量的方法得到的結果更為準確。
裝配過程
為了順利安裝,對加工后待裝配的軸和孔進行預先處理,清擦去除雜物,如圖5所示。將新加工的短軸孔朝上固定在地面上,將長軸焊上吊耳,用天車吊著準備安裝。使用氧氣乙炔火焰加熱地面上的短軸,10min后開始間斷測量,大約經(jīng)過40min后,測得內(nèi)孔熱脹量達到600μm,長軸順利地裝入到短軸孔中,為了防止軸在熱脹冷縮的條件下出現(xiàn)變形,軸在自然冷卻至室溫之前,始終用天車垂直吊著。軸冷卻之后,將軸裝在臥式車床上進行同軸度檢測,對軸的超差部位實施加工,直至滿足精度要求為止。斷軸連接后的效果如圖6所示。

圖5 裝配前的預處理圖

圖6 斷軸連接后的效果圖
結束語
主軸修復后自投入使用到現(xiàn)在已有兩年多時間,尚未出現(xiàn)軸扭斷、磨損及開裂現(xiàn)象。這是用理論指導實踐的一次成功案例。在這項實踐活動中,我們積累了寶貴的機械零件強度驗算和實際安裝經(jīng)驗,為今后大型零件的低成本應急維修提供了可借鑒的寶貴經(jīng)驗。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
兒童故事畫報(2019年5期)2019-05-26 14:26:14
經(jīng)濟技術協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設計(2016年12期)2016-04-16 02:52:00
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
設備管理與維修(2015年12期)2015-04-09 06:57:00