單元制動(dòng)缸前蓋的工藝分析及模具設(shè)計(jì)
2015-06-21 10:45:48張瑞喜陳雄大齊齊哈爾軌道交通裝備有限責(zé)任公司
鍛造與沖壓 2015年2期
關(guān)鍵詞:工藝
文/張瑞喜,陳雄大·齊齊哈爾軌道交通裝備有限責(zé)任公司
單元制動(dòng)缸前蓋的工藝分析及模具設(shè)計(jì)
文/張瑞喜,陳雄大·齊齊哈爾軌道交通裝備有限責(zé)任公司

張瑞喜,高級(jí)工程師,主要從事沖壓工藝和模具設(shè)計(jì),主持完成的沖壓車間光電保護(hù)裝置的研究和應(yīng)用,模具安全結(jié)構(gòu)的研究和推廣,滑槽磨耗板的工藝分析及模具設(shè)計(jì),K2交叉桿成形技術(shù)的試驗(yàn)研究和模具設(shè)計(jì)等5項(xiàng)科技創(chuàng)新成果獲得齊齊哈爾軌道交通裝備有限責(zé)任公司廠級(jí)成果一等獎(jiǎng),獲發(fā)明專利1項(xiàng)、實(shí)用新型專利1項(xiàng),共發(fā)表論文7篇。
單元制動(dòng)缸前蓋是裝在大噸位KM98漏斗鐵路貨車制動(dòng)系統(tǒng)上的關(guān)鍵受力制動(dòng)部件,其質(zhì)量的好壞直接影響制動(dòng)系統(tǒng)的穩(wěn)定性,表面質(zhì)量的優(yōu)劣影響工件的商品化。工件板料厚度為5mm,材質(zhì)為Q215-A。工件圖如圖1所示,前蓋45mm的凸緣成形時(shí)不對(duì)稱,φ178與45mm的凸緣相連的根部180°的范圍內(nèi)上下波動(dòng)時(shí)而出現(xiàn)縮頸斷裂的現(xiàn)象,φ130頂部出現(xiàn)縮頸的現(xiàn)象等質(zhì)量問(wèn)題,廢品率高達(dá)24%。隱含縮頸的質(zhì)量問(wèn)題,可能影響鐵路貨車運(yùn)行的安全。
工藝分析
前 蓋的材質(zhì)是Q215-A,若采用二次成形工藝,第一次壓形的拔模斜度設(shè)計(jì)為10°,R5的圓角設(shè)計(jì)為R10;第二次壓形按工件的幾何尺寸(含膨脹量)設(shè)計(jì),可以保證工件的型腔尺寸,減少工件表面的拉傷。二次成形需兩套模具,技術(shù)準(zhǔn)備周期長(zhǎng),制造成本也隨之增大;另外,二次成形就必須二次加熱,工件將脫碳,機(jī)械性能下降。第二次成形需以第一次壓型工件的外部型腔定位,兩次定位基準(zhǔn)具有隨機(jī)波動(dòng)性,工件將有局部壓痕的缺陷,故采用一次熱壓成形工藝。工件成形的深度為29.7mm,是板料厚度的近6倍,型腔φ178下部尺寸為自由公差尺寸,可以走上差,φ130上部尺寸為自由公差尺寸,可以走下差,模具可以設(shè)計(jì)拔模斜度為6°,上下口尺寸相差3mm,減少工件出現(xiàn)縮頸的趨勢(shì),方便工件的卸料,減少了兩次定位基準(zhǔn)的隨機(jī)波動(dòng)性,提高生產(chǎn)工效。
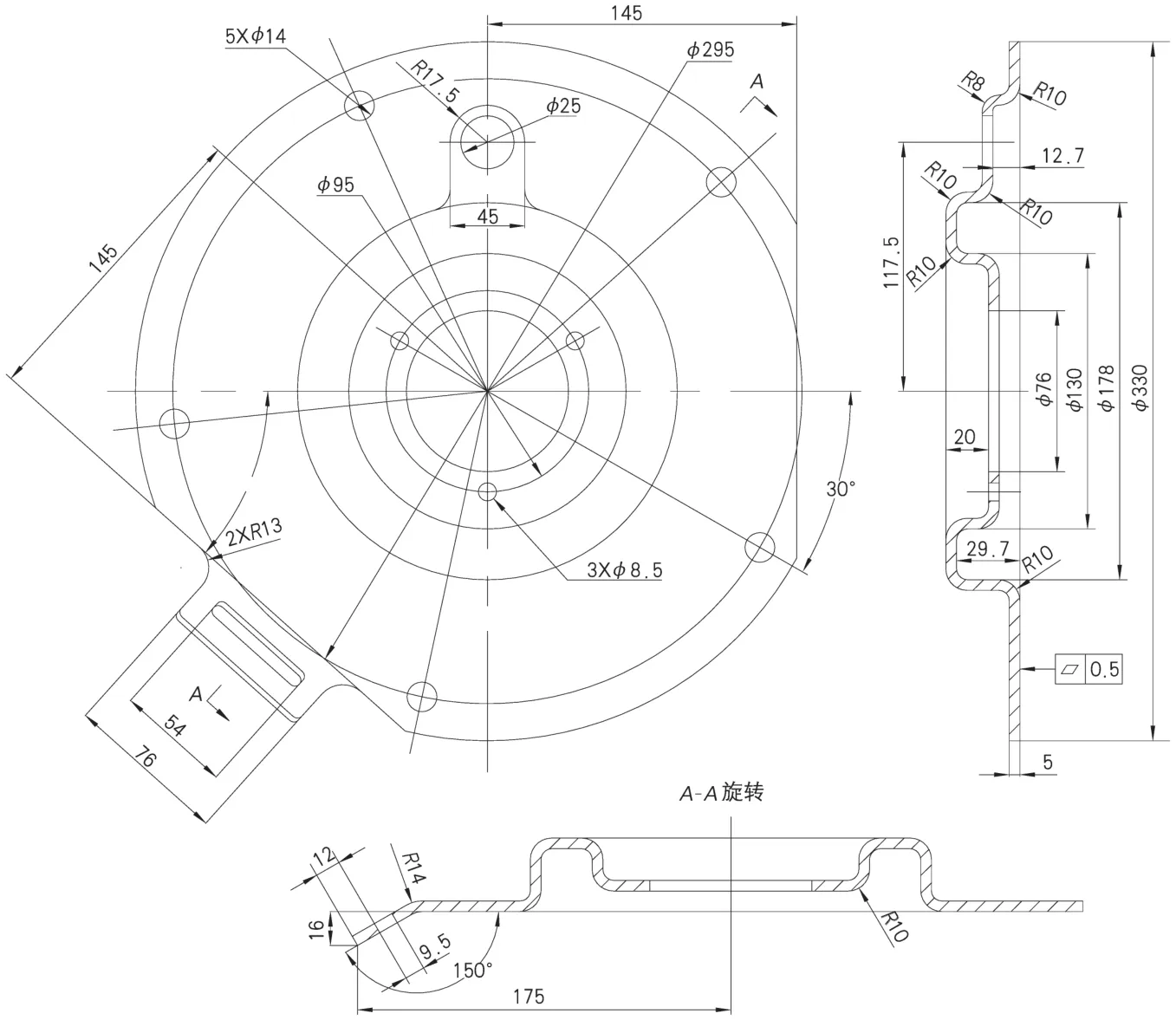
圖1 前蓋工件圖
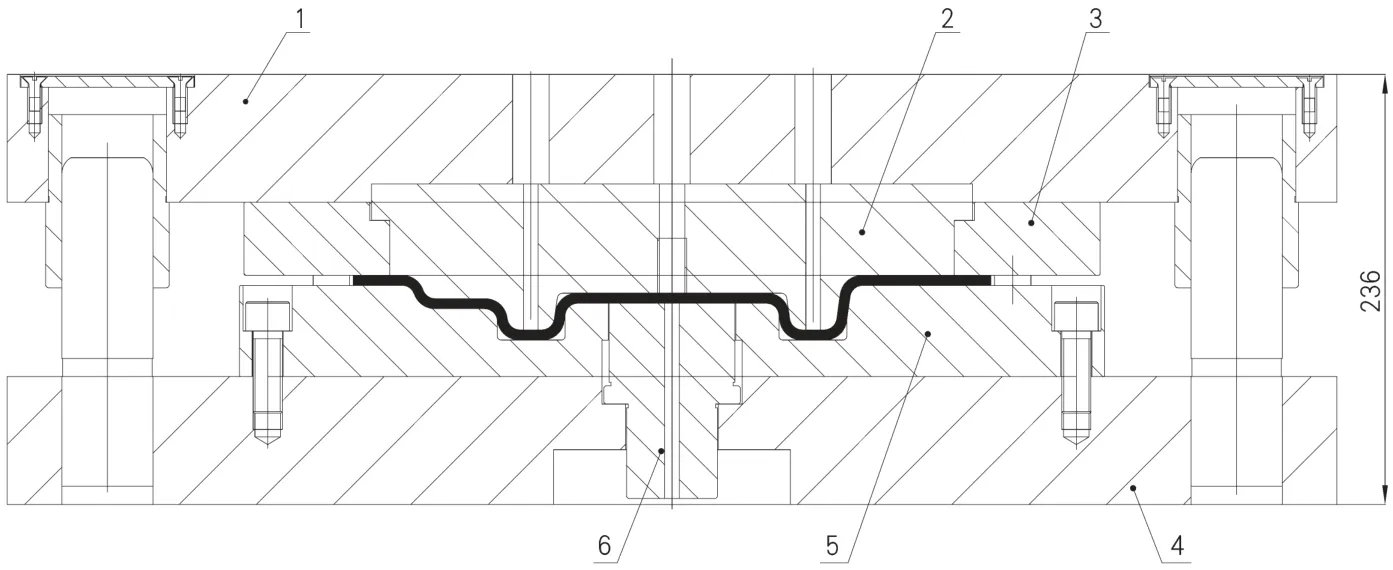
圖2 單元制動(dòng)缸前蓋熱壓模示意圖
模具設(shè)計(jì)
工件展開尺寸的計(jì)算
按照厚度不變質(zhì)量相等的物理學(xué)原理,利用Pro/E Wildfire軟件生成工件的三維實(shí)物,最大直徑φ354.6mm取整為φ355mm,計(jì)算其質(zhì)量為4.543kg,利用無(wú)限逼近的方法,計(jì)算工件的理論展開尺寸為φ374mm,考慮模具成形的過(guò)程中工件的變薄情況,展開尺寸需減少3mm,工件壓形后進(jìn)行落料,搭邊量按板厚的2倍計(jì)算,工件的直徑需加大20mm,工件的展開尺寸為φ391mm(374-3+20),取整為φ395mm。前蓋是外側(cè)拉延和中間脹形結(jié)合的工件,工件成形后落料并沖制中間φ76mm的圓孔。為便于金屬材料脹形的補(bǔ)充,中間預(yù)先鉆φ20mm的工藝孔,孔附近區(qū)域板料在成形過(guò)程中始終處于雙向受拉的狀態(tài),切向拉應(yīng)力為最大主應(yīng)力,而且此區(qū)域在成形過(guò)程中厚度的減薄量最大;徑向拉應(yīng)變代數(shù)值逐漸增大,切向拉應(yīng)變代數(shù)值逐漸減少,邊緣處的坯料近似處于單向拉伸變形狀態(tài),預(yù)制工藝孔遏制減薄的趨勢(shì),防止工件產(chǎn)生縮頸的質(zhì)量問(wèn)題。
模具間隙的確定
熱壓模具結(jié)構(gòu)簡(jiǎn)圖如圖2所示,按《沖壓模具設(shè)計(jì)手冊(cè)》的規(guī)定,單側(cè)最小間隙為0.5mm,雙側(cè)間隙值為1.0mm,鐵路貨車前蓋料厚為5mm,板料加熱后,由于膨脹厚度增加,膨脹系數(shù)按7‰計(jì)算,厚度膨脹量為7‰×5=0.035mm。模具的理論雙邊間隙量為1.0+0.07=1.07,凸模的尺寸按工件的型腔尺寸設(shè)計(jì),間隙取在凹模上,方便工件的卸料。
拉延圓角的確定
工件的圓角為R3,對(duì)于有彎曲的拉延件,其最小拉延圓角應(yīng)為材料厚度的1~2倍,上下鑲塊最小彎曲半徑為R3設(shè)計(jì)為R5,減少局部變薄縮頸斷裂的趨勢(shì)。
數(shù)學(xué)模型
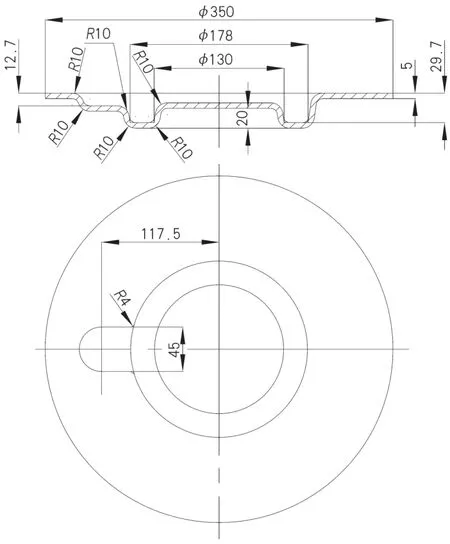
圖3 數(shù)學(xué)模型圖
模具設(shè)計(jì)制造的數(shù)學(xué)模型,如圖3所示。數(shù)學(xué)模型是根據(jù)工藝分析和設(shè)計(jì)的間隙值、拉延圓角、拔模斜度和7‰膨脹率確定的,數(shù)學(xué)模型是Pro/E模具設(shè)計(jì)的核心和基礎(chǔ),模具的上、下鑲塊按數(shù)學(xué)模型的復(fù)制幾何的設(shè)計(jì)理念進(jìn)行設(shè)計(jì),鑲塊的材質(zhì)采用Dc53(瑞典模具材料牌號(hào))的材料,熱處理后的變形為負(fù)回彈,比熱處理前尺寸小一點(diǎn),增大了模具的間隙,減小模具成形過(guò)程中出現(xiàn)縮頸斷裂的趨勢(shì)。在進(jìn)行數(shù)學(xué)模型的變動(dòng)時(shí),應(yīng)保證上下鑲塊等部件隨之變動(dòng)。
通氣孔的排布
上下鑲塊排布φ10mm通氣孔,可消除工件底部不平的趨勢(shì),保證底面0.5mm的平面度的要求,同時(shí)增大散熱面積,消除熱應(yīng)力,穩(wěn)定型部尺寸。
剛性校形
模具壓形終了時(shí),保證凸凹模和工件的剛性接觸,對(duì)工件具有校形作用,保證工件的平面度符合產(chǎn)品圖紙的技術(shù)要求。
加熱溫度和保壓時(shí)間的控制
板料加熱溫度控制在870~920℃,比普通熱壓件的溫度略高30~50℃,減少工件的成形力,考慮模具無(wú)壓邊裝置,模具壓型終了時(shí)保壓時(shí)間不低于3s,便于型腔尺寸的穩(wěn)定。
模具試驗(yàn)調(diào)整
模具制造完畢并安裝調(diào)試后,將板料的展開尺寸由φ405mm優(yōu)化為φ395mm,板料中間的預(yù)制工藝孔φ20mm優(yōu)化為φ25mm,模具的拔模斜度6°調(diào)整到8°,即可順利用于生產(chǎn)。
結(jié)束語(yǔ)
通過(guò)單元制動(dòng)缸前蓋的工藝分析,確定采用一次熱成形的工藝方案,根據(jù)工件尺寸和工藝進(jìn)行模具設(shè)計(jì)。熱壓模的間隙值可以適當(dāng)放大為板料厚度的5%。模具現(xiàn)已批量使用,效果良好,提高了生產(chǎn)效率,根除了工件的廢品率,拓展了單元制動(dòng)缸前蓋的成形工藝。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52