基于A3200軟內核的組合電加工機床控制系統
2015-04-25 01:44:04雷艷華何建國張勇斌劉廣民吳祉群
機床與液壓 2015年8期
雷艷華,何建國,張勇斌,劉廣民,吳祉群
(中國工程物理研究院機械制造工藝研究所,四川綿陽621900)
電火花加工是特種加工技術中最重要的部分之一,是與機械加工性質完全不同的一種新工藝、新技術。電火花加工方法能夠適應某些加工領域生產發展的需要,并在應用中顯出很多優異的性能,因此得到了迅速發展和日益廣泛的應用。
由于電火花的電極成形消耗時間與工件加工時間相比較,占據了相當大的比值,使得加工效率成為電火花加工的弱勢環節。以提高加工效率作為研制進程的重要著力點,并瞄準高精度的微細電加工目標,基于國內外學者以及作者所在單位已取得的研究成果,研制了支持多工位、雙通道獨立加工的EDM & ECM復合微細組合電加工裝備的工程樣機。
作為組合電加工設備的核心功能部件,數控系統必須能依照極間放電狀態,控制伺服軸完成相應的加工動作,需要較強的實時性、穩定性,由于電火花加工過程耗時較長,數控系統還需保證其運行具有良好的可靠性。A3200 是一套基于實時操作系統內核軟件構建的運動控制器,通過IEEE-1394 總線與其他智能驅動器組建控制網絡,實現最多32 軸聯動控制。它與現有的PC 機的操作系統并行工作,共享同一硬件資源,成本經濟。
研制了一套基于A3200 軟內核的組合電加工數控系統,通過A3200 平臺實現了多軸伺服進給控制,并依據放電間隙狀態檢測來完成相應的插補路徑回退功能。該系統已經進行了相關的工藝實驗,驗證了其良好的加工與控制性能。
1 組合電加工數控系統硬件體系
同傳統的開放式數控系統相比,以A3200 軟內核作為數控核心的系統構建,在硬件上無法體現上下位機的結構體系,見圖1。Windows 操作系統與Intime 實時內核共同運行在工業控制計算機(IPC)的硬件環境里。數控系統采用了通過1394 串行總線完成位置指令模式與高精度光柵尺構成的全閉環雙通道XYZC 伺服控制平臺的方案。
抽象的上位機系統采用WindowXP 操作系統,包含了界面GUI、NC 程序預處理、工藝數據庫、程序文件操作以及外設通信等功能模塊,提供了較為完善且全面的人機交互操作功能。不同于傳統意義的上下位機通信,IPC 上位機通過內存共享來完成與下位機的通信,進行命令發送與狀態獲取等功能。
下位運動控制系統由A3200 軟控制內核、工業以太網IO 及智能驅動器組成,負責完成伺服運動控制和邏輯過程控制等實時性任務。A3200 采用分層式結構,在低層執行實時性任務,在較高層實現程序編輯及顯示等非實時任務。強魯棒性的高性能運動控制引擎,使用IPC 的主板CPU 芯片,單軸的伺服周期可達到500 μs,并且能夠最大同時精確控制32 軸,可為組合電加工提供更小的伺服周期。同時高速總線的應用使得系統的反饋實時性得到增強。如圖1 所示,A3200 內核以軟件形式安裝在工業PC 的操作系統上。
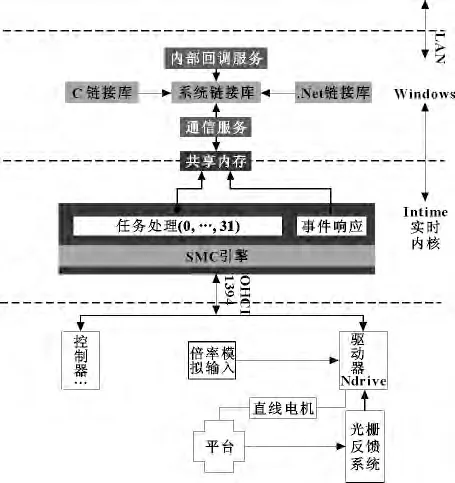
圖1 數控系統硬件體系結構
A3200 內核通過1394 串行總線完成與所有外部設備的各類信號的通信。智能驅動器負責完成光柵反饋信號的采集處理并進行直線電機的精密運動控制,并通過模擬或數字接口模塊完成模擬量信號和限位等數字信號的采集。而智能驅動器采集的所有信號以串行通信數據幀的形式實時發送給A3200 內核,同時實時更新來自A3200 內核的路徑規劃及插補模塊的輸出命令。
數控系統還包含其他的硬件系統,旋轉式電機、驅動器和控制器NServo 組成的滾珠絲杠傳動運動單元。工業以太網IO 模塊采集手持單元的軸選和倍率信號,以及獨立的PLC 模塊負責完成冷卻液泵以及伺服電磁閥等的控制,完成吹絲及冷卻液開關功能。
2 軟件架構設計
組合電加工機床控制軟件是整個系統集成的重要部分,是使各分系統協調工作的中樞。控制軟件采用兩層結構,上層為人機界面,以方便用戶使用為原則進行模塊的劃分和菜單的設置;下層為控制內核層,是不需要直接和用戶打交道的功能以及用戶不需要看見的功能,作為人機界面的支撐。其具體結構見圖2。
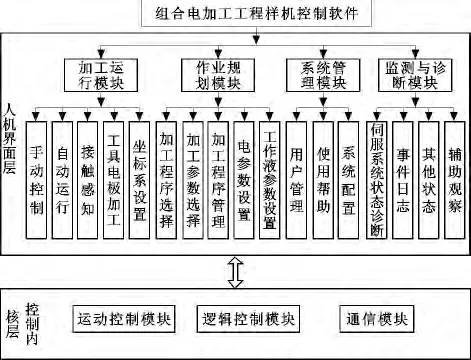
圖2 控制軟件功能模塊構成
HMI 軟件以WindowsXP 操作系統為平臺,其設計為多進程結構。每個相對獨立的功能模塊占有一個獨立進程,所有進程的創建和銷毀由管理進程實現。
其中,MenuWindow 進程作為管理者,負責全局熱鍵的注冊、各功能模塊進程的創建銷毀、菜單式按鈕管理以及通信用共享內存的創建銷毀,并利用全局消息通知子進程內存創建完畢。當各個獨立進程創建完畢,由MenuWindow 來枚舉所有的子進程窗口,進行窗口句柄的獲取以用于整體窗口布局。因此,Menuwindow 進程,除了交互用的菜單式按鈕的操作處理,主要不在可視化界面數據的處理上,而是所有進程可視化窗口數據的布局管理。
Machine 進程負責各坐標軸的位置顯示、軟MCP按鍵的交互管理、非強實時性的軟PLC 管理以及脈沖電源的加工信息顯示等。它作為加工環節中與用戶交互最頻繁的進程,肩負了與NC 內核和脈沖電源系統的大部分通信工作。
Program 進程作為重要的管理模塊,不但要進行工藝庫管理和NC 程序的瀏覽、編輯,還需要執行設備的NC 程序安全性規則檢查的任務。
Parameter 進程負責通用的R 參數讀寫處理以及電參數的讀寫處理。
Service 進程負責測量系統的通信處理以及可配置的遠程信息管理等。
Diagnose 進程負責報警信息的顯示和歷史日志管理。
Header 進程則在所有的操作中,都會處于頂層顯示位置,始終為用戶提供當前的模式以及工作界面區域等信息,以及當前報警中的最新條目的顯示等。
多進程結構設計還考慮了二次開發,通過定義二次開發規則以及相應的配置文件,最終用戶進行二次界面功能定制。
進程的人機交互功能通過傳統數控形式的水平和垂直按鈕來完成。為了適應所有子進程的獨立交互需求,設計了統一的數據結構用來表征交互命令接口,稱之為菜單式按鈕二叉樹,樹葉分別為水平和垂直按鈕。
菜單式按鈕的每個命令節點可實現上一級命令追溯。為了實現返回到上一命令的功能,在每個進程窗口作為頂層窗口激活時,需要將當前置頂的窗口關聯的命令鏈表指針賦予命令管理變量,并動態更新鏈表的節點關系。命令鏈表的形式見圖3。每個子進程都攜帶著自己獨有的命令節點緩沖池,每個進程窗口對象負責自己的命令鏈表對應的處理過程。
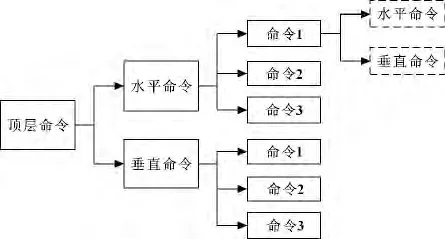
圖3 命令節點鏈表
在子進程中,當需要更新命令節點時,向Menu-Window 管理窗口發送更新消息,并指定需要更新的類型。而在更新命令時,并不局限于命令鏈表的定義,也就是可以在更新命令時靈活指定需要顯示的命令節點。
為了動態獲取當前需要顯示的命令數量,在每次命令更新消息處理函數中,進行遞歸式查詢,獲得水平與垂直命令的數量,并據此來使能或禁止擴展操作。
當命令節點數目超過可視化按鈕的數量時,僅與按鈕相同數量的命令節點被顯示,而此時“擴展”按鈕被使能,允許用戶通過擴展操作瀏覽所有命令節點。
3 基于M 代碼的接觸感知功能
接觸感知作為電加工機床的獨有功能提供了加工的對刀位置。針對組合電加工的數控系統設計要求,基于A3200 系統M 代碼定義配合HMI 軟件多線程處理實現了雙通道的接觸感知功能模塊。
設計原理如下:首先運行通道加工程序,當加工程序執行M 代碼時,加工程序運行掛起,通過函數回調功能完成動態鏈接庫的調用,并根據相關定義完成消息發送,結束回調,進入無限等待循環。HMI軟件提供專用的M 代碼處理模塊,并通過進程間的全局消息監聽,負責獲取回調函數發送的M 代碼激活的消息。當M 代碼激活消息收到后,通過M 代碼指令解析過程,將相應的M 代碼內存標志位置位。同時M 代碼的軟PLC 線程持續監測M 內存標志位,并根據相應的標志位進行邏輯判斷,進行外部脈沖電源通信或直接處理,最終返回M 代碼執行結果并進行M 代碼內存善后清除工作,執行結果決定著通道加工程序是否結束等待,執行下一加工指令,流程見圖4。

圖4 輔助M 代碼實現流程
A3200 提供的用戶M 代碼定義是通過宏定義來完成的。宏定義在組合電加工設備中能夠實現的功能局限性很大,還不足以完成設備獨有功能的實現。因此,為了實現M 代碼,如向脈沖電源系統或者輔助循環系統發送特定指令,HMI 軟件必須承擔“中間人”的角色,在特定時刻能夠建立脈沖電源系統或其他單元系統和A3200 系統間通信的橋梁。
4 伺服進給路徑回退設計
組合電加工的放電過程根據平均間隙電壓和伺服參考電壓的差值來決定前進、回退或保持不動。
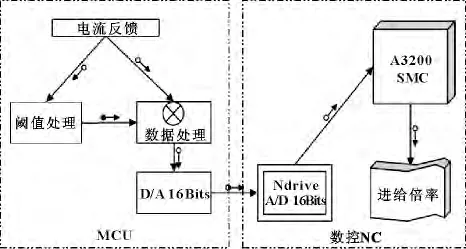
圖5 信號處理流程
平均間隙電壓信號由脈沖電源系統的A/D 芯片與軟件濾波模塊實時獲取,并在預設的數控伺服周期內將平均間隙電壓與伺服參考電壓作比較,通過D/A 芯片完成相應的命令輸出,向數控系統發送倍率信號,由數控系統完成位置及速度控制。
在電加工過程中,不論EDM 還是ECM 加工,壓差(平均間隙電壓與伺服參考電壓的差值)表達了放電狀態的模糊定義,進而根據壓差決定電加工的進給。當壓差進入短路閾值定義范圍內,則進給停止開始回退;在回退的過程中,如果壓差值的大小處于開路閾值范圍,則回退流程結束,重新啟動進給;如果進給過程中壓差處于正常放電加工的閾值定義范圍內,則進給停止維持放電過程。當電加工進行時,脈沖電源模塊在每個伺服周期內,先判斷壓差,決定速度方向及大小,接著根據運算結果給出進給倍率模擬量,通過差分電路將信號傳輸給A3200 數控內核,由A3200 負責加工路徑進給速度及方向的最終決策,向智能驅動器發出位置指令信號,繼而實現各軸相應的位置速度控制,完成后再進入下一周期,如此反復直到進給至加工終點或回退到可回退路徑的起點。電加工進給過程控制的時間間隔即為電加工的伺服周期,對于電加工極為重要,兼顧系統響應頻率,考量電加工的放電機制及特性。該數控系統設計電加工周期為20 ms,實驗證明滿足了穩定電加工的要求。
5 樣件加工實驗
將數控系統裝在組合電加工機床(見圖6)上,進行層銑、成形電極以及微細孔加工等實驗,驗證系統整體性能以及關鍵技術實現效果。

圖6 ECM & EDM 組合電加工機床
為了體現數控系統接觸感知以及伺服進給路徑回退功能,分別進行了微細孔以及梅花的加工實驗,對主軸的Z 軸快速抬刀以及XY 插補路徑回退的能力進行驗證。
圖7 梅花加工樣件
6 結束語
研制了基于A3200 軟內核的組合電加工數控系統。該數控系統的坐標軸采用直線電機全閉環位置模式的控制體系,實現了電加工過程中的接觸感知、進給路徑回退及雙通道四軸聯動等多項關鍵控制技術。通過應用于組合電加工機床,進行了樣件的加工實驗,驗證了數控系統優異的加工與控制性能。同時文中開發的交互操作以及可視化界面,均向專業數控靠攏,利用開放式數控核心,打造了專業數控的交互接口,促進新研發的組合電加工設備更易于被機床行業所認知并接受。
[1]A3200 Programming Manual[M].Aerotech.com.
[2]游有鵬.開放式數控系統關鍵技術研究[D].南京:南京航空航天大學,2001.
[3]張筱云.數控電火花小孔高速加工機床控制系統軟件的開發與研究[J].電加工與模具,2012(1):56-62.
[4]梁速.基于Linux 的五軸聯動電火花加工數控系統[J].上海交通大學學報,2012(7):1097-1102.
[5]梁速.基于PMAC 的商用五軸聯動電火花加工數控系統[J].電加工與模具,2012(S1):27-31.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中華詩詞(2022年6期)2022-12-31 06:41:24
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國外匯(2019年20期)2019-11-25 09:54:58
中國科技論壇(2017年7期)2017-07-25 08:49:53
商業評論(2014年9期)2015-02-28 04:32:41
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
中國中醫藥現代遠程教育(2014年16期)2014-03-01 04:28:54
民主與科學(2014年3期)2014-02-28 11:23:03
教育與職業(2014年7期)2014-01-21 02:35:04
