鋼材焊接的質(zhì)量控制
2015-05-30 19:23:33任浙金姜德忠
中華建設(shè)科技 2015年10期
關(guān)鍵詞:預(yù)防措施
任浙金 姜德忠
【摘 要】本文主要介紹鋼材焊接相關(guān)的內(nèi)容進(jìn)行闡述,內(nèi)容主要包括焊接的方法、在焊接過程中出現(xiàn)的質(zhì)量缺陷,以及對質(zhì)量缺陷要如何用質(zhì)量標(biāo)準(zhǔn)進(jìn)行控制,和對缺陷的檢測方法和預(yù)防措施。
【關(guān)鍵詞】焊接方法;質(zhì)量缺陷;質(zhì)量標(biāo)準(zhǔn);檢測方法;預(yù)防措施
Quality control of steel welding
Ren Zhe-jin,Jiang De-zhong
(Zhejiang billion Ha Construction Co., Ltd Shengzhou Zhejiang 312400)
【Abstract】This paper describes the welding of steel-related content elaborated, mainly include welding methods, quality defects in the welding process, as well as how to control quality defects, and defect detection methods and preventive measures with the quality standards.
【Key words】Welding;Standard quality;Quality defect detection method;Preventive measures
1. 引言
隨著世界人口的的不斷增長和科學(xué)技術(shù)的不斷進(jìn)步,鋼結(jié)構(gòu)的建筑被越來越廣泛的使用。鋼結(jié)構(gòu)中很重要的一項內(nèi)容是焊接連接,而焊接質(zhì)量對鋼結(jié)構(gòu)建筑是十分重要的。只有通過一定的焊接技術(shù)標(biāo)準(zhǔn)和檢測方法下對焊接質(zhì)量進(jìn)行檢測,才能減少焊接質(zhì)量缺陷的出現(xiàn),也只有這樣才能保證整個結(jié)構(gòu)的安全。
2. 鋼材焊接概述
在現(xiàn)代的建筑中鋼材由于其強(qiáng)度較高、塑性和韌性較好。而且還能夠在工廠中實(shí)現(xiàn)按照要求的規(guī)格進(jìn)行批量化生產(chǎn),安裝簡單等特點(diǎn),正因為這些優(yōu)點(diǎn)鋼材在建筑中的應(yīng)用越來越受到人們的關(guān)注。受其影響鋼材焊接技術(shù)也隨著鋼材的關(guān)注程度的提高也被越來越多的學(xué)者開始研究。而鋼材焊接的本質(zhì)是通過一定的技術(shù)方法,使兩個獨(dú)立的鋼材構(gòu)件之間產(chǎn)生相互作用的力,以達(dá)到連接的目的。除此以外鋼材焊接還具有焊接的剛度大、無截面削弱、生產(chǎn)效率高、構(gòu)造簡單、材料節(jié)省和密閉性好等優(yōu)點(diǎn)[1]。
2.1 鋼材焊接的方法。
雖然鋼材焊接具有很多優(yōu)點(diǎn)并且還有許多焊接的方法,可是最常用的卻是電弧焊。電弧焊一般包括:手工電弧焊、埋弧焊和氣體保護(hù)焊等。
2.2 鋼材焊接質(zhì)量缺陷。
(1)盡管鋼材焊接后具有剛度大、截面無削弱、密閉性好等優(yōu)點(diǎn),但是在實(shí)際焊接操作過程中還是很難避免出現(xiàn)焊接質(zhì)量缺陷。在焊接中的缺陷主要有:焊瘤、咬邊、未熔合、未焊透、氣孔夾渣及裂紋等。所以具體對裂紋這個缺陷進(jìn)行舉例分析。
(2)一般對裂紋來說,在鋼材焊接中最常出現(xiàn)的裂紋就是熱裂紋和冷裂紋。不僅如此這兩種裂紋對結(jié)構(gòu)的危害甚大,其中主要體現(xiàn)于幾個方面:一減小了焊接構(gòu)件的工作截面,二會在缺陷處形成嚴(yán)重的應(yīng)力集中,三對于容器類焊接會造成泄漏問題,四裂紋中存在污垢會加速結(jié)構(gòu)的腐蝕,五一定程度會留下安全隱患,使結(jié)構(gòu)存在不安全的情況。以下則是冷熱裂紋出現(xiàn)的原因以及一些其他缺陷的基本情況。特別是對腐蝕而言,因為腐蝕需要的時間比較長久,再加上裂紋起初被忽視的話,如此所導(dǎo)致的后果是非常嚴(yán)重的。而導(dǎo)致的后果不僅僅是經(jīng)濟(jì)上的損失,更有可能會奪取人的生命。
2.2.1 冷裂紋。
冷裂紋是在低或中合金鋼的熱影響區(qū)或焊縫中,在焊接后一段時間內(nèi)出現(xiàn)的裂紋。冷裂紋的出現(xiàn)并不是沒有原因的,影響其出現(xiàn)的主要因素有以下幾個:(1)母材的淬硬;(2)擴(kuò)散氫的含量;(3)焊接殘余應(yīng)力[3],所以從這幾個因素可以看出母材的碳當(dāng)量不宜太高,板厚在焊接中也需要盡可能不要太厚,擴(kuò)散氫含量亦不能高于臨界擴(kuò)散氫含量。若在這三個因素中任何一個未達(dá)到要求規(guī)定的,則就很可能會在焊接中出現(xiàn)冷裂紋現(xiàn)象。
2.2.2 熱裂紋
而熱裂紋產(chǎn)生的原因是冶金因素和力學(xué)因素共同作用的結(jié)果。尤其在冶金過程中特別要控制硫、磷、碳等元素的含量。因為若是將碳含量控制在0.10%以下,熱裂紋的產(chǎn)生就會大大降低,反之產(chǎn)生的可能性就會大大增加。
2.2.3 其他缺陷
對于咬邊主要是焊接是母材出現(xiàn)溝槽和凹陷等情況,未熔合則是主要母材和焊縫未熔合結(jié)合在一起。氣孔則是在焊接中焊池吸入了過多的氣體。雖然上述的缺陷有些用肉眼是很難判斷的所以對這些個焊接的質(zhì)量需要用一定的標(biāo)準(zhǔn)來約束。
2.3 鋼材焊接的質(zhì)量標(biāo)準(zhǔn)。
(1)在焊接過程中主要是形成焊縫形式的連接,所以對鋼材焊接的質(zhì)量檢測主要是對焊縫質(zhì)量的檢測。為了減少焊接質(zhì)量缺陷的出現(xiàn),因此需要通過一定的質(zhì)量標(biāo)準(zhǔn)對焊縫進(jìn)行對比。若是焊縫的質(zhì)量未達(dá)到質(zhì)量標(biāo)準(zhǔn)的規(guī)定要求,這說明該焊接質(zhì)量為不合格。這也表示在該種情況下焊接所得的整體構(gòu)件的質(zhì)量為不合格。不僅如此除缺陷質(zhì)量標(biāo)準(zhǔn)外還需要對焊縫鋼材的各種強(qiáng)度設(shè)計進(jìn)行相應(yīng)的質(zhì)量標(biāo)準(zhǔn)檢驗。所以焊接質(zhì)量標(biāo)準(zhǔn)的實(shí)際作用也和混凝土強(qiáng)度評定標(biāo)準(zhǔn)一樣。在利比亞過去20個不同項目的完整的混凝土抗壓強(qiáng)度,通常是通過150毫米標(biāo)準(zhǔn)的立方體試件進(jìn)行測試后獲得的。最后從這些項目測試結(jié)果的數(shù)據(jù)得到,28天后的混凝土強(qiáng)度是按照正態(tài)分布進(jìn)行分布的[4]。因此標(biāo)準(zhǔn)的實(shí)際作用就是為了質(zhì)量控制而來的。
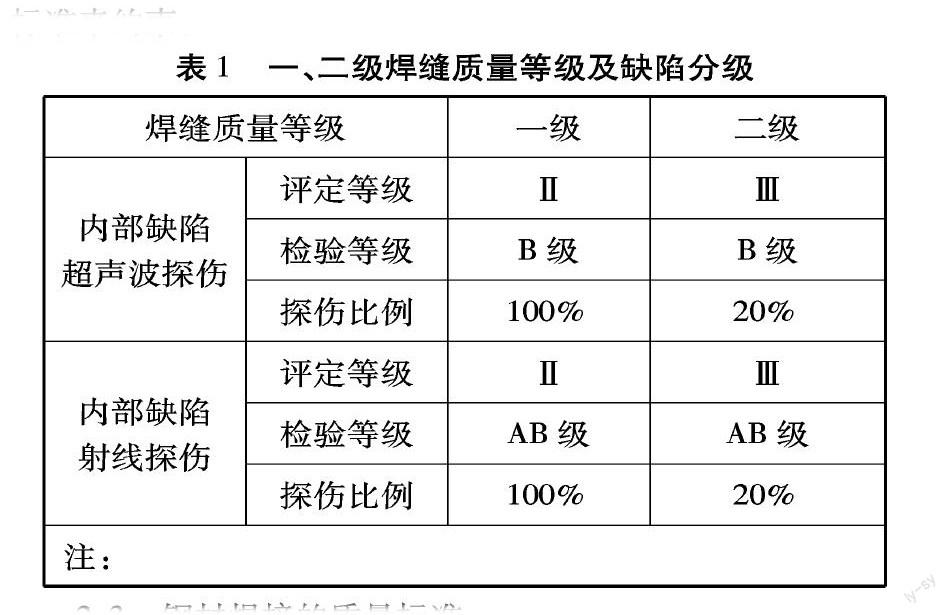
(2)具體在《鋼結(jié)構(gòu)工程施工質(zhì)量驗收規(guī)范》規(guī)定:焊縫按其檢驗方法和質(zhì)量要求分為一級、二級和三級。三級焊縫只要求對全部焊縫作外觀檢查且符合三級質(zhì)量標(biāo)準(zhǔn);一級、二級焊縫除外觀檢查外,還要求一定數(shù)量的超聲波檢驗并符合相應(yīng)級別的質(zhì)量標(biāo)準(zhǔn)[5]。具體的一、二級質(zhì)量標(biāo)準(zhǔn)見下表1。
(3)對于角焊縫而言,除鋼管結(jié)構(gòu)外焊縫的焊腳尺寸不宜大于較薄焊件厚度的1.2倍即1.2t也不宜小于較厚的焊件厚度的1.5 ,其中t為焊件厚度。而且焊腳尺寸應(yīng)盡可能的取較大整數(shù)。除此以外,焊縫的強(qiáng)度也應(yīng)該達(dá)到設(shè)計標(biāo)準(zhǔn)規(guī)定的。
(4)由此可見鋼材焊接質(zhì)量標(biāo)準(zhǔn)對于控制焊接質(zhì)量是何其重要。因為標(biāo)準(zhǔn)在鋼材焊接過程中起到了指導(dǎo)性的作用,引導(dǎo)鋼材焊接按事前設(shè)計的要求來進(jìn)行,以此達(dá)到焊接質(zhì)量控制的目的。
(5)但是質(zhì)量標(biāo)準(zhǔn)一旦定下來并不是固定的,只能說在一段時間內(nèi)質(zhì)量標(biāo)準(zhǔn)是不會變的,可是隨著技術(shù)的進(jìn)一步發(fā)展標(biāo)準(zhǔn)也會與時俱進(jìn),并會形成于當(dāng)時技術(shù)相適應(yīng)且達(dá)到安全使用性能的質(zhì)量標(biāo)準(zhǔn)。
3. 鋼材焊接質(zhì)量的檢測方法
(1)雖然上述所說的標(biāo)準(zhǔn)作用很大但是要如何使抽象的質(zhì)量情況信息實(shí)現(xiàn)數(shù)據(jù)化后再與質(zhì)量標(biāo)準(zhǔn)進(jìn)行比對這才是關(guān)鍵。比如焊接質(zhì)量的與質(zhì)量標(biāo)準(zhǔn)比較很有可能存在差異,但是我們雖然知道標(biāo)準(zhǔn)中的信息,但并不知道實(shí)際操作中焊接質(zhì)量的各種信息。因此這個時候我們就需要使用一定的方法來對焊接的質(zhì)量進(jìn)行檢測,并以一定的直觀性數(shù)據(jù)來體現(xiàn)。
(2)其中在高強(qiáng)度電阻焊接質(zhì)量控制中就有這么一種具有良好發(fā)展前景的檢測方法3MA無損檢測方法,簡稱3MA法。其主要的原理是鋼材的機(jī)械性能和微觀結(jié)構(gòu)(相、晶粒尺寸)存在一定關(guān)系。再利用交變磁場變化的電磁測試進(jìn)行測試就能夠檢測出被測物的機(jī)械性能,接著再與相關(guān)的標(biāo)準(zhǔn)進(jìn)行對比,這樣就能夠得到鋼材焊接的質(zhì)量信息等情況[6]。
(3)當(dāng)然除該方法外還有超聲波探傷和射線探傷等方法。其中超聲波探傷主要利用超聲波在不同的介質(zhì)中傳播的速度不同,這樣若是焊接的焊縫中存在質(zhì)量缺陷則必會形成至少一個的不同介質(zhì)的交界面,如此再根據(jù)上訴的條件就能夠判斷出焊接質(zhì)量是否存在質(zhì)量缺陷等問題了。
4. 鋼材焊接質(zhì)量的預(yù)防措施
由此可知在鋼材焊接過程中會有許多的焊接質(zhì)量缺陷的出現(xiàn),因此我們需要采取一定的措施來預(yù)防這些缺陷的出現(xiàn)。相應(yīng)的預(yù)防措施則應(yīng)該從以下五個方面入手包括:人、機(jī)械、材料、工藝、環(huán)境。
4.1 人員方面。
主要應(yīng)注重焊工的職業(yè)技能和習(xí)慣、以及對質(zhì)量的意識。因為在焊接質(zhì)量控制過程中有時候人的因素也會導(dǎo)致焊接質(zhì)量缺陷,而這樣的情況本可以避免的。所以對于一個好的焊工,他的質(zhì)量意識是要非常強(qiáng)、且非常敬業(yè)愛崗,真正做到干一行、愛一行、鉆一行。同時對于實(shí)地操作的員工應(yīng)許嚴(yán)格審查其的工作上崗資格。盡量避免無證上崗而造成的質(zhì)量問題。
4.2 機(jī)械方面。
對于機(jī)械設(shè)備的選擇上,一般選擇綜合性能較好的設(shè)備。在設(shè)備選擇中原則是專機(jī)專用,設(shè)備性能指標(biāo)優(yōu)中選優(yōu)[7]。只有這樣才能確保焊接的質(zhì)量。
4.3 材料方面。
在焊接材料的選定方面一般都是有專業(yè)技術(shù)人員經(jīng)過計算,篩選并經(jīng)過試驗選定,其中的原則是在保證各種技術(shù)數(shù)據(jù)可靠的情況下,應(yīng)選擇材料可焊性好容易采購的材料。同時在材料選擇中應(yīng)嚴(yán)格控制硫、磷、碳等有害雜質(zhì)的含量。
4.4 工藝方面。
在鋼材焊接的工藝方面主要要選擇合理的焊縫形狀。因為焊接接頭形狀樣式不同,將影響到焊縫的受力狀態(tài)、結(jié)晶條件和熱的分布,由此造成的裂紋傾向亦會不同。除此以外還需合理調(diào)整焊接參數(shù)。如在平焊時,焊縫成形系數(shù)隨焊接電流的增大而減少,隨電弧電壓的增大而增大[8]。
4.5 環(huán)境方面。
主要是材料在運(yùn)輸保存到應(yīng)用前的存放環(huán)境,如焊接材料一般都具有存放環(huán)境的要求。如一般材料不宜存放于風(fēng)吹日曬,潮濕的環(huán)境中。因為在該種環(huán)境下材料容易被腐蝕進(jìn)而影響其強(qiáng)度的性能。所以環(huán)境方面也能夠影響到鋼材焊接質(zhì)量。
5. 鋼材焊接技術(shù)的發(fā)展趨勢
(1)隨著世界及我國制造產(chǎn)業(yè)的不斷發(fā)展,焊接技術(shù)已經(jīng)成為了一門基礎(chǔ)技術(shù)應(yīng)用到各個行業(yè),并且焊接技術(shù)的水平也逐步得到了很大提高。同時隨之帶來的是焊接工藝和方法的不斷涌現(xiàn),專業(yè)焊接技術(shù)設(shè)備的不斷更新。其鋼材焊接技術(shù)的發(fā)展就是要達(dá)到高效、節(jié)能、優(yōu)質(zhì)及其工藝過程數(shù)字化、自動化、智能化控制等目標(biāo)[9]。
(2)而對于我國的鋼材焊接技術(shù)發(fā)展趨勢而言,雖然當(dāng)前我國焊接材料產(chǎn)量位居世界首位,但是在產(chǎn)品結(jié)構(gòu)和高品質(zhì)焊接材料的生產(chǎn)上與先進(jìn)國家相比還是有很大差距。主要表現(xiàn)有:一焊接材料預(yù)處理上缺少專業(yè)的技術(shù)和體系,二改善焊條藥皮密實(shí)度上不夠完善,三生產(chǎn)車間環(huán)境治理上與發(fā)達(dá)國家有差距等[10]。總體而言我國的焊接技術(shù)還有很大的提升空間。特別是在高端焊接產(chǎn)品,特種助焊劑這幾個方面。
(3)但是隨著目前中國對于科學(xué)研究方面的注重程度,鋼材焊接技術(shù)相信會得到更大程度的提升,與發(fā)達(dá)國家之間的技術(shù)差距相信也會逐漸的縮短。
6. 結(jié)束語
總體而言,隨著時代的進(jìn)步,鋼材的應(yīng)用領(lǐng)域會越發(fā)的寬廣,所以鋼材焊接質(zhì)量的控制也會面臨巨大的挑戰(zhàn)。但是只要通過一定的檢測方法和達(dá)到標(biāo)準(zhǔn)的規(guī)定,同時也做好相關(guān)的焊接質(zhì)量控制預(yù)防措施,就可以大大減低焊接質(zhì)量缺陷的出現(xiàn),以此保證焊接在鋼材結(jié)構(gòu)中應(yīng)用的安全性。最終使得項目達(dá)到質(zhì)量、成本、進(jìn)度相統(tǒng)一。
參考文獻(xiàn)
[1] 王少寒. 鋼結(jié)構(gòu)工程焊接工藝綜述[J]. 科技風(fēng), 2013,(6):123.
[2] 谷安軍. 電焊焊接技術(shù)淺析[J]. 科學(xué)與財富, 2013,(9):198.
[3] 劉建華. 鋼材焊接接頭缺陷產(chǎn)生原因及預(yù)防[J]. 科技與企業(yè), 2013,(17): 250~254.
[4] Mohamed S,Alazhari and Mila M.,Al Shebani. Assessment of concrete Quality in Libya[J]. Procedia Engineering 54(2013):117~126.
[5] 戴國欣. 鋼結(jié)構(gòu)[M]. 湖北:武漢理工大學(xué)出版社, 2012. 28.
[6] R.Neugebauer,T.Wiener,A.Zosch. Quality control of resistance spot welding of high strength steels[J]. Procedia CIRP12(2013):139~144.
[7] 劉值金. 建筑安裝工程中焊接質(zhì)量的控制[J]. 陜西建筑, 2009(4):36~38.
[8] 張輝. 淺談鋼材焊接裂紋成因與防治措施[J]. 科技創(chuàng)新與應(yīng)用, 2012,(10):74.
[9] 李軍陽. 淺談焊接技術(shù)的發(fā)展趨勢[J]. 中小企業(yè)管理與科技, 2013,(19):296 ~297.
[10] 肖漢維. 淺談我國的焊接技術(shù)現(xiàn)狀及發(fā)展[J]. 中國化工貿(mào)易, 2013,(8):385.
猜你喜歡
今日農(nóng)業(yè)(2022年4期)2022-11-16 19:42:02
建材發(fā)展導(dǎo)向(2022年3期)2022-04-19 12:51:10
河北果樹(2022年1期)2022-02-16 00:41:26
河北果樹(2022年1期)2022-02-16 00:41:22
現(xiàn)代畜牧科技(2021年2期)2021-03-19 07:48:42
甘肅教育(2020年8期)2020-06-11 06:09:46
河北果樹(2020年2期)2020-01-09 11:15:07
Special Focus(2019年10期)2019-11-26 11:42:58
建材發(fā)展導(dǎo)向(2019年5期)2019-09-09 09:21:46
中國醫(yī)療美容(2015年1期)2015-07-12 10:05:58
