780MPa超高強鋼沖壓工藝設計
2015-06-21 10:45:48阮林凡劉春雨王法峰安徽江淮汽車股份有限公司
鍛造與沖壓 2015年2期
文/阮林凡,劉春雨,王法峰·安徽江淮汽車股份有限公司
780MPa超高強鋼沖壓工藝設計
文/阮林凡,劉春雨,王法峰·安徽江淮汽車股份有限公司
汽車用超高強鋼板成為各大汽車廠實現汽車輕量化的一大選擇,本文對780MPa超高強度鋼左/右門檻內板前段的沖壓工藝方案及數值模擬技術進行了詳細的論述,并通過選擇合理的成形方式和工藝方案及應用數值模擬技術優化回彈補償,保證了零件的成形性及精度要求。

節能環保越來越成為了公眾關注的話題,輕量化這一概念也廣泛應用到普通汽車領域,輕量化的汽車在提高操控性的同時也有出色的節油表現。汽車的油耗主要取決于發動機的排量和汽車的總質量,在保持汽車整體品質、性能和造價不變甚至優化的前提下,降低汽車自身重量可以提高輸出功率、降低油耗、減少廢氣排放量。
汽車輕量化的一個重要途徑就是降低白車身鋼板厚度,普通鋼板降低厚度會導致車身的整體強度同時降低,乘員的安全無法得到保障。高強度鋼板尤其是超高強度鋼板的應用可完美實現降低車身重量的同時強度不降低甚至提高的目的。超高強度鋼板給沖壓工藝帶來了很大的難度,尤其回彈、扭曲等質量缺陷難以控制。本文通過某車型780MPa超高強鋼左/右門檻內板前段的工藝設計及數值模擬技術進行論述。
產品分析
該車型的左/右門檻內板前段產品形狀為典型的U形梁類件,如圖1所示。
該零件料厚1.6mm,材質為B400/780DP,材料參數如表1。
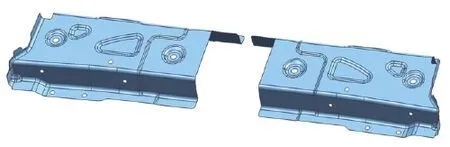
圖1 零件圖

表1 材料參數
該件呈U形,左右件完全對稱,兩端開口棱線處約束回彈的形狀很少,且B400/780DP材料的抗拉強度達到了780MPa,屬于超高強度鋼板,成形時兩側壁回彈難以控制。該件位于車身發動機艙總成與側圍總成連接處,搭接件較多,對面差、止口、孔的精度要求較高。
成形方式的確定
傳統的成形方式
該件整體形狀較為簡單,采用落料后成形的成形方式。一般采取3次成形工藝(圖2),落料后經兩次成形加一次側整回彈將產品成形到位后沖孔,共5序。
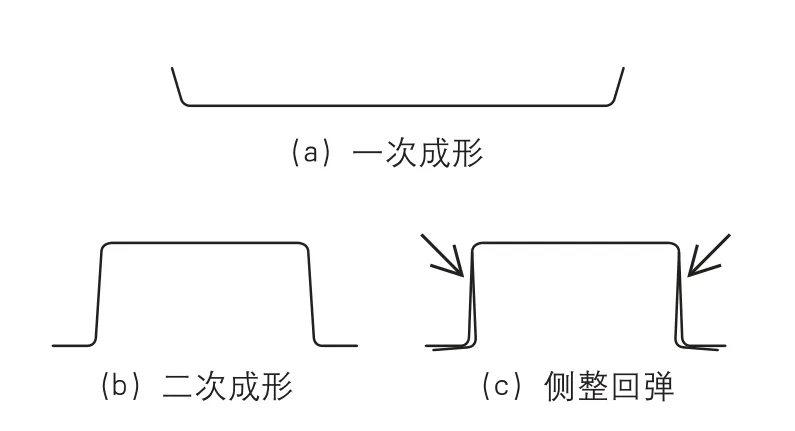
圖2 傳統的成形方式工序圖
這種成形方式工序較多,需要5序才能完成,且回彈控制較困難,需要多輪調試才能將側整的回彈補償抓準。
優化后的成形方式
通過工藝改進將成形工序簡化為2序(圖3),落料后先將產品預成形成“W”形,然后側整成形及側整回彈將產品成形到位后沖孔,共4序。
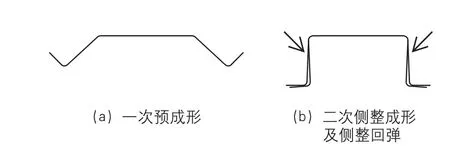
圖3 優化后的成形方式工序圖
這種成形方式有以下優點:1)工序較少,4序即可完成;2)零件止口精度較易控制;3)棱線部位經過兩次變形,產生兩次加工硬化,棱線部位內部應力釋放較多,側壁回彈較好控制。
沖壓工藝設計
根據以上優化后的成形方式,采取沖壓工藝方案為:OP10落料→OP20成形→OP30側整形成形→OP40沖孔側沖孔。
左右件為對稱件,且零件長度僅為400mm,采用左右件合模方式,且OP20有兩處上翻成形,采用合模方式還可以消除翻邊側向力。
OP10落料工序設計
⑴坯料展開。此件形狀較為簡單,使用AutoForm軟件將產品做一次展開,即可得到產品的展開形狀(圖4),左右件為完全對稱形狀,可共用一副落料模。
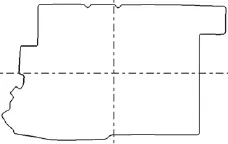
圖4 產品落料片形狀
⑵排樣。由于該件右上角部位伸出一個形狀,單片落料材料利用率較低,因此采取一個毛坯落兩片料的對排排樣落料方式,將伸出形狀的廢料加以利用,搭邊值取4mm(一般為2~2.5倍壁厚),此排樣落料方式的材料利用率高達81.2%(圖5)。
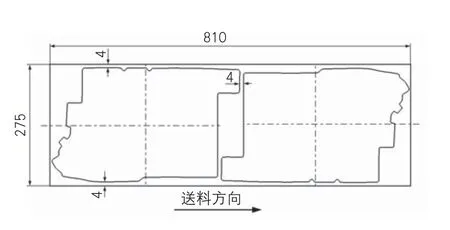
圖5 落料排樣圖
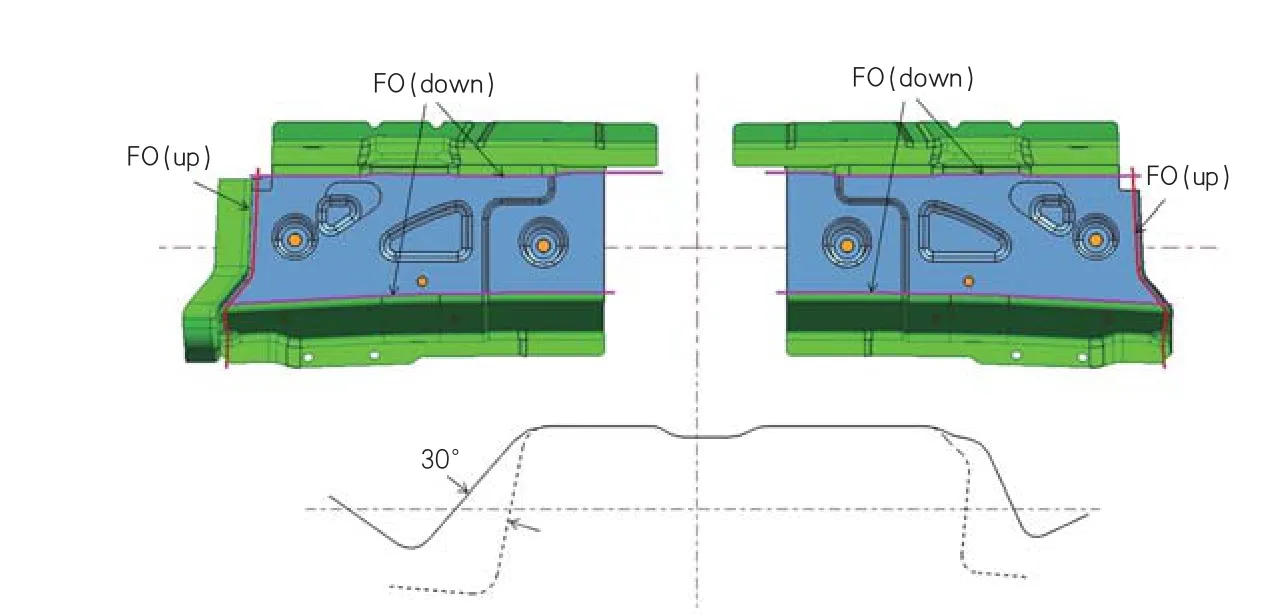
圖6 成形工序圖及局部斷面圖

圖7 側整形工序圖及局部斷面圖
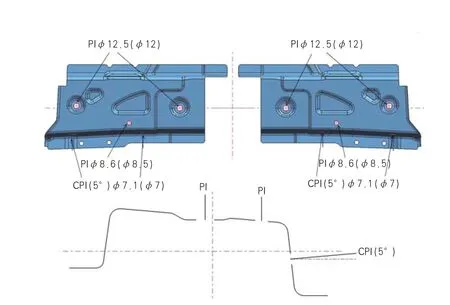
圖8 沖孔側沖孔工序圖及局部斷面圖
OP20成形工序設計
該工序先將產品成形為“W”形狀(圖6),“W”形相對于產品成30°夾角,該形狀為向下成形FO(down),另該產品端頭還有向上成形形狀FO(up),所以該工序需設計成上下雙浮動成形,下托料芯采用機床氣頂桿提供壓力源,上壓料芯采用氮氣彈簧提供壓力源。
OP30側整形工序設計
若采用正向整形工藝,回彈不好控制,現場回彈整改難度大,且產品側壁角度較小,回彈補償后易出現負角,正向整形無法完成負角的整形內容,而采用側整形能完美解決這些問題。
由于該工序整形后產品會存在負角,導致整形后無法取件,故將這序沖壓方向相對于上一序旋轉5°,保證順利取件。側整形的角度應盡量與上一序成形后的側壁垂直,這樣可以保證側整時刀塊與料片同時接觸,這里我們定為60°(圖7)。
OP40沖孔側沖孔工序設計
側整形完成后,產品形狀穩定,且零件對孔精度要求較高,所有沖孔在該工序完成。與沖壓方向平行孔采用正沖,側面孔采用側沖(圖8)。
CAE驗證及回彈計算
OP20成形工序的CAE驗證
由于材料抗拉強度達到了780MPa,內部應力較大,回彈較嚴重,但由于后序還有一序側整形,該序回彈可暫不考慮,回彈在側整形工序進行驗證,該工序重點驗證成形中的起皺及開裂。
采用AutoForm模擬軟件分析,從計算結果看產品無開裂風險,局部有起皺趨勢,在可接受范圍內,該工序工藝造型設計可行(圖9)。
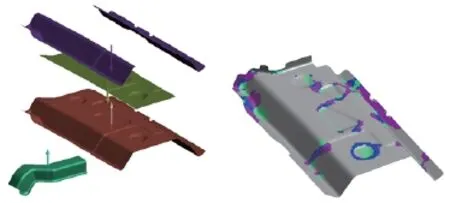
圖9 成形工序CAE結果圖
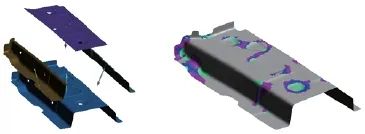
圖10 側整形工序CAE結果圖

圖11 側整形工序回彈分析CAE結果圖
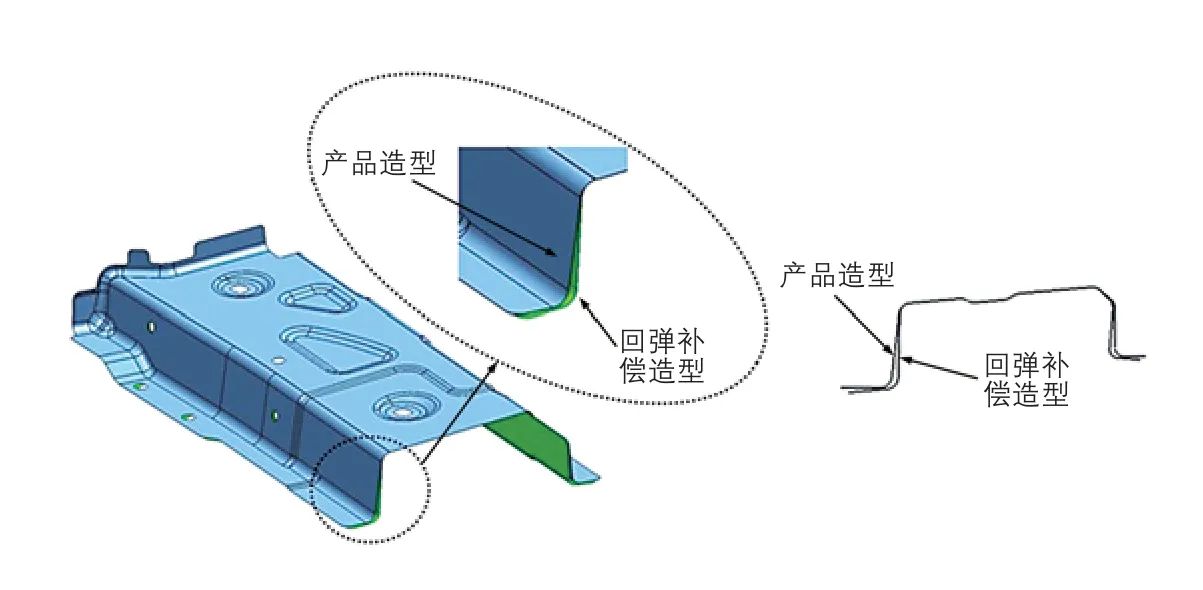
圖12 回彈補償及回彈補償斷面圖

圖13 零件實物圖
OP30側整形工序的CAE驗證及回彈量的計算
該工序需驗證兩個方面,一方面驗證成形性,有無開裂起皺風險;另一方面計算側整形后產品的回彈量,為后續回彈補償提供準確的數據。
從AutoForm模擬分析軟件的計算結果(圖10)看,產品無開裂風險,局部有起皺趨勢,在可接受范圍內,該工序工藝造型設計可行。
回彈的計算結果如圖11所示。從結果看兩側壁及法蘭回彈較大,最大約5mm,回彈從頂部棱線向外張。
回彈補償
根據以上計算的回彈值采用ThinkDesign軟件制作回彈補償造型,將回彈補償造型應用到側整形工序中,保證側整形后能回彈到產品的狀態。如圖12所示。
實踐驗證
通過現場的加工、調試,零件成形性良好無開裂、起皺等缺陷,回彈量在公差范圍之內,面差、止口、孔滿足精度要求,裝車狀態良好,表明工藝方案可行,回彈補償合理。圖13所示是成形后的零件實物圖。
結束語
通過合理的選擇成形方式和準確的CAE模擬分析,可以降低零件產生質量缺陷的風險,減少工序數量,降低模具開發成本,保證該零件的成形性及精度要求,零件回彈通過回彈補償的優化也得到了有效的控制。
阮林凡,工程師,主要從事汽車覆蓋件的沖壓成形工藝及模具開發工作,主要研究方向為汽車外覆蓋件及高強度鋼零件的沖壓沖壓成形工藝及模具設計,獲1項實用新型專利。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14